Предлагаемое устройство относится к области изготовления труб.
Известны устройства для изготовления спиральношовных труб сваркой токами высокой частоты, содержащие подающий механизм, формовочную втулку и наружный и внутренний шовообжимные ролики.
Недостатком является стационарная установка нижнего шовообжимного ролика, сложность его замены и регулировка по оси спирали.
Предлагаемое устройство отличается от известных тем, что щовообжимные ролики закреплены на штангах, смонтированных в рычагах, щарнирно установленных на станине подающего механизма.
Указанное отличие обеспечивает новыщение качества сваренной трубы за счет равномерного обжатия кромок, упрощение настройки и облегчение замены щовообжимных роликов.
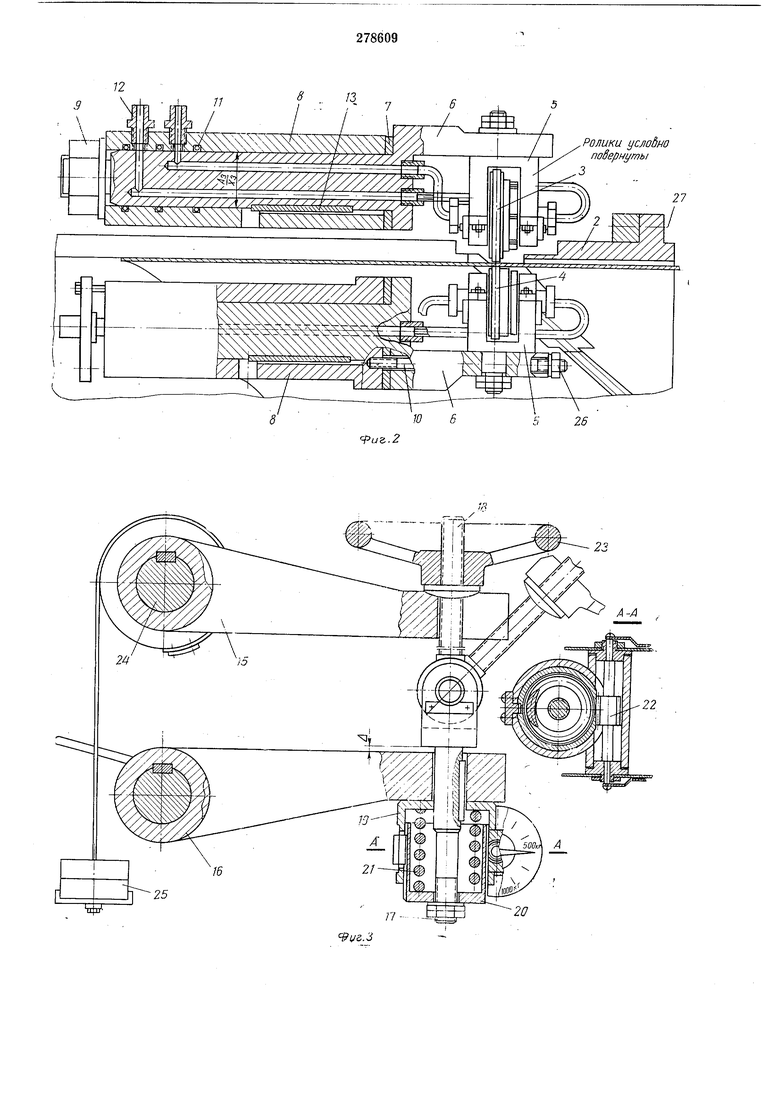
На фиг. 1 .изображено предлагаемое устройство, общий ВИД с частичным разрезом и вид в плане; на фиг. 2 - вид на узел крепления щовообжимных роликов, в разрезе; на
фиг. 3 - нажимной механизм с разрезом по л
JTi.
Устройство содержит станину подающей машины 1, формовочную втулку 2, щовообжимные ролики 3 и 4, соответственно наружный и внутренний.
