Изобретение относится к автоматике и вычислительной техничке и может быть использовано в устройствах числового программного Злравления для токарных .ставков.
Известно устройство для програм миого управления станками, состоящее из интерполятора, блоков сотряжания, привода, датчиков об,ратной связи, дешифраторов, счетчиков и блоков инди1кации 1.
Недостатком указа.н«ого устройства является отсутствие канала .резьбонарезания, что снижает технологические возможности при применении их для токарных станков.
Наиболее близким техническим решением к изобретению является устройство для -проrpaMiMiHoro управления станка1ми, содержащее последовательно соединеиные датчик резьбона1резания, |б.ток сопряжения, интерполятор и привод, а также последовательно соединеиные счетчиК, дешифратор и блок иидикации 2.
Ймлульсы от датчика резьболареза-ния, пройдя бло1К сопряжения, управляют работой интерполятора, .который в зависимости от заданной 1програм:мы (выдает определенное число импульсов за один оборот датчика резьбонарезания на привод.
Однако отсутствие контроля погрещностей работы каяала резьбонарезалия, возникающих за счет сбоев в работе самого устрой2
ства и за счет влияния внешних факторов, на1И, электр 1ческих .помех, снижает точность работы устройства.
Сбои и помехи в ка1нале резьбоиарезан)я не контролируются и не учитываются, в результате дополнительные илгпульсы, возникающие от их воздействия, поступают на интерполятор .и далее отрабатываются наряду с запрограм.мироваииыми. При этом заданная информация искажается, что приводит к браку деталей.
Целью изобретения является повышение точности работы устройства за счет обнаружения погрешностей работы канала резьбонарезания.
Поставленная цель достигается тем, что .в предложенное устройство введены блок оиределания превыщения no peiuiHocTn и последовательно соединенные дополнительный счетчик, элемент задержки, первый и второй триггеры и ключ. Выход датчика резьбонарезания подключен ко второму входу первого триггера и входу дополнительного счетчика, выход которого подсоедиаон ко второму зходу второго триггера. Один из входов ключа соединен с выходом интерполятора, а его выход подключен к первому входу счетчика, второй вход которого соединен с выходо-м элемента задержки. Вход блока определения .иревыщения погрещности подключен к выходу блока
индикации, а его выход .- IKO входу интерполятора.
Фу|нкцио1нальная схема устройства представлена на чертеже.
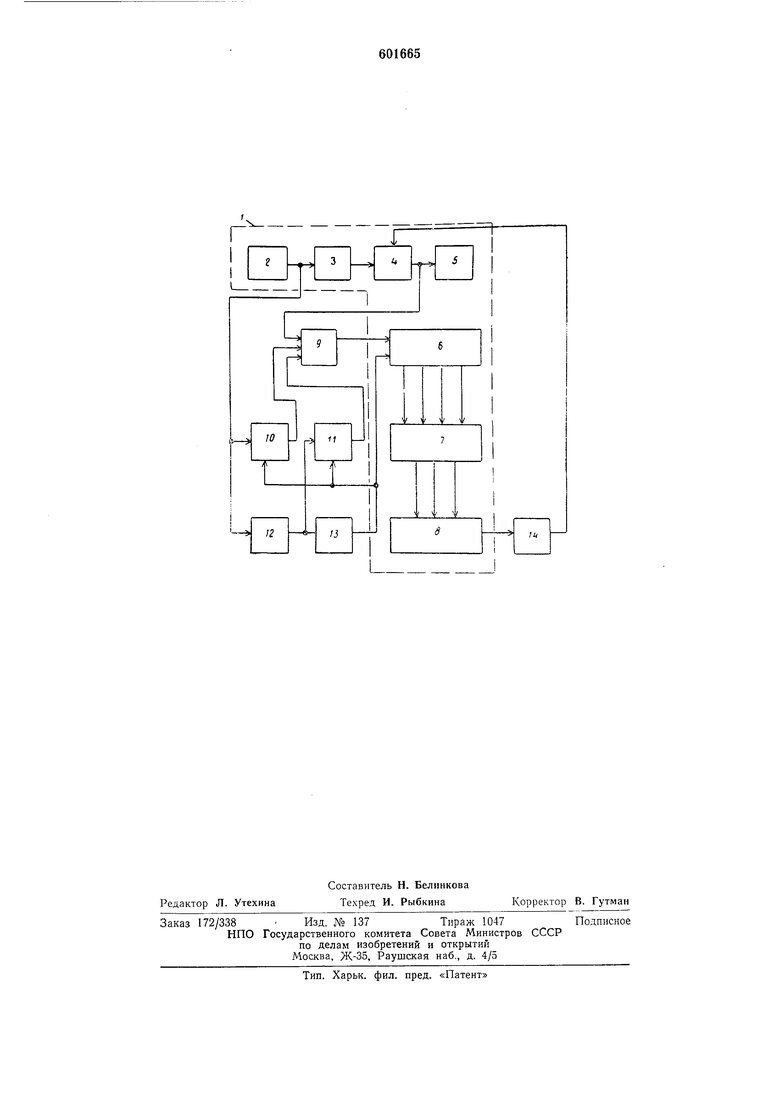
Оно содержит блок управления 1, состоящий из датчика резьбо.нарезания 2, блока сопряжения 5, и.нтерлолятора 4, при-вода 5, счетчика 6, дешифратора 7 и блока индикации 8. Устройство содержит таасже 1КЛ1оч 9, первый 10 н второй // триггеры, дополнительный счетчик 12, элемент задержки 13 и блок определения н|)свышония погрецинОСти 14.
