110
Изобретение относится к машиностр енню, в частности к производству сварны,х труб, и может быть использовано на станах, изготавливающих спиральношовные трубы путем радиочастотной сварки кромок полосы, собранных внахлест.
Известны конструкции шовообжимных устройств стана спиральношовной сварки труб, содержащие два шовообжимных ролика, каждый из которых имеет ось вращения, которая укреплена в вилке, имеющей ось поворота, направленную по радиусу изготавливаемой трубы и предназначенную для установки ролика в соответствии с углом формовки.
Известные шовообжимные устройства предназначены для формирования сварного шва путем прокатки разогретых и расположенных внахлест кромок полосы между роликами, установленными под углом формовки к оси получаемой трубы ,
Недостатком известных конструк1дай шовооб;кимных устройств является сложность установки роликов по углу формовки, так как в процессе работы угол формовки часто меняется, например, из-за изменения ширины полосы или изготавливаемой трубы и происходит расстройка роликов по углу. Несовпадение угла формовки с углом установки ролика приводит к возникновению силы трения скольжения между рабочей поверхностью ролика и полосой,Эта сила трения скольжения направлена вдоль ocji ролика и вызывает ускоренньш износ рабочей поверхности роликаэ а также приводит к ухудшению качества сварного шва,.
Известна также конструкция шовооблсимного устройства стана спиральношовной сварки труб токами высокой частоты, содержащего установленные с возможностью поворота на корпусе две вилки с вращающимися шовообжимными роликами,
При установке ролика в соответствии с углом формовки корпус с вилко поворачивают так, чтобы плоскость вращения ролика располагалась параллельно кромке полосы, а затем корпус закрепляют тем самым фиксируя угол настройки ролика 2j .
Недостатком этой конструкции также является сложность установки ро2
лика по углу при сварке, так как в процессе работы угол, формовки часто; меняется и происходит расстройка ролика по углу. Это приводит к возникновению силы трения скольжения между полосой и рабочей поверхностью ролика, Эта сила направлена вдоль оси ролика, что вызывает дополнитатьный износ рабочей поверхности ролика и ухудшение качества шва.
Цель изобретения - улучшение качества сварного шва и увеличение срока службы щовообжимного ролика за счет более точной установки ролика по углу формовки в процессе работы.
Указанная цель достигается тем, что в шовообжимном устройстве стана спирапьнощовной сварки труб токами высокой частоты, содержащем установленные с (розможностью поворота на корпусе две вилки с вращаюЕцимнся шовообжнмными роликами, ось вращения каждого шовообжимающего ролика установлена со смещением относительно оси поворота вилки.
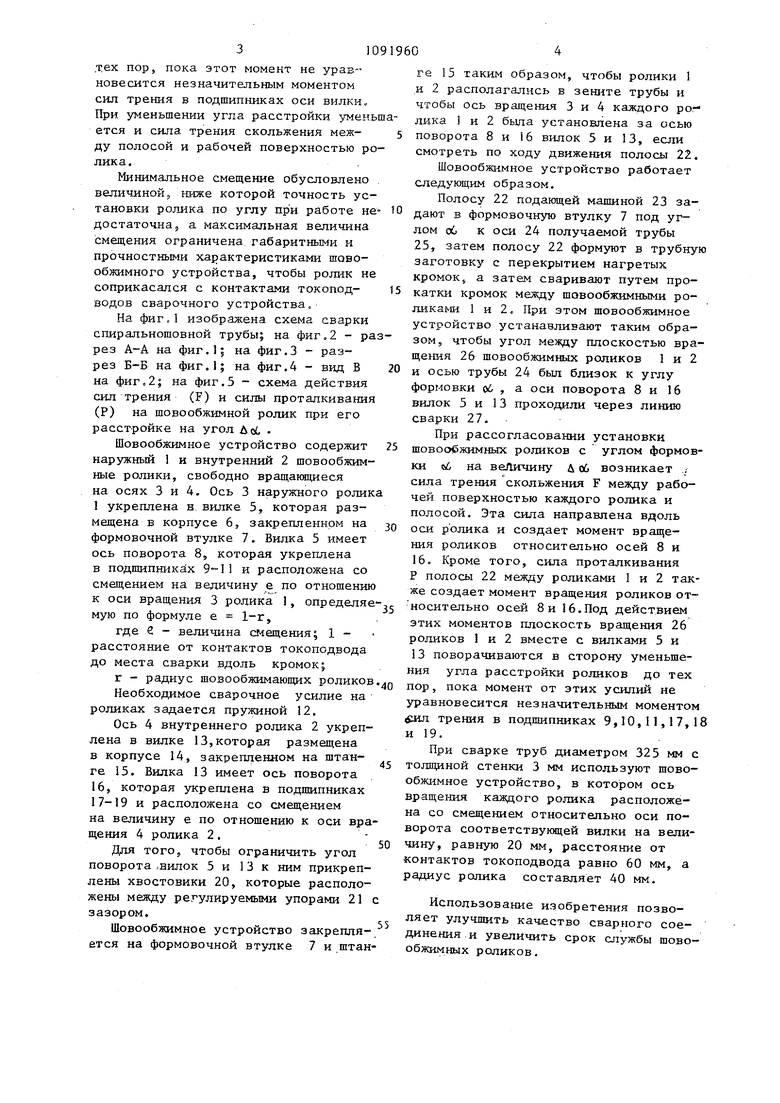
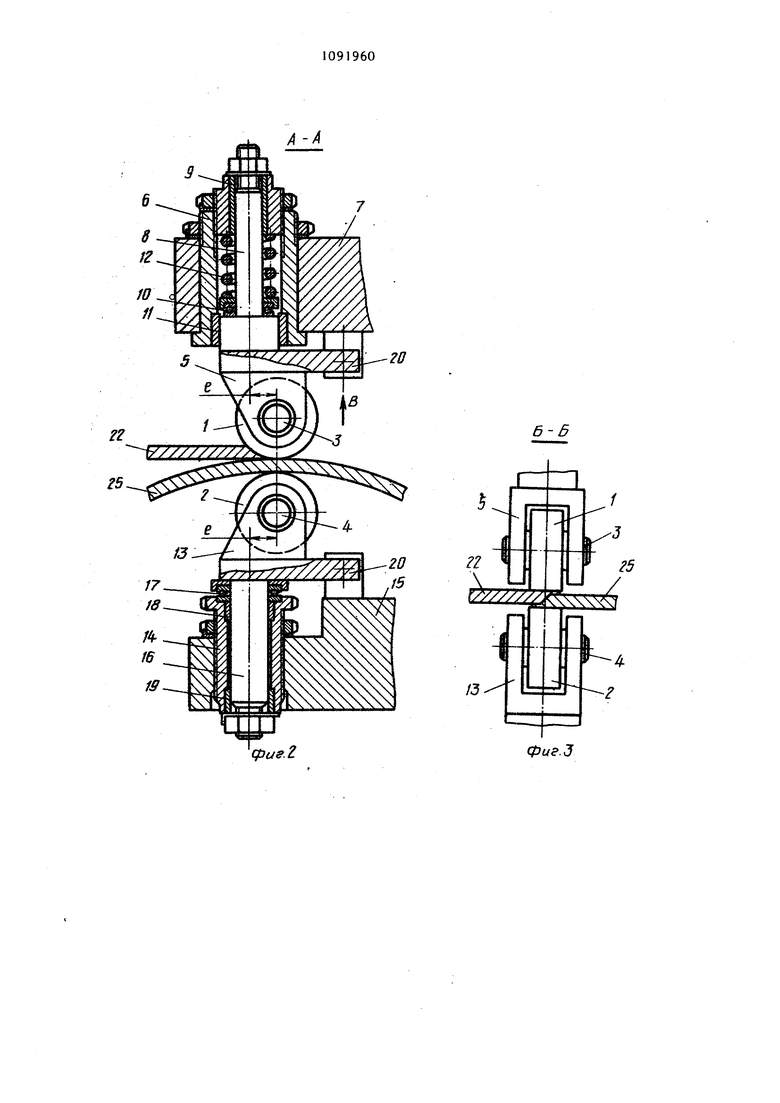
