перпендикулярно основанию и оснаще на приводами б и 11 их соосного перемещения вдоль основания. Часть 10 матрицы дополнительно снабжена приводом ее поворота. Восстанавливаемая крестовина 28 фиксируется между двух частей 8 и 10 разъемной матрицы путем их сближения Рабочие дорны 19 и 23 входят в соосные полые цапфы, раздают их по диаметру и выходят из полых цапф. Затем происходит поворот крестовины 28 на 90, Очередные полые цапфы крестовины 28 подготавливаются под раздачу их по наружному диаметру. После этого крестовина 28 вновь зажимается между двух частей 8 и 10 разъемной матрицы. Рабочие дорны 19 и 23 раздают их по диаметру. Восстановленная крестовина 28 освобождается, и цикл повторяется при сокращении межоперацн- онного времени. 2 з.п. ф-лы, 6 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для восстановления цилиндрических деталей раздачи | 1984 |
|
SU1186333A1 |
| Устройство для восстановления деталей типа крестовин карданного шарнира | 1981 |
|
SU1031710A1 |
| Устройство для восстановления деталей типа крестовин карданного шарнира | 1982 |
|
SU1013186A1 |
| Устройство для восстановления деталей | 1990 |
|
SU1742018A1 |
| Автомат для сборки деталей типа вал-втулка | 1974 |
|
SU506488A1 |
| Устройство для восстановления деталей типа крестовин карданного шарнира | 1989 |
|
SU1652041A1 |
| Способ восстановления пустотелых деталей раздачей | 1988 |
|
SU1593874A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ВНУТРЕННИХ И НАРУЖНЫХ ПОВЕРХНОСТЕЙ ПУСТОТЕЛЫХ И ДРУГИХ ДЕТАЛЕЙ | 1998 |
|
RU2139177C1 |
| Устройство для восстановления деталей типа крестовины карданного шарнира | 1980 |
|
SU927478A1 |
| Автомат для сборки кулачковых валов | 1989 |
|
SU1727974A1 |
Изобретение относится к механической обработке металлов давлением Б-Б Л а именно к конструкции устройства для изготовления полых деталей методом раздачи их по диаметру, и может быть использовано при восстановлении изношенных по наружному диаметру полых цапф крестовин карданно - го шарнира автомобилей и сельхозмашин. Цель - повьшение производительности. Устройство содержит смонтированные на основании разъемную матрицу, состоящую из двух частей 8 и 10 для фиксации крестовины 28, и узел раздачи полых цапф крестовин 28 по диаметру с расположенными соосно и перпендикулярно основанию рабо- Дорнами 19 и 23, снабженными приводами их осевой подачи. Плос- кость разъема матрицы расположена с (О мй О5 ел ел 4 
t
Изобретение относится к механической обработке металлов давлением, а именно к конструкции устройства для изготовления полых деталей методов раздачи их по диаметру, и может быть использовано при восстановлении изношенных по наружному диаметру полых цапф крестовин карданного шарнира автомобилей и сельхозмашин.
Целью изобретения является повышение производительности при восстановлении изношенных по наружному диаметру полых-цапф крестовин карданного шарнира путем раздачи их по диаметру.