Устройство работает следующем образом.
Импульсы от датчика 2 поступают «а блок сопряжения 3 для соответствующих иреобразованнй, затем И1М1пульсы поступают «а И Нтергюлятор 4. В зависимости от заданной программы интерполятор 4 отбирает необходимое число имлульсо1в за один оборот датчика 2 (что соответствует заданлому шагу резьбы), и п.осылает их на привод 5.
Од1Н01В)еменно iC «млульсами, идущи ми от датчика 2 на блоК сопряжения 3, .нулевые импульсы от датчика 2 поступают на входы первого триггера 10 и счетчика 12. При приходе первого нулевого импульса ла .вход триггера 10 о.Н -меняет свое состояние, и на втором входе Кочюча .9 появляется сиг-нал, резрешающий прохождение нмпульсов от иптерполятора 4 на счетчик 6. При приходе второго .нулевого импульса от датчика 2 .переполияется счетчик 12. При эгом меняет свое состояние второй трпгге.р //, иоявляется сигнал запрета на третьем входе ключа 9, и импульсы от .интерполятора 4 на вход счетчика 6 не проходят.
Таким образом, в счетчик 6 записывается число нм1иуль С01В от интерполятора 4, равное ч.ислу п.мпульсов за одип |0.бо,рот шпинделя (датчика 2), TaiK как интервал от первого до второго пулево.го импульса равен одному обороту шпииделя.
Сигналы со 1счетчи,ка 6, пройдя дешифратор 7, попадают на блок индикации 8 где индицкруется чн.сло им:пульсо в за один оборот шпинделя.
Одновременно с запуском триггера // «а вход элемента задержки 13 подается сигнал, зап} скающий его в ipai6oTy. Последующие нулевые п.м.пульсы с датчика 2 воздействия на схему не 0|Казывают до прихода сигнала «сброс, .который формируется элементом задержки 13. Через выдержку времени, определяемую пара.метраМИ элемента задержки 13 и достаточ.ную для визуального наблюдения за показания..м11 -блока индикации 8, на выходе элемента задержки 13 формируется сипнал «сброс, который возвращает схем) в исходное состояние, и процесс шовторяется.
С блако1М индикации 8 1свя1зан блок определения превышения погрешности 14, IB котором при определенно.м .превышении заданного числа .импульсов на оборот шпинделя формируется сигнал, останавливающий работу интерполятора и подключающий цикл отвода инструмента от заготовки.
Устройство позволяет визуально контролчравать работу 1ка1нала резьбонарезания, оста.навлпвать работу .в случае превышения погрешности, давать камаНду еа отвод резца от за-готов-ки во избежание его -поломки и проводить проверку канала резьбонарезания без резания, т. е. при устройства вхолостую.
Формула изобретения
Устройство для программного управления ста:нком, содержашее последовательно соединеаные датчик резьбонарезания, блок сопряжения, интерполятор и привод, а также последовательно соединенные счетчик, дешифратор и блок индикации, отличаюшееся тем, что, с целью повышения точности работы устройства, в него введены блок определения иревыщения погреш.ности и носледовательно соединен-ные до.-по.лнительный -счетчик, эле.мент задернжи, первый и второй триггеры и ключ; причем выход датчика резьбонарезания подключен ко BTOipo.My входу первого триггера и входу дополннтельнаго счетчика; выход дополнительного счетчика подсоединен ко второму входу второго триггера; один из входов ключа соединен с выходом интерполятора, а выход - с пер.вым входом счетчика, второй вход которого соединен с выходом эле.мента задержки; вход блока определения превышения погрешности подключен к выходу блока индикащии, а его .выход - ко входу и.нтер.полятора.
Псточники инфор.мации, принятые во внимание при .экспертизе:
1.Зинченко А. В., Федоров С. В. Системы цифрового управления йз унифицированных узлов. Сб. «Эле.ктроавтоматика станков. Контурные системы числового программ-ного управлення и их элементы. М., Маш.иностроение, 1972.
2.Система цифрового программного управления Н22-2 М. Г61. 700. 040. ТО лист. 10, 101, 102, ЛЭМЗ, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления станком | 1979 |
|
SU864248A1 |
| Устройство для программного управления станком | 1981 |
|
SU1035567A1 |
| Устройство для программного управления станком | 1980 |
|
SU920641A1 |
| Устройство для программного управления нарезанием резьбы | 1980 |
|
SU894678A1 |
| Устройство для программного управления | 1984 |
|
SU1193643A1 |
| Устройство для программного управления станком | 1982 |
|
SU1084743A1 |
| Устройство для двухкоординатного программного управления | 1981 |
|
SU962857A1 |
| Устройство для программного управления | 1986 |
|
SU1376065A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Устройство для автоматического контроля процесса сварки | 1984 |
|
SU1238921A1 |