мый гидроцилиндром 10, шток которого связан с призмой 11 посредством скалки 12.
Управление циклом работы механизма зажима 9 осуществляется контактным устройством, включающим лепестки 13 и 14, закрепленные на скалке 15, жестко связанной со скалкой 12 призмы 11, и конечные переключатели 16 и Г/, закрепленные посредством кронштейна, 18 на шпиндельной бабке 4.
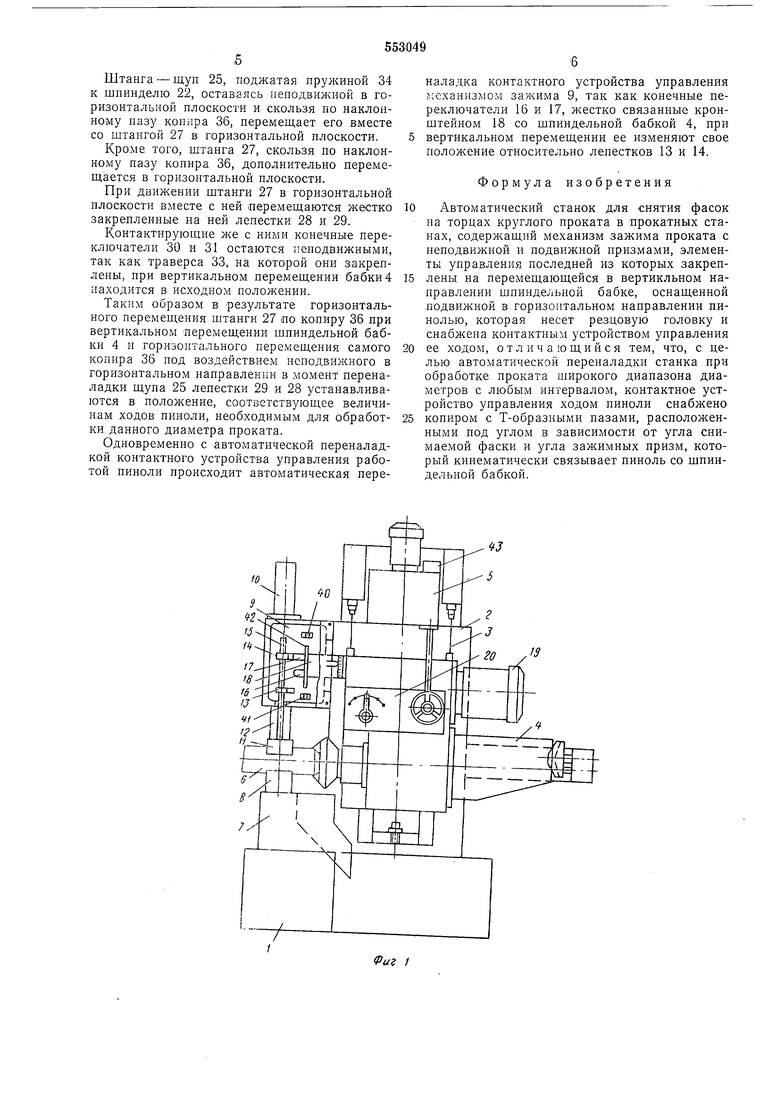
Шпиндельная бабка 4 содерл ит привод главного движения 19 с механизмом переключения скоростей 20, пиноль 21 со шпинделем 22 и резцовой головкой 23.
Для сообщения пиноли 21 движения подачи служит гидроцилиндр 24.
