Изобретение отгостится к грубвому . роизвоаству, ковкретно к производству сварных труб, и наиболее эффективно мо жет быть использовано при изготовпешш спирапьношовных труб, кромки которых 5 нагревают токами высокой частоты, сбпИ ают с перекрытием и обжимают с поошью шовообжимных роликов.
Известны шовообжнмные ропики стайа радиочастотной сварки спирапьношовных JO труб, каждый из которых жестко закрегьпен на приводном вапу .
Недостатком является дпитепьность замены шовообжимного ропика, связанная с необходимостью освобождения и съема 15 изношенного ротпш с приводного вапа, на котором он жестко закреплен, и за;Креппения на вапу нового ролика.
При этом изношенный ропик меняют целиком, что при Интенсивном износе20
приводит к неоправданному перерасходу металла.
Наиболее близким по технической сушт ности и достигаемому эффекту является шовообжимной ролик стана радиочастот- 25 ной сварки спиральношовных труб, содержащий стойку, установленную в ней ось и смонтирош1нный На оси с возможностью вращения сменный рабочий обод f 2j.
Сменный рабочий обод жестко 3akpe№- 30 лен на оси и выполнен с двумя расточками, одна из которых выполнена конусной для посадки на соответствующий конуоный выступ оси, а другая - цилиндричеокой для посадки ва другую степень той 35 же оси. В устройстве ролик меняют не целиком, а лишь его сменный рабочий обод.
Недостаток устройства - длительность замены новообжимного ропика, который 40 объясняется тем, что для смены ролика необходимо снять кръ1шки разъемных опор стойки, отвернуть гайки, крепящие рабочий обод ролика, снять взноше1а ный обод и обратной последовательностью 45 операций установить новый. На все .эти операции затрачивается до Ю минут, рабочего времени.
Гак как стойкость части ролика определяется в несколько (4-6) часов, а во время замены обода стан простаивает, станорится очевидным необходимость сокращения длительности замены ролика.
Цель изобретения - повышение фои водительности за счет сокращения дпв-. тельностн загоны ролика.
Для достижения поставленной цели в шовообжимном ролике стана радиочастот
ной сварки спнральношовнъгх труб, содержащем стойку, установленную в ней ось и смонтированный на оси с возможностью вращения сменный рабочий обод, ось установлена в. стойке консольно, а . свободный конец оси снабжен ложементом с кольцевой проточкой и ребордами, сменный рабочий обод выполнен в виде размещенного с возможностью вращения в упомянутой проточке плоского кольца, внутренний диаметр которого болыие наружного диаметра концевой реборды ложемента.
На фиг. 1 изображен щовообжимной ролик стана радиочастотной сварки спиральношовных , продольный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит стойку 1, установленную в ней оса 2 и смонтированный на оси сменный рабочий обод 3. При этом ось 2 установлена в подшипнике 4 и от осевого смещения зафиксирована с помощью двух полуколец 5. Свободный конец оси 2 снабжен ложементом 6, имеющим кольцевую проточку 7 и реборды 8 и 9. Сменный рабочий обод 3 выполнен в виде плосжого кольца, внутренний диа- . метр которого больц1е наружного диаметра концевой реборды 9. Сменный рабочий обод (кольцо) 3 уста ювлен с возможностью свободного вращения в кольцевой проточке 7 ложемента. Для охлаждения обода 3 в, процессе работы предназначен закрепп&нш 1й на стойке 1 герметичный кожух 10, имеющий патрубок 11 для подвода и патрубок 12 для отвода воды.
В процессе работы ропик (сменный рабочий обой) вращается в проточке пожемента за счет воздействия на него через полосу, из которой изготавливают трубу, другого, выполненного идентично и расположенного оппозитно ему шовооб, жимного ролика (на чертежах не показано в виду широкой известности взаимного расположения шовообжимных роликов).
Замена изношенного сменного рабочего обода производится следующим образом.