Такое конструктивное выполнение шовообжимного .устройства позволяет добиться менее интенсивного износа рабочей поверхности ролика, а таклсе улучшить качества сварного шва за счет более точной установки ролика по углу. Это обеспечивается за счет того, что при неточной установке ролика по углу возникает момент вращения: ролика относительно оси поворота вилки. Этот момент образуется от силы трения скольжения, возникающей между полосой и рабо чей поверхностью ролика и направленной вдоль оси ролика, и от силы, возникающей между полосой и рабочей поверхностью ролика при проталкивании полосы между роликами и направленно вдоль направления движения полосы. Величина момента вращения возрастает с увеличением этих усилий, а также возрастает при увеличении смещения оси поворота ви.пки по отношению к оси вращения .пика и при увеличении угла между .направлением скорости вращения рабочей поверхности ролика и направлением движения полосы в зон ее контакта с роликом, т.е. при увеличении угла расстройки ролика. Под действием этого момента плоскость врщения ролика поворачивается вместе с вилкой вокруг ее оси в сторону уменьшения угла расстройки ролика до .тех пор, пока этот момент не уравновесится незначительным моментом сил трения в подшипниках оси вилки. При. уменьшении угла расстройки умень ется и сила трения скольжения между полосой и рабочей поверхностью ро лика. Минимальное смещение обусловлено величиной, ниже которой точность установки ролика по углу при работе не достаточна а максимальная величина смещения ограничена габаритными и прочностными характеристиками шовообжимного устройства, чтобы ролик не соприкасался с контактами токоподводов сварочного устройства, На фиг.1 изображена схема сварки спиральношовной трубы; на фиг,2 - ра рез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг,1; на фиг.4 - вид В на фиг.2| на фиг.З - схема действия сил трения (F) и силы проталкивания (Р) на шовообжимной ролик при его расстройке на угол Aot Шовообжимное устройство содержит наружный 1 и внутренний 2 шовообжимные ролики, свободно вращакнциеся на осях 3 и 4, Ось 3 наружного ролик укреплена в вилке 5, которая размещена в корпусе 6, закрепленном на формовочной втулке 7. Вилка 5 имеет ось поворота 8, которая укреплена в подшипниках 9-1i и расположена со смещением на величину е по отношению К оси вращения 3 ролика 1, определя мую по формуле е 1-г, где 2 - величина смещения; 1 расстояние от контактов токоподвода до места сварки вдоль кромок; г - радиус шовообжимающих ролико Необходимое сварочное усилие на роликах задается пружиной 12. Ось 4 внутреннего ролика 2 укреп лена в вилке 13,которая размещена в корпусе 14, закрепленном на штанге 15. Вилка 13 имеет ось поворота 16, которая укреплена в подшипниках 17-19 и расположена со смещением на величину е по отношению к оси вр щения 4 ролика 2. Для того, чтобы ограничить угол поворота ,вилок 5 и 13 к ним прикреп лены хвостовики 20, которые располо жены между регулируемыми упорами 21 зазором. Шовообжимное устройство закрепля ется на формовочной втулке 7 и шта ге 15 таким образом, чтобы ролики 1 и 2 располагались в зените трубы и чтобы ось вращения 3 и 4 каждого рог лика 1 и 2 была установлена за осью поворота 8 и 16 вилок 5 и 13, если смотреть по ходу движения полосы 22. Шовообжимное устройство работает следующим образом. Полосу 22 подающей машиной 23 задают