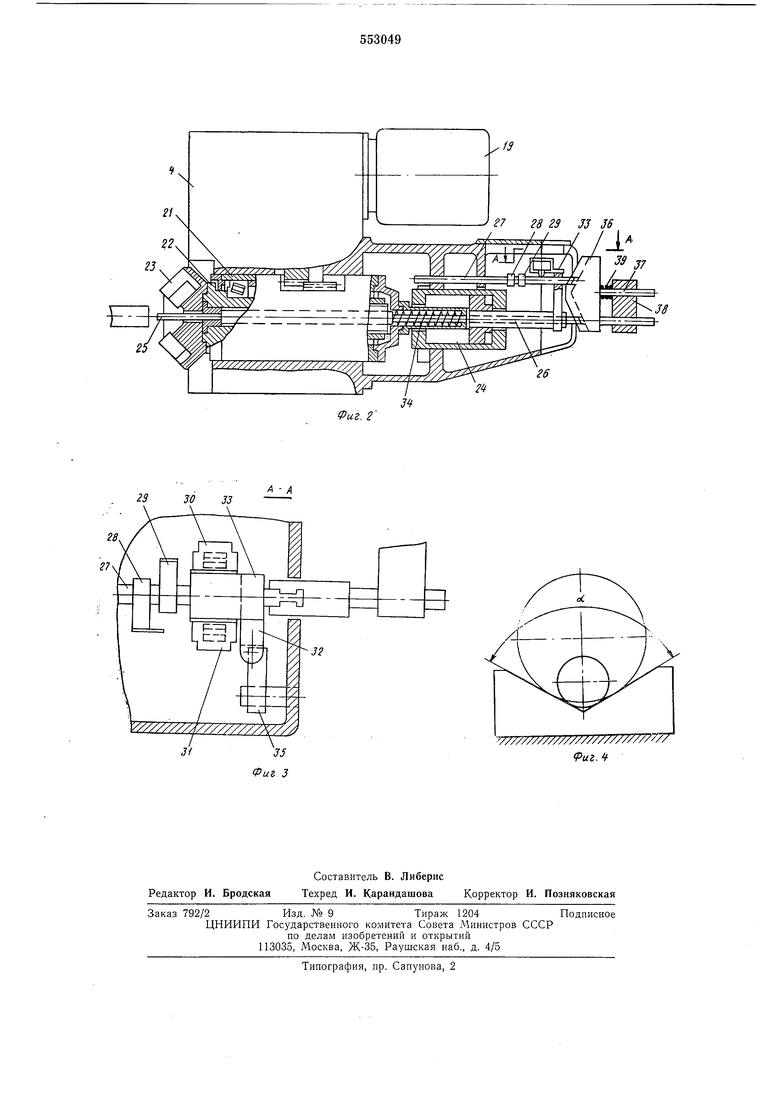
Управление циклом работы пиноли производится контактным устройством, содержащим штангу-щуп 25, проходящий через -полый шток 26 цилиндра 24 и полый шпиндель 22 ииноли 21, штангу 27 с лепестками 28 и 29 и конечные /переключатели 30, 31 и 32, закрепленные на траверсе 33, жестко связанной с полым штоком 26. Штанги 25 и 27 снабжены скошенными Т-образными головками. Штанга 27 направляется в расточках корпуса шпиндельной бабки 4.
Пружина 34 служит для поджима щупа 25 к шпинделю 22.
Лепесток 35.жестко закреплен на шпиндельной бабке 4 и взаимодействует с конечным переключателем 32 в исходном положении пиноли 21.
Для переналадки контактного устройства управления циклом работы пиноли имеется механизм автоматической переналадки, содержащий копир 36 с Т-образными расположенными под углом пазами и двумя скалками 37, направляемыми расточками в кронштейне 38, жестко закрепленном на стойке 2.
Угол наклона Т-образного паза определяют из зависимости
sln,где р - угол наклона Т-образного паза конира;Ф - угол наклона обрабатываемой фаски
к оси проката (шпинделя); а - угол призматической выемки неподвижной призмы. .
Пружина 39 постоянно поджимает копир 36 к штанге - щупу 25.
Крайние верхнее и нижнее положения шпиндельной бабки 4 контролируются конечными переключателями 40 и 41, закрепленными на механизме зажима 9, и лепестком 42, закрепленным на кронштейне 18 шпиндельной бабки 4.
В редуктор 5 встроен круговой контактный преобразователь 43, служащий для автоматического управления движением щпиндельной бабки 4 по вертикали при переналадке станка на обработку другого диаметра проката. Станок работает следующим образом.
Захватами транснортНого устройства прокатного стаиа обрабатываемый конец проката укладывается в призму 8. Подается команда на включение станка. Пиноль в это время находится в исходном положении.
Связанная посредством скалки 12 со штоком гидроцилиндра 10 призма И механизма зажима 9, двигаясь вниз, зажимает прокат.
При этом лепесток 14 входит в конечный переключатель 17 и дает команду на включение привода главного движения 19 и гидроцилиндра 24 подачи пиноли 21--осуществляется быстрый подвод пиноли к торцу проката.
Вместе с пинолью 21 перемещаются щпиндель 22, резцовая головка 23 и щуп 25.
Перемещаясь, штанга - щуп 25 посредством Т-образного соединения с кониром 36, перемещает его и штангу 27 с лепестками 28 и 29 в направлепии движепия ниноли 21. Штанга - щуп 25 при упоре в торец проката 6 останавливается. Вместе с ней останавливаются копир 36 и штанга 27 с лепестками 28 и 29.
Продолжающая двигаться пиноль 21 перемещает траверсу 33 с конечными переключателями 30 и 31.
Когда конечный переключатель 30 входит в контакт с лепестком 29, дается команда на рабочую подачу. Начинается обработка проката.