Обод 3 поднимают так, чтобы его отверстие стало соосно оси 2 и снимают. Так как диаметр .отверстия обода 3 больше наружного диаметра конпевой реборды 9, обод снимают без использования зшких-либо инструмеитов и приспособлений. Новый обод располагают соосно оси 2 и одевают на ось, опуская его в кольцевую проточку 7 ложемента. На замену изношенного сменного рабочего обода на новый требуются считанные се- кунаы., Йспопьзованив прецпагаемого ропнка на стане радвочасготврй сварки спирапь нсяиовных труб позволит снизить щюстоп стана nptiMepeo ва 1%.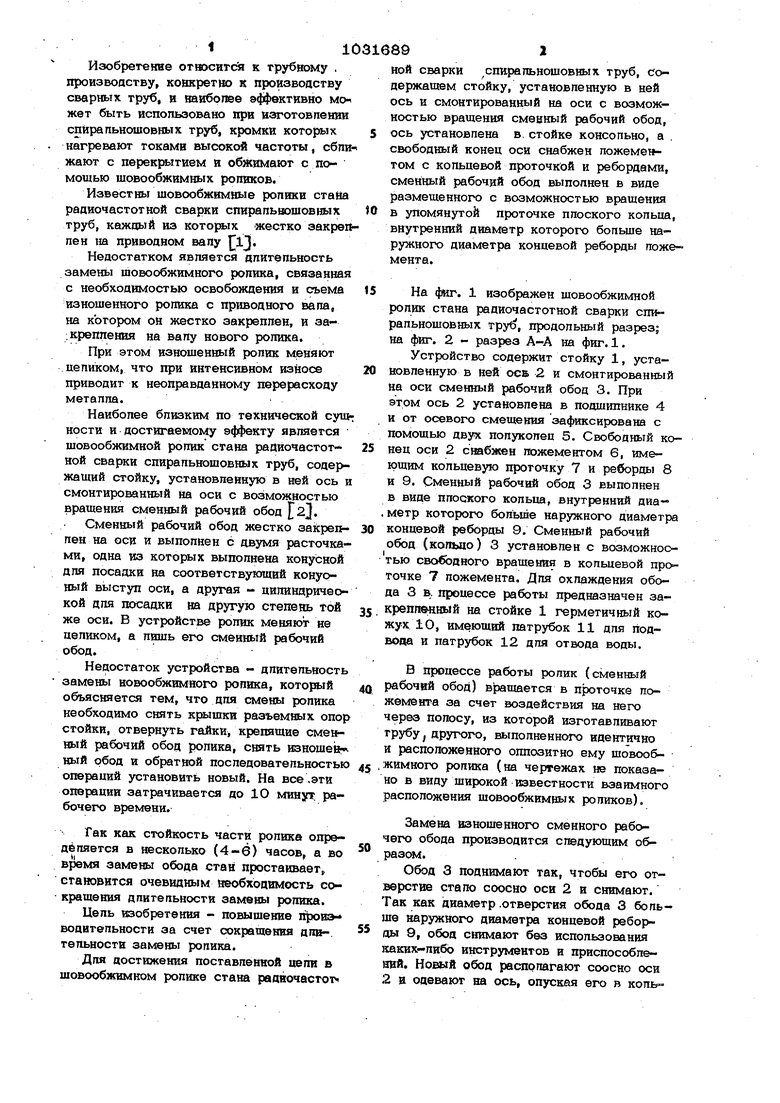

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спиральношовных труб | 1985 |
|
SU1310061A1 |
| Шовообжимной ролик | 1980 |
|
SU940889A1 |
| Наружный шовообжимной механизм | 1980 |
|
SU899300A1 |
| Шовообжимной ролик | 1978 |
|
SU770700A1 |
| Шовообжимное устройство | 1982 |
|
SU1091960A1 |
| Устройство для изготовления спирально-шовных труб | 1981 |
|
SU994072A1 |
| Устройство для непрерывной формовки спиральношовных труб | 1977 |
|
SU671896A1 |
| Шовообжимное устройство | 1978 |
|
SU774664A1 |
| Устройство для сборки трубных пучков теплообменных аппаратов | 1980 |
|
SU889222A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ СПИРАЛЬНОТПОВНЫХ ТРУБ СВАРКОЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 1970 |
|
SU278609A1 |
ШОВООЩИМНОЙ РОЛИК стана радиочастотной сварки спирапьношовных труб, содержащий стойку, установленную в ней ось и смонтированный на оси с возможностью вращения сменный рабочий обод, отличающийся тем, что, с цепью пош 1шения производитепыюстИ за счет сокращения времени на замену рабочего обода, ось установлена в стойке консольно, а свободш9:й коней оси снабжен пожементом с кольцевой проточкой и ребордами, сменный рабочий обод выполнен в виде установленного с Еюзможностыо вращения в упомянутой колы1евой проточнее плоского кольца, внут ренний диаметр которого больше наружного диаметра конпевой ложемента.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США N 3046382, кп | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ШОВООБЖИМАЮЩИЙ РОЛИК | 0 |
|
SU263551A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
