(54) НАРУЖНЫЙ ШОВООБЖИМНОЙ МЕХАНИЗМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Шовообжимное устройство | 1978 |
|
SU774664A1 |
| Устройство для изготовления сварных спиральношовных труб | 1979 |
|
SU871872A2 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ СПИРАЛЬНОТПОВНЫХ ТРУБ СВАРКОЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 1970 |
|
SU278609A1 |
| Устройство для изготовления спирально-шовных труб | 1981 |
|
SU994072A1 |
| Шовообжимное устройство | 1982 |
|
SU1091960A1 |
| Формовочное устройство для производства спиральношовных труб | 1980 |
|
SU880547A1 |
| Шовообжимной ролик | 1982 |
|
SU1031689A1 |
| Шовообжимной ролик | 1980 |
|
SU940889A1 |
| Способ изготовления спиральношовных труб | 1979 |
|
SU772645A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СПИРАЛЬНОШОВНЫХ ТРУБ | 1973 |
|
SU397246A1 |
1
Изобретение относится к обработке давлением и сварки, а точнее к шовооб- жимающим устройствам при высокочастотной сварке труб и может быть использовано на станках для высокочастотной сварки тонкостенных слт ральношовных труб с соединением кромок внахлест.
Известна конструкция шовообжимного ролика, прецназначенная цля обжатия разогретых ТВЧ и наложенных внахлест кромок, в которой охлаждение ролика осуществляется за счет имульсии, подаваемой во внутрь ролика, а для замены быстроизнашивающихся деталей, требуется освободить крышки крепления подшипников, а затем вместе с подшипниками заменяется новым, заранее подготовленным 1 .
Однако замена шовообжимного ролика на стане связана с потерей рабочего времени (не менее 20 мин).
Наиболее близким по технической сущности к предлагаемому является механизм, содержащий подпружиненный консольный рычаг, в котором закреплена вилка с шовообжимным роликом.
При замене ролика отжимается пружина, откидьгоается рычаг, отпускается гайка крепления штанги и только после этого вынимается штанга вместе с шовообразным роликом 2 .
