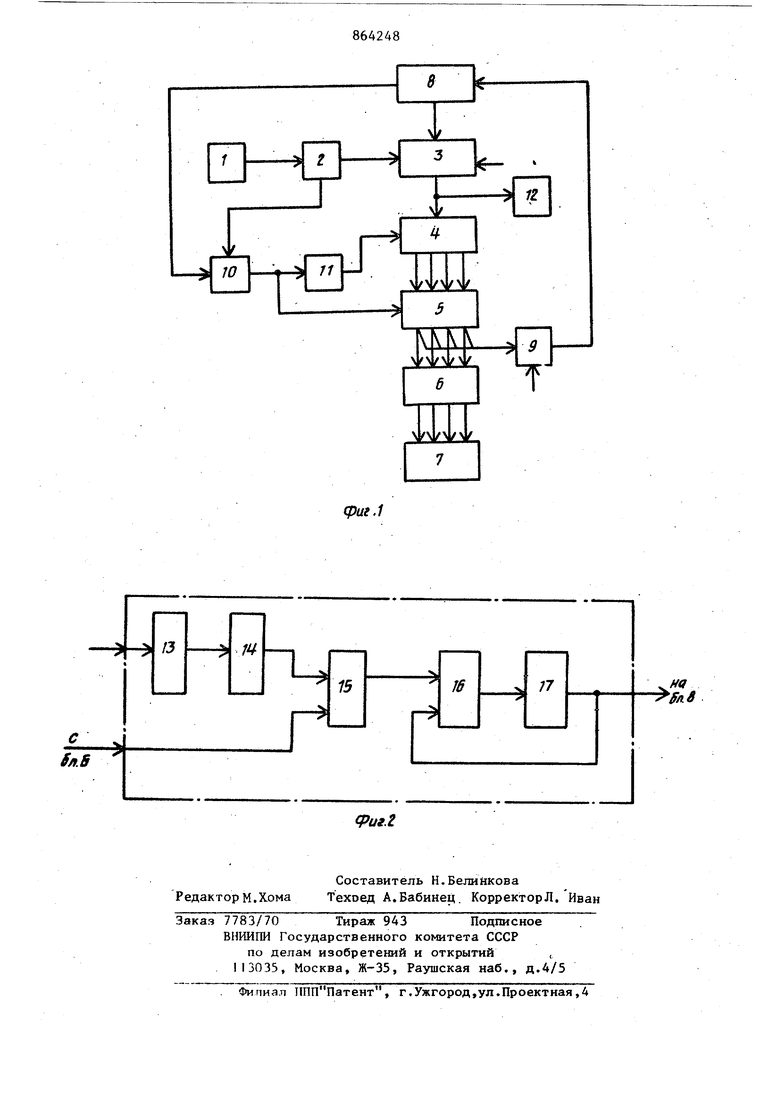
Изобретение относится к автоматике и вычислительной технике и мОжет быть использовано в устройствах числового программного управления для токарных станков, имеющих возможность автоматического резьбонарезания по программе. Известно устройство для программного управления станками, содержащее последовательно соединенные датчик резьбонарезания, блок сопряжения, интерполятор и привод, а также последовательно соединенные счетчик, дешифратор и блок индикации 1. Недостатком этого устройства является отсутствие контроля погрешностей работы канала резьбонарезания, возникающих за счет сбоев в работе самого устройства и за счет влия1шя внешних факторов, например электрических помех, что может привести к сбою величины шага и возш1кновению аварийной ситуации при нарезании резьбы. Наиболее близким к данному является устройство программного управления стенками, состоящее из последовательно соединенных датчика резьбонарезания, блока сопряжения, интерполятора, счетчика, дешифратора, блока индикации, блока определения превы- . шения погрешности шага, а также схемы измерения величины шага, состо.ящей из ключа, первого триггера, второго триггера, дополнительного счетчика, элемента задержки и привода 2. Импульсы от датчика резьбонарезания,пройдя блок сопряжения, управляют работой интерполятора, который в зависимости от заданного в программе шага, синхронно с вращением вала шпинделя вьщает определенное количество импульсов унитарного кода на схему измерения величины шага и привод. Схема определения величины шага в этом устройстве работает следующим обргзом. Счетчик заполняется импульсамц унитарного кода в интервале между 1-ым и 2-ым импульсами начала отсчета во время нарезания первого витка резьбы. При приходе 2-го импуль са начала отсчета схема запрещает заполнение счетчика на время нарезания второго витка резьбы и одновременно запускает элемент задержки, разрешающий на время задержки индикацию измерений величины шага. После окончания задержки схема измерение шага возвращается в исходное состояние. Однако в данном устройстве, количество проверяемых витков составляет не более половины от всех нарезаемых при самой малой скорости шпинделя и при увеличении скорости резко сокра щается, поэтому сбой шