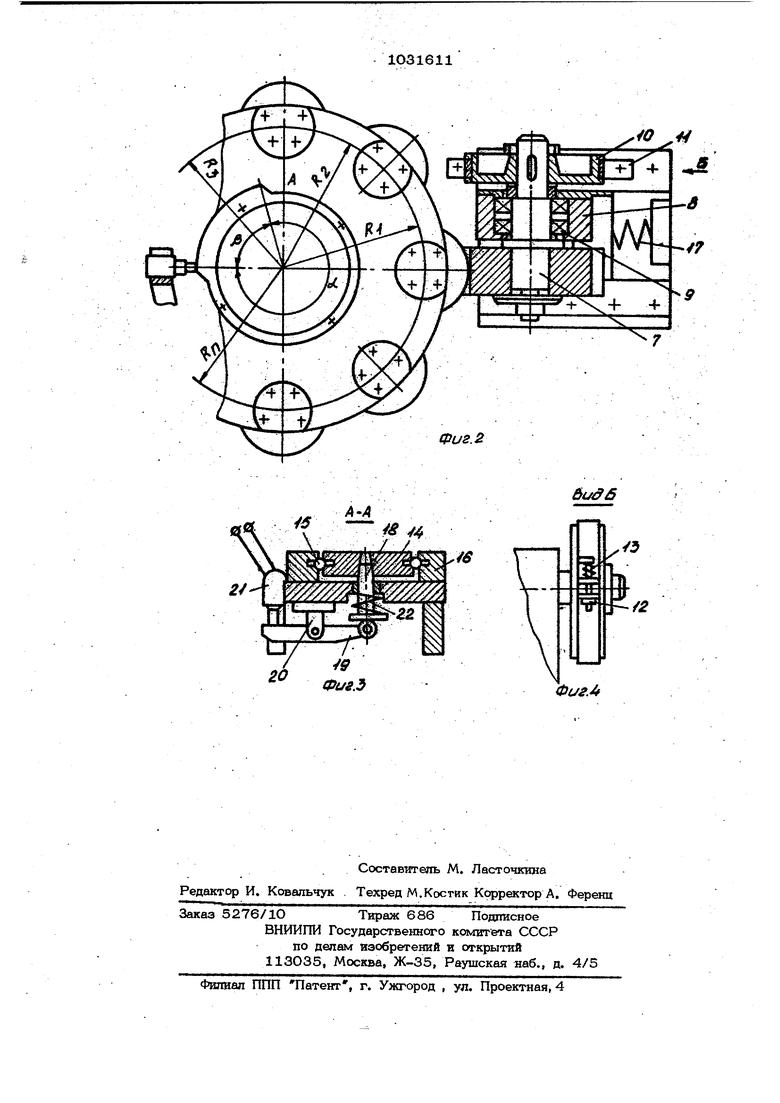
Изобретение относится к обработке ме таллов давлением, в частности, к иетотов лению зубчатых колес. По основному авт. св. № 737087 известно устройство для обкатки (зубьев : бчатых колес содержагаее инструмент, выполненный в виде диска, по периферии которого на различных расстояниях от оси установлены дефорл1 кицие ролики с иэменяклдимися углами профиля, при этом обрабаты1ваемое зубчатое ксятёсо уст1айавливается в подпруЖ1О1ёштую в направлении к роликам опрайку. Для поворота зубчатсК го колеса на шаг на инструменте устройства наклонно установлены OJOHH или дав дополнительных ролика. С целью расширения типоразмеров обкатываемых зубчатых колес деформтфукшгае ролики выполнены составными с регулируемыми по толрщнё проклааками lj . Однако вследствие постоянного упругог контакта инструмента с упрочняемым зуб чатьхм колесом невозможно точное профилирование галтелей и окружности впадин при глубоком вдайливаиш деформвфующвх pomiKOB в поверхность зубьев. Цель изобретешга - повышение прояааодательности и качества обработки зубчатых колес. Указанная цепь достигается тем, что устройство для обкатки эубьев зубчатых колес снабжено кyлaчкcяvI, размещенным на инструменте, и мекезОсэмом факсшщи оправки зубчатого ксщеса, выполненном в виде электромагнита с упором и nepetoiJo «штеием, причем последний установлен с возможностью взаимодействия с кулачком. Такое конструктивное решение позволяет значительно повысить точность размеров галтелей и окружности впадан в момент ИХ в и вливания деформирующими рошпсамй, а высокое качество пластически деформированных поверхностей существенн повьппает нагрузочную способность зубчатых коиес. На фйг. 1 представлено устройство,общий БВД, на фиг. 2 - то же, внд сверху,на фвг- 3 - сечение А-А на фиг. 1; на фйг. 4-- вид Б на фиг. 2. Устройство СОСТОИТ из инструмента, вы полненного в виде Ш1ска 1, в кольцевой выточке которого на подшипниках каче- нвя 2 установлены дефор гарующие ролики 3. Установка роивков по высоте осуществляется кры1ЦК а1Н 4 и прокладками 5 Обр огываемое зубчатое колесо 6 закрепляется на оправке 7с возможностью: упругих возвратнонпоступательных перемещений 5 и псщорота V с определенным усилием вокруг своей оси. Оправка 7 устанавливается в корпусе 8 на поддганкиках 9 качения и затормажи --. , вается при повороте тормозом, состоящим из даска 10 и двух полуколец 11, за счет сжатия винтом 12 через пружи- ну 13 регтглируется то{ 1Озное усилие. Корпус 8 совместно с оправкой 7 и зубчатым колесом 6 закрепляется на подвижной 14, которая перемещается по щарвкам 15 в направляющих 16. Пруэияна 17 обеспечивает упругие перемввдвшя 14 и создает требуемое усшйге деформврованця профиля зубчатого кедеса, за; искийочением галтели и впадины. Дгш стопорення подвижной каретки 14 oiyscaT факсатсф 18, рычаг 19 и упор 20. (П бмеиение фикс(атора осухцествляетст ; й9юктромагйитом 21, а возврат в исходное положение - пружиной 22. Кулачок 23, распсясйкенный на KOjaiyce инструмента, сцрОЕГ для включен и выкшоченвя переЕшочатепя 24i закрепленного в кронштейне 25, который устанавливается на хобот станка. Про4щз1ирование галтелей и окружности ШЁндан производится следующим образе. После обкатки эвояьвевгного профиля зуба (сектор о{.на фиг. 2) кулачок 23 нажимает на пврвшючатель 24 и подается сигнал на электромагнит. После срабатывазшя элек-ррежшгшгга rascaTqp 18 входит в кО1й1ческое отв сугие подвижной карет,кй l4 в последняя стотс ится , обеспечи-. вая жесткую связь меисду инструментом и обрабатываемым зубчатым колесом. На секторе Ь при этом осушествляется профилирование галтелн и окружности впадины путем глубсжого вдавливания деформирую- ншх ролшов, профиль KOTOj&ix идентичен 1|1роф1Ш1р галтели. Когда процесс деформирования галтели и окружности впадины закончен, кулачок 23 размыкает