Недог-татком известной конструкции является то, что замена шовообжимных роликов занимает достаточно много вре10мени.
Цель изобретения - сокппщение вр-iмени на замену ролика, повышения его стойкости и улучшение качества сварки.
Поставленная цель достигается тем,
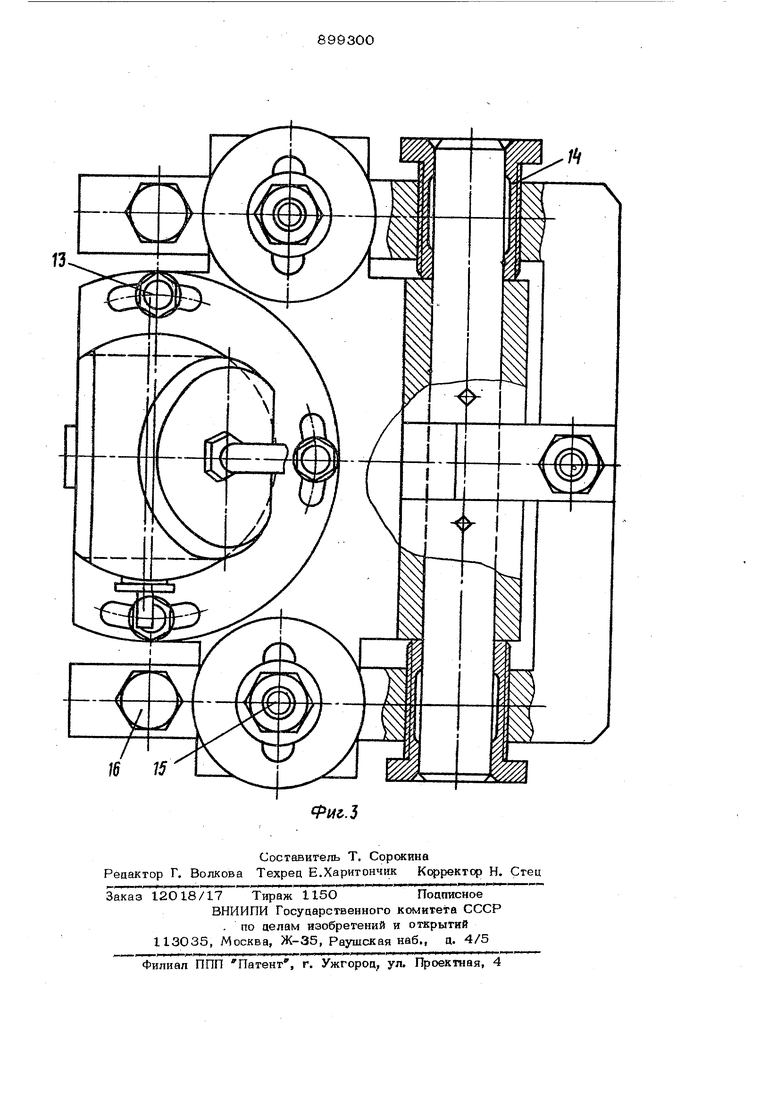
15 что наружный шовообжимной механизм стана высокочастотной сварки спиральношовных труб, содержащий подпружиненный консольный рычаг, в котором закреплена вилка с шовообжимным роликом,
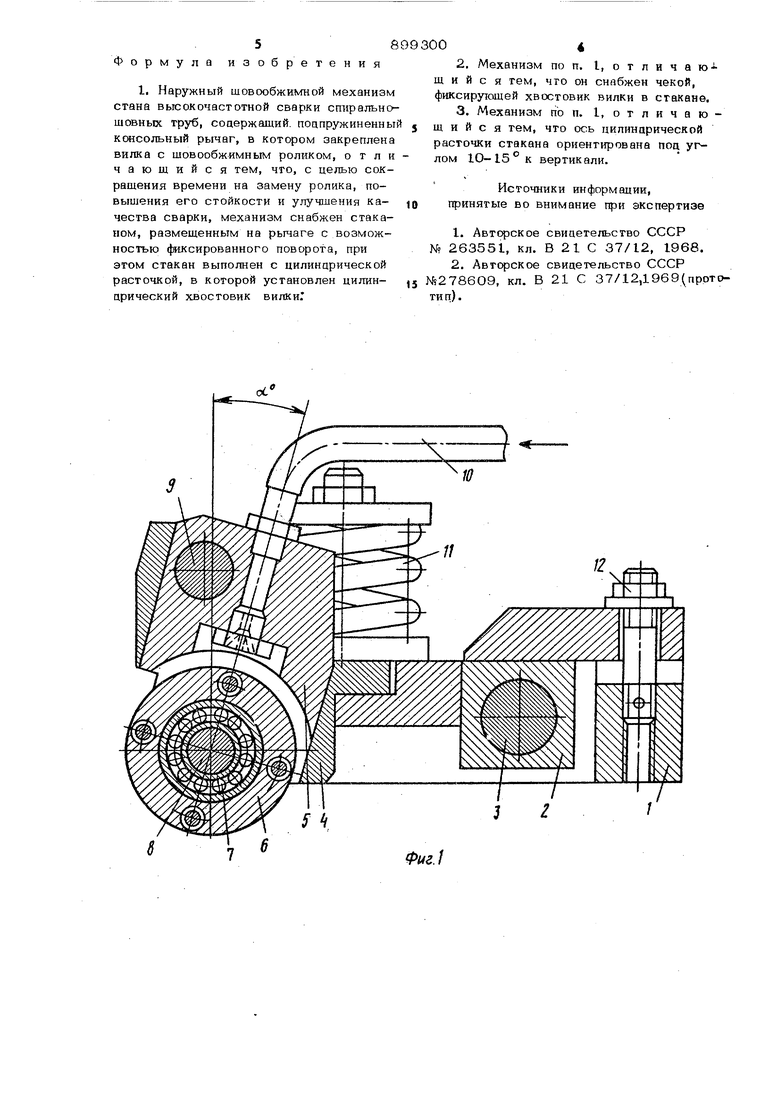
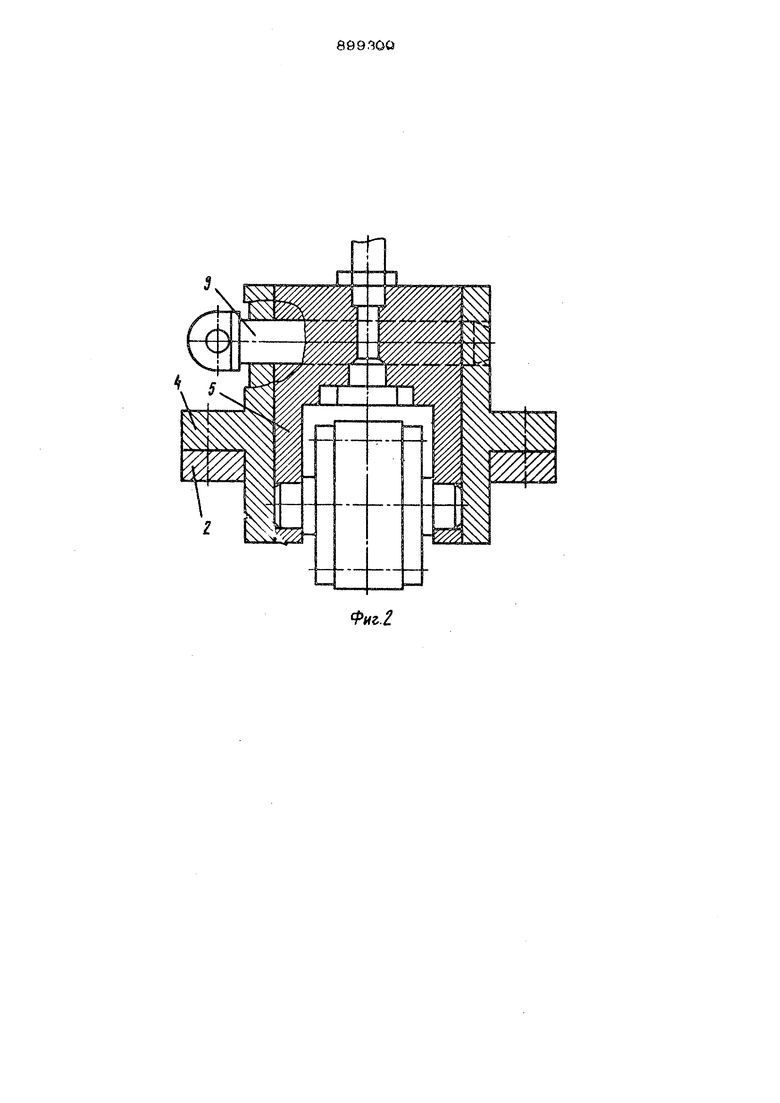
20 снабжен стаканом, размешенным в pbt чаге с возможностью (фиксированного поворота, при этом стакан выполнен с цилиндрической расточкой, в которой угтановлен цилинцрический хвсжтовик вилки. Кроме того, механизм снабжен чеко фиксирующей хвостовик виласи в стакане, а ось цилршарической расточки стакана ориентирована под углом lO-lS Такое конструктивное выполнение поз воляет обеспечить быструю замену на стане вилки вместе с подшипниками и обоймой и установку другой вилки с новыми или отремонтированными цеталями. Это достигается тем, что посадочные отверстия в поворотном стакане для вилки и чеки выполнены по свободной посад ке. Появляющиеся при этом зазоры выбираются за счет поджатия рабочей обой мы ролика к кромкам трубы при воздействии пружин сжатия на рычаг, в котором установлен поворотный стакан. На (}иг. 1 показан разрез поперек ос вращения шовообжимного ролт1Ка| на фиг. разрез вдоль оси стакана и вилки; на фиг. 3 - вид на шовообжимной механизм в плане. Наружный шовообжимной механизм состоит из корпуса 1, который крепится на формовочном устройстве, рычага 2 имеющего возможность поворачиваться на оси 3 относительно корпуса. На рычаге смонтирован стакан 4, поворачивающийся вокруг вертикальной оси для установки ролика по углу формовки. В стакане