В конце рабочего хода конечный переключатель 31 войдет в контакт с лепестком 28, поступает команда на быстрый отвод пиноли 21 в исходное положение, в котором закрепленный на траверсе 33 конечный переключатель 32 вступает в контакт с лепестком 35 (фиг. 3) н дает команду на отвод нризмы 11 механизма зажима 9 в исходное положение. Вместе с призмой И перемещается скалка 15 с лепестками 13 и 14. Лепесток 13 входит в контакт с конечным переключателем 16 - подается команда на останов призмы 11 механизма зажима 9 и включение механизма перемещения захватов шлеппера транспортного устройства прокатного стана.
Цикл работы станка повторяется.
При переходе на обработку другого диаметра проката с центрального поста управления прокатным станом подается команда на включение круглого контактного преобразователя 43, который дает импульс на включение электродвигателя редуктора 5, следит за перемещением шпиндельной бабки 4 и останавливает ее в положение, соответствующее совпадению осей резцовой головки 23 и заданного диаметра проката.
Во время движения шпиндельной бабки 4 по направляющим колонны 2 штанги 25 и 27, двигаясь вместе с бабкой 4, скользят своими Тобразными головками по пазу неподвижного в вертикальной плоскости колира 36.
При этом происходит автоматическая переналадка контактного устройства управления работой пиноли, заключающаяся в следующем. Штанга- щуп 25, поджатая пружиной 34 к шпинделю 22, оставаясь неподвижной в гопизонтальной плоскости и скользя по наклоаSoMy пазу копира 36, перемеща ет его вместе со штангой 27 в горизонтальной плоскости. Кроме того, штанга 27, скользя по наклонному пазу копира 36, дополнительно перемещается в горизонтальной плоскости. При движении штанги 27 в горизонтальной плоскости вместе с ней перемещаются жестко 10 закрепленные на ней лепестки 2Ь и 2У. Контактирующие же с ними конечные переключатели 30 и 31 остаются неподвижными, ключачелн ои п -;- ак как траверса 33, на которой они закрептак как траверса 33, на которой они закреплены, при вертикальном перемещении бабки 4 15 ,„„,„„, ГТОПОЛДАТ1ТРНИИ ПаОКИ Ч находится в исходном положении. Таким образом в результате горизонтального перемещения щтанги 27 по колиру 36 при вертикальном перемещении шпиндельной бабВерТИК.а«иэпиш in.p,...x,v----- ..„,,,чт.,, on ки 4 и горизонтального перемещения самого20 , „„ „, ,i,.. попрмргнрния самого копира 36 под воздействием неподвижного в горизонтальном направлении в момент переналадки щупа 25 лепестки 29 и 28 устанавливаются в положение, соответствующее величинам ходов пиноли, необходимым для обработ-2 ки данного диаметра проката. Одновременно с автоматической переналадкой контактного устройства управления работой пиноли происходит автоматическая переfo5
3
Фиг ri ;S ртикальном перемещении ее изменяют свое оложение относительно лепестков 13 и 14. Формула изобретения Автоматический станок для снятия фасок иа торцах круглого проката в прокатных станах содержащий механизм зажима проката с н подви ной и подвижной призмами элем H. vпnявлeния последней из которых ddtt.pci /Р/ еремещающейся в вертикльном на; .f Рпиндельной бабке, оснащенной мвижной в горизонтальном направлении пиГьТкоторая н ;еГрвз.у„ головку и торая несет резцовую головку i бгенТкоитактным устройство управлеийя нолыо, которая ../„„.„„,, „ппявлени; снаиженса jvuniuiv-J - i трм что с це,,, „ -1 ir, itT И И Г Я тем. что, t- цс рр xnrrOM отличающийся 1сМ, 41U, ,° ической переналадки станка при .д,,™ про широкого диапазона диа;,Р°ве любым интервалом, контактное ..Гавлеиия пиноли снабжено Т-образными пазами, расположен« зависимости от угла сии ЛГмой Ласки и угла зажимных призм, кото ГкТнематически связывает пиноль со щпин абкой. дельной оаоко г7 28 23 33 36 -/ Ш -38
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Металлорежущий станок | 1985 |
|
SU1278108A1 |
| Автоматическая линия для обработки концов длинномерных деталей | 1985 |
|
SU1337236A1 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| Автоматический станок для подрезки торцов и снятия фасок | 1982 |
|
SU1034843A1 |
| Автоматический станок для подрезки торцов и снятия фасок | 1985 |
|
SU1355359A2 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Станок для накатывания резьб на пустотелых заготовках | 1986 |
|
SU1470408A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
А -А
77Г
//////////////////// .