электрическую цепь и фиксатор 18 возвращается пруЖййОй 22 в исходное положение, а каретка 14 получает возможность упругих возвратно-поступательных перемещений. Далее процесс повторяется. Профилирование галтелей и окружности впадин зубьев глубокого вдавливания деформируюших роликов позволяет повысить нагрузочную способность зубчатых колес за счет улучшения формы, чистоты обработки и еоедания плавных переходных поверхностей зубьев, являющихся наиболее кагружвнШ)1ми участками зубчатых колес. 0 Фиг. 2 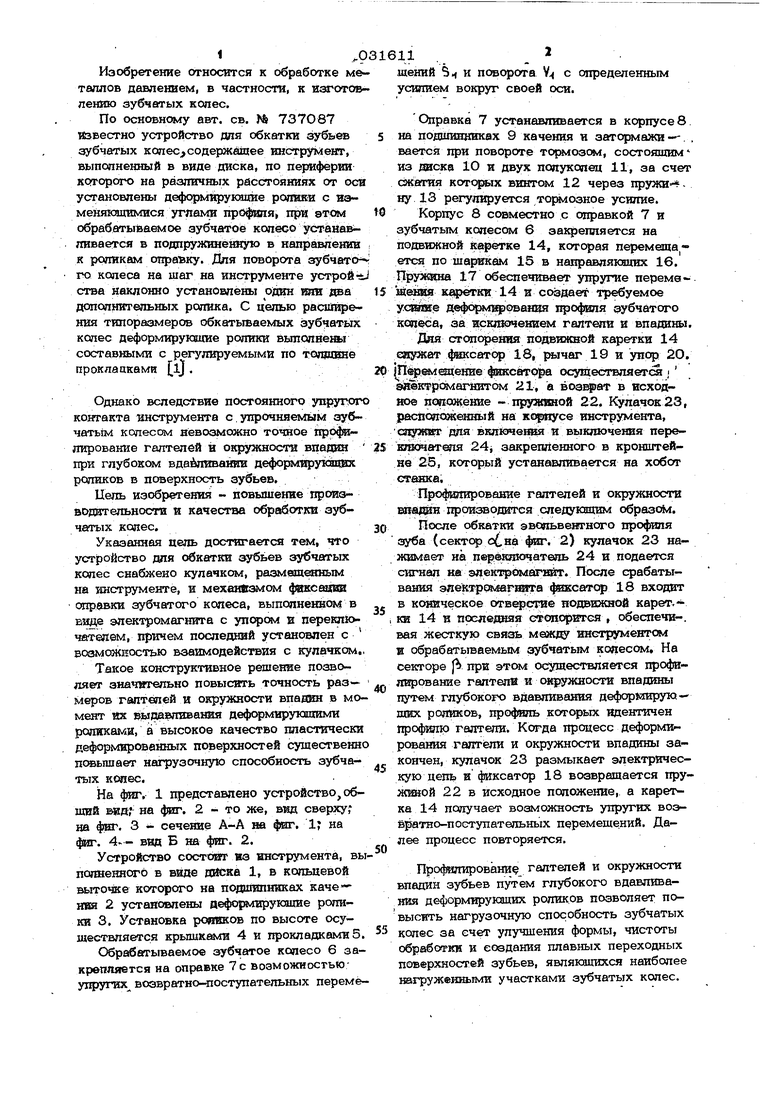
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обкатки зубьев зубчатых колес | 1977 |
|
SU737087A1 |
| Устройство для обкатки зубчатых колес к зубофрезерному станку | 1983 |
|
SU1161218A1 |
| Инструмент для обкатки зубчатых колес | 1977 |
|
SU737088A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ/РАЗБОРКИ ВОЛНОВОЙ ГЕРМЕТИЧНОЙ ПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ АБРАМОВА В.А. | 2013 |
|
RU2566584C2 |
| Конический обкатник | 1978 |
|
SU846024A1 |
| Приспособление для шлифования дисковых-кулачков | 1955 |
|
SU106336A1 |
| Привод ремизоподъемной каретки для ткацкого станка | 1978 |
|
SU1337446A1 |
| Устройство для ультразвукового упрочнения зубчатых колес | 1987 |
|
SU1558543A1 |
| •СЕСОЮЗНАЯ ffATEHTW-TEXl'i-'JECHAH | 1973 |
|
SU381480A1 |
УСТРОЙСТВО ДЛЯ СВКАТКИ . ЗУБЬЕВ ЗУБЧАТЫ X КОЛЕС по авт. св. 737О87, о т п н п а к щ е е с я t&A, wo, с цепью повыше1гая1 качества (абопш, оно снабжено кулачком, раэметеювлм на iKBHTrpyMeirre, н мехаявамом отроки эубчвегого колеса, вьтопЯЙР Ь М в виде эпектрсмагнита с упором Я переключателем, причем последний уста1К вп 1 с возможностью взешмодействвя с кулачком.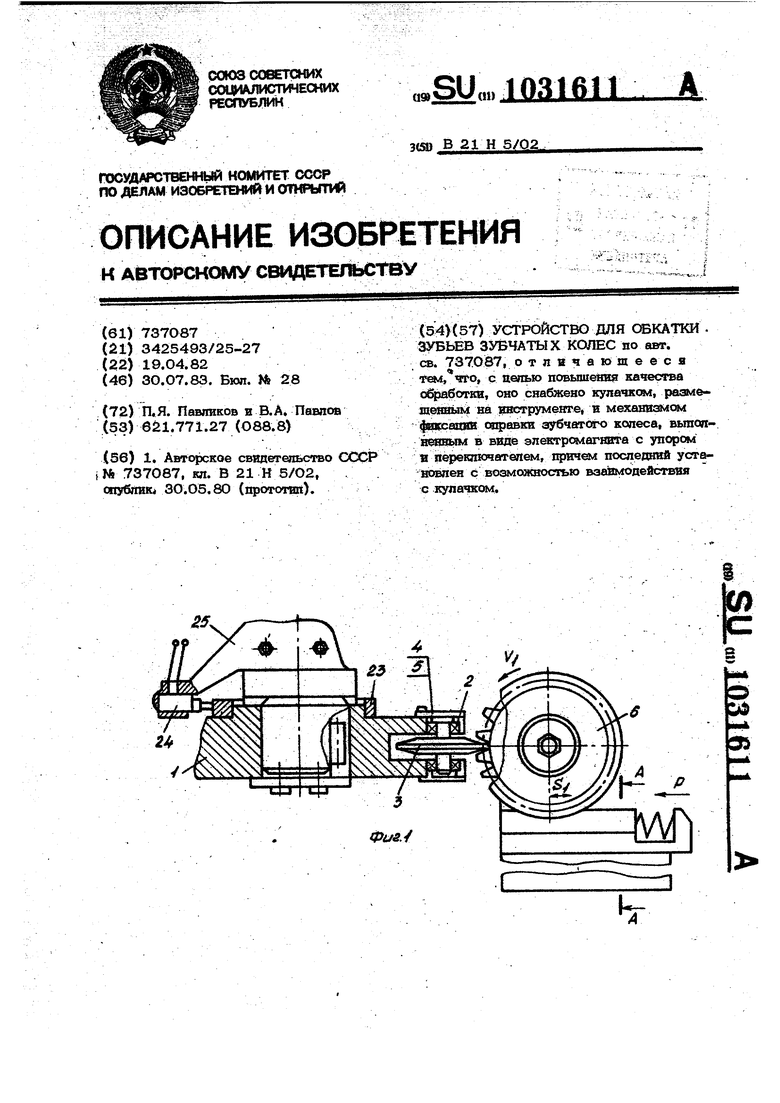
0US.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| МУСОРОСОЖИГАТЕЛЬНАЯ ШАХТНАЯ ПЕЧЬ | 1923 |
|
SU737A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| () | |||