выполнена расточка, ось которой наклонена к вертикали под углом (Х 10 - 15°. В расточку вставляется цилиндрическая вилка 5, в Которой установлена сменная рабочая обойма 6 на подшипниках 7 и оси 8. Фиксация вилки в стакане осуществляется чекой 9. В випке выполнен канал, к которому подсоединен трубопровод 1О для подвода к рабочей обойме охлаждающей эмуль сии. Пружины 11 через рычаг 2 осуществляют поджатие рабочей обоймы ролика ко шву. В конструкции предусмотрена возмож ность быстрого отвода щовообжимного ролика от щва за счет вращения гайки 12 и поворота рычага 2 на небольшой угол. Предусмотрена также возможность ус тановКи ролика по угду формовки путем поворота стакана в рычаге в пределах , длины фасонных пазов 13, Втулки 14, в которых поворачивается ось с рычагом, имеют по наружному диаметру резьбу для регулировки положения ролика поперек шва. Крепление корпуса шсжообжимного меанизма к формовочному устройству осуествляется шпильками 15 и болтами 16. Механизм работает следующим образом. Корпус 1 устанавливается на формовочном устройстве так, чтобы ось вращения ролика 6 находилась на вертикали, проходящей через точку схождения кромок. Необходимое усилие обжатия кромок обеспечивается путем регулировки величины осадки пружин 11. Рабочая обойма 6 ролика охлаждается ,методом полива эмульсией, подаваемой 1под давлением через трубопровод Ю и центральный канал в вилке. Подшипники 7 смазываются и охлаждаются за счет попадающих во внутрь ролика брызг, образующихся при ударе эмульсии об обойму. По мере появления на рабочей поверхности обоймы 6 следов износа, рычаг 2 перемещается поперек шва с помощью втулок 14. После износа всей поверхности ролика осуществляется быстрая замена вилки 5 вместе со смонтированными в ней деталями 6, 7 и 8. Для этого вращением гайки 12 на несколько оборотов ролик отводится от шва, выталкивается чека 9, вилка вынимается из расточки