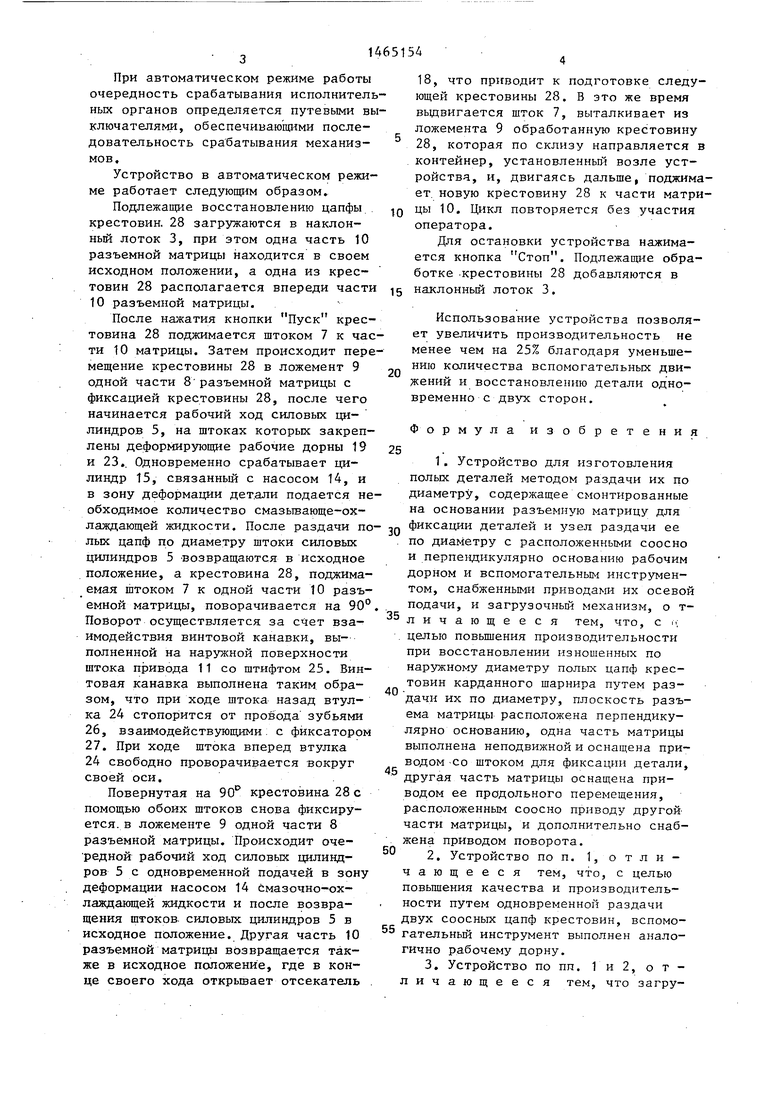
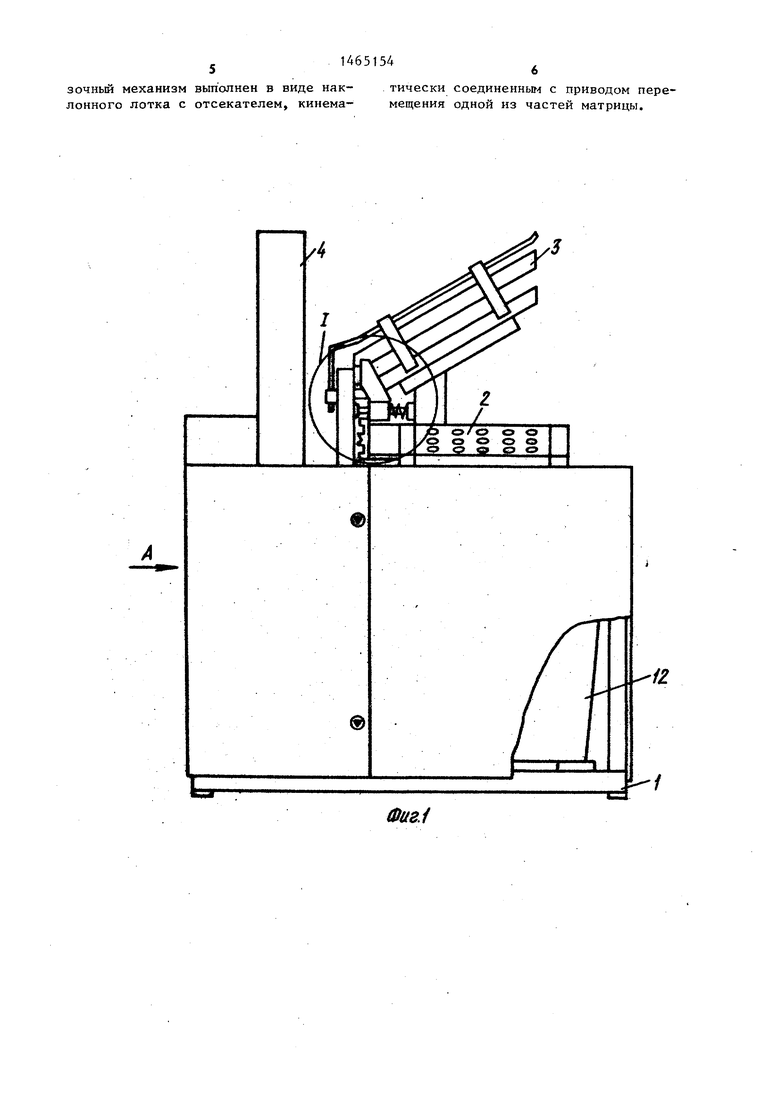
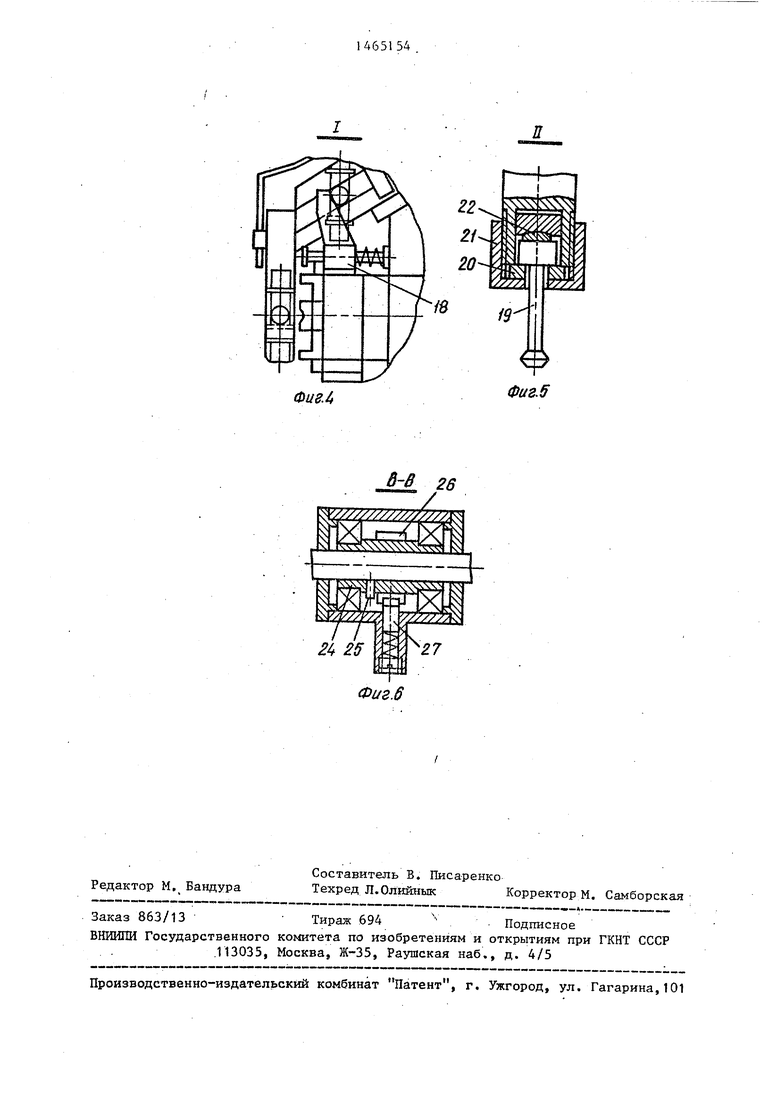
На фиг. 1 показано устройство, общий вид; на фиг. 2 - вид А на фиг. 1 на фиг, 3 - сечение Б-Б на. фиг. 2; на фиг.4 - уз ел I на фиг. 1; на фиг. 5 - узел II фиг.З; на фиг.6 - сечение В-В на фиг. 3.
Предлагаемое устройство содержит основание 1, на котором смонтированы пульт 2 управления,.наклонньй лоток 3, корпус 4, в котором смонтированы приводы, вьшолненные в виде двух силовых цилиндров 5, привод б со штоком 7, одна часть 8 разъемной матрицы с ложементом 9. Другая часть 10 разъемной матрицы и соединенный с ней шток привода 11 соосны со штоком На основании t размещены гидростанция 12, служащая для создания рабочего давления в силовых цилиндрах и приводах, гидропанель 13, на которой размещены гидрораспределители, плунжерный насос 14 для подачи сма- зочно-охлаждающей жидкости в рабочую зону, цилиндр 15, сообщающий
0
5
30 35 40
0
плунжеру насоса возвратно-поступательное движение , б.ак 16, в который происходит слив смазочно-охлаждающей жидкости из рабочей зоны, забор ее насосом, а также электрошкаф 17.