Шовообжимные ролики установлены в корпусах 5, закрепленных на штангах 6 и сориентированных на них строго параллельно кромке, выходящей из подающего механизма ленты за счет прокладок 7.
Штанги 6 вставляют в расточки рычагов 8 и закрепляют: верхнюю - гайкой 9, а нижнюю - двумя шпильками 10. Внутри штанг выполнен подвод к роликам охлаждающей воды с быстроразборным подсоединением его при помощи уплотнительных колец 11 и щтуцеров 12.
Для избежания поворота штанга зафиксирована в рычаге шпонкой 13.
Сжатие роликов 3 и 4 обеспечивает нажимной механизм, вынесенный для удобства за пределы формовочного устройства 14.
Нажимной механизм состоит из рычагов 15 и 16, винтов 17 и 18, щарнирно соединенных
между собой, двух стаканов 19 и 20 с установленной в них пружиной 21, индикаторного механизма 22, показывающего усилие поджатия пружины, и нажимной гайки-маховика 23. Для того, чтобы исключить влияние веса
рычагов с шовообжимными роликами на формуемую трубу, на конце вала 24 верхнего рычага 15 установлен контргруз 25.
Изменение давления шовообжимных роликов производится врашением маховика 23,
Замена шовообжимных роликов производится в комплекте со штангой следующим образом.
Маховик 23 освобождают, выбирают зазор между торцом винта 17 и рычагом 16, усилие пружины замыкается между стаканами 19 и 20. Винт 18 отводят на шарнире, и рычаг 15 противовесом 24 отбрасывается в верхнее положение.
Гайку 9 и гайку 26 освобождают, а внутреннюю и наружную штанги вынимают из рычагов. На их место в обратном порядке ставят заранее подготовленные новые штанги с шовообжимными роликами.
Замена формовочной втулки 2 осуществляется при рассоединенных рычагах 15 и 16 вперед по ходу трубы при освобождении болтов 27.
Шарнирное крепление шовообжимных роликов к станине подающей машины обеспечивает:
1. Плавающую установку роликов в формовочном устройстве. Изменение положения внутреннего диаметра трубы, которое происходит при изменении толщины исходной ленты и износе формовочной втулки, а также износ рабочей поверхности самого шовообжимного ролика при такой конструкции не будут
приводить к изменению давления роликов на трубу и трубы на формовочное устройство.
2.Автоматическую установку шовообжимных роликов строго параллельно кромке по5 лосы при изменении угла формовки.
Так как изменение угла формовки производится поворотом подающей машины, то при креплении роликов к ее станине онн автоматически будут сохранять свое положение по 0 отношению к кромке ленты, выставленное при монтаже с большой точностью.
3.Сокращение до минимума расстояния от оси подающей машины до точки (точка схода кромок).
5т-т
Предмет изобретения
Устройство для изготовления спиральношовных труб сваркой токами высокой частоты, содержащее подающий механизм, формовочную втулку и наружный и внутренний шовообжимные ролики, отличающееся тем, что, с целью повышения качества сваренной трубы за счет равномерного обжатия кромок, упрощения настройки и облегчения замены шово5 обжимных роликов, последние закреплены на штангах, смонтированных в рычагах, шарнирно установленных на станине подающего механизма.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления спиральношовных труб | 1980 |
|
SU940890A1 |
| Наружный шовообжимной механизм | 1980 |
|
SU899300A1 |
| Шовообжимное устройство | 1978 |
|
SU774664A1 |
| Устройство для изготовления сварных спиральношовных труб | 1979 |
|
SU871872A2 |
| Устройство для изготовления спирально-шовных труб | 1981 |
|
SU994072A1 |
| Шовообжимное устройство | 1982 |
|
SU1091960A1 |
| Формовочное устройство для производства спиральношовных труб | 1980 |
|
SU880547A1 |
| Способ изготовления спиральношовных труб | 1979 |
|
SU772645A1 |
| СПОСОБ ПРОИЗВОДСТВА СПИРАЛЬНОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1973 |
|
SU385644A1 |
| Шовообжимной ролик | 1980 |
|
SU940889A1 |