и на ее месте устанавливается заранее подготовленная новая вилка, к которой присоединен резервный эмульсионный трубопровод. Расчетное время замены ролика составляет не более 5 мин. Расточка в стакане 4, выполненная под углом оС к вертикали, позволяет увеличить наружный диаметр рабочей обоймы ролика Д1 вместе с тем разместить контекты высокочастотной сварочной системы как можно , к точке схождения кромок. Это обеспечивает снижение потерь мощности генератора на нагрев, повышение скорости сварки и улучщения качества сварного щва. Таким образом, предложенная конструкция шовообжимного механизма по сравнению с лучщими образцами аналогичных устройств позволяет повысить стойкость рабочих быстроизнашивающихся деталей более чем в два раза, сократить время на их замену, снизить простои стана и обеспечить оптимальные условия нагрева и сварки кромок. Вследствие этого, становится возможным повысить производительность стана и качество выпускаемых труб. рмула изобретения I. Наружный шовообжимной механизм стана высокочастотной сварки спиральношовных труб, содержащий, подпружиненны консольный рычаг, в котором закреплена вилка с шовообжимньгм роликом, о г л и чающийся тем, что, с целью сокращения времени на замену ролика, повышения его стойкости и улучшения качества сварки, механизм снабжен стаканом, размещенным на рычаге с возможностью фиксированного поворота, при этом стакан выполнен с цилиндрической расточкой, в которой установлен цилиндрический хвостовик вилкиГ 8 04 2.Механизм по п. I, о т л и ч а и и с я тем, что он снабжен чекой, фиксирующей хвостовик вилки в стакане. 3.Механизм по п. 1, о т л и ч а ю Щ и и с я тем, что ось цилиндрической расточки стакана ориентирована под углом Ю-15° к вертикали. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 263551, кл. В 21 С 37/12, 1968. 2.Авторское свидетельство СССР 278609, кл. В 21 С 37/12,1969(протои п).