Наклонный лоток 3, предназначенный для загрузки восстанавливаемых крестовин, снабжен подпружиненным отсекателем 18, кинематически соединенным с приводом 11 и срабатывающим при обратном движении его штока.
Деформирующий рабочий дорн 19 закреплен на штоке силового цилиндра 5 посредством разрезной шайбы 20, накидной гайки 21 и сухаря 22. Вспо- могательньй инструмент 23 выполнен аналогично рабочему Дорну 19. Благодаря зазорам в соединениях рабочих .дорнов 19 и 23 со штоками силовых цилиндров 5 обеспечивается компенса- щгя несоосности дорнов 19 и 23 и полых цапф крестовин. Привод поворота одной из частей 10 разъемной матрицы содержит втулку 24 с закрепленным в ней штифтом 25. На наружной поверхности втулки вьшолнены зубья 26., которые зацепляются с фиксатором . 27. Шток привода 11 проходит через отверстие во втулке 24, а штифт 25 входит в винтовой паз, выполненный на наружной поверхности штока.
Все органы управления устройством находятся на пульте 2 управления.
При ручном режиме работы нажатием соответствующих кнопок обеспечивается раздельное срабатывание силовых цилиндров 5 и приводов б, 11 и цилиндра 15,
При автоматическом режиме работы очередность срабатывания исполнителных органов определяется путевыми включателями, обеспечивающими последовательность срабатывания механиз- мов.
Устройство в автоматическом режиме работает следующим образом.
Подлежащие восстановлению цапфы крестовин, 28 загружаются в наклон- ньй лоток 3, при этом одна часть 10 разъемной матрицы находится в своем исходном положении, а одна из крестовин 28 располагается впереди части 10 разъемной матрицы.
После нажатия кнопки Пуск крестовина 28 поджимается штоком 7 к части 10 матрицы. Затем происходит перемещение крестовины 28 в ложемент 9 одной части 8 разъемной матрицы с фиксацией крестовины 28, после чего начинается рабочий ход силовых цилиндров 5, на щтоках которых закреплены деформирующие рабочие дорны 19 и 23.. Одновременно срабатывает цилиндр 15, связанный с насосом 14, и в зону деформации детали подается необходимое количество смазывающе-ох- лаждающей жидкости. После раздачи по лых цапф по диаметру штоки силовых цилиндров 5 -возвращаются в исходное положение, а крестовина 28, поджима- емая штоком 7 к одной части 10 разъемной матрицы, поворачивается на 90° Пойорот осуществляется за счет взаимодействия винтовой канавки, выполненной на наружной поверхности штока привода 11 со штифтом 25. Вин
товая канавка выполнена таким образом, что при ходе штока назад втулка 24 стопорится от провода зубьями
26,взаимодействующими: с фиксатором
Повернутая на 90 крестовина 28 с помощью обоих штоков снова фиксируется, в ложементе 9 одной части 8 разъемной матрицы. Происходит очередной рабочий ход силовых цилиндров 5 с одновременной подачей в зону деформации насосом 14 смазочно-ох- лаждающей жидкости и после возвращения штоков силовых цилиндров 5 в исходное П1эложение. Другая часть 10 разъемной матрицы возвращается также в исходное положение, где в конце своего хода открьшает отсекатель
18, что приводит к подготовке следующей крестовины 28. В это же время выдвигается шток 7, выталкивает из ложемента 9 обработанную крестовину 28, которая по склизу направляется в контейнер, установленный возле устройства, и, двигаясь дальше, поджимает, новую крестовину 28 к части матрицы 10. Цикл повторяется без участия оператора.
Для остановки устройства нажимается кнопка Стоп. Подлежащие обработке -крестовины 28 добавляются в наклонный лоток 3,
Использование устройства позволяет увеличить производительность не менее чем на 25% благодаря уменьшению количества вспомогательных движений и восстановлению детали одновременно с двух сторон.
Формула изобретения
jn 25 jg
35
40
45
0
5
,1465154
Ао
зочный механизм выполнен в виде как- тически соединенным с приводом пере- лонного лотка с отсекателем, кинема- мещения одной из частей матрицы.
Фиг.1
Фи82
Фи8.
Фиг.6
| Налов Н.А | |||
| Технология холодной штамповки | |||
| М.г Оборонгиз, 1958 с | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ ОСАДКИ ВАЛОВ ПАРОВЫХ ТУРБИН | 1917 |
|
SU283A1 |