в формовочную втулку 7 под углом об к оси 24 получаемой трубы 25, затем полосу 22 формуют в трубную заготовку с перекрытием нагретых кромок, а затем сваривают путем прокатки кромок между шовообжимными роликa и 1 и 2« При этом Шовообжимное устройство устанавливают таким образом, чтобы угол между плоскостью вращения 26 шовообжимных роликов I и 2 и осью трубы 24 был близок к углу формовки об , а оси поворота 8 и 16 вилок 5 и 13 проходили через линию сварки 27. При рассогласовании установки ШОВ000ЖИМНЫХ роликов с углом формовки й6 на величину Д об возникает ./ сила трения скольжения F между рабочей поверхностью каждого ролика и полосой. Эта сила направлена вдоль оси ролика и создает момент вращения роликов относительно осей 8 и 16. Кроме того, сила проталкивания Р полосы 22 между роликами 1 и 2 также создает момент вращения роликов относительно осей 8 и 16.Под действием этих моментов плоскость вращения 26 роликов 1 и 2 вместе с вилками 5 и 53 поворачиваются в сторону уменьшения угла расстройки роликов до тех пока момент от этих усилий не уравновесится незначительным моментом КЛ трения в подшипниках 9,10,11,17,18 и 19. При сварке труб диаметром 325 мм с толщиной стенки 3 мм используют шово- обжимное устройство, в котором ось вращения каяадого ролика расположена со смещением относительно оси поворота соответствукщей вилки на величину, равную 20 мм, расстояние от контактов токоподвода равно 60 мм, а радиус ролика составляет 40 мм. Использование изобретения позволяет улучшить качество сварного соединения, и увеличить срок службы шовообжимных роликов.
А-А
16
19
(puffZ
6-5
$
/3
фиг.З
№
| название | год | авторы | номер документа |
|---|---|---|---|
| Наружный шовообжимной механизм | 1980 |
|
SU899300A1 |
| Способ изготовления спиральношовных труб | 1985 |
|
SU1310061A1 |
| Устройство для изготовления сварных спиральношовных труб | 1979 |
|
SU871872A2 |
| Способ изготовления спиральношовных труб большого диаметра | 1981 |
|
SU1069899A1 |
| Способ изготовления спиральношовных труб | 1985 |
|
SU1303208A1 |
| Шовообжимное устройство | 1978 |
|
SU774664A1 |
| Способ изготовления спиральношовных труб | 1983 |
|
SU1146115A1 |
| Устройство для изготовления сварных спиральношовных труб | 1977 |
|
SU700224A1 |
| Устройство для изготовления спиральношовных труб | 1980 |
|
SU940890A1 |
| Способ изготовления спиральношовных труб | 1979 |
|
SU772645A1 |
ШОЮОБШМНОЕ УСТРОЙСТВО стана спиральношовной сварки труб токами высокой частоты, содержащее установленные с возможностью поворота на корпусе две вилки с вращающимися шовообжимными роликами, отличающееся тем, что, с целью улучшения качества сварного шва и увеличения долговечности роликов за счет более точной установки ролика по углу формовки в процессе сварки, ось вращения каждого шовообжимиОго ролика установлена со смещением относительно оси поворота вилки. (Л :о :о 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ СПИРАЛЬНОТПОВНЫХ ТРУБ СВАРКОЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 0 |
|
SU278609A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| fpue.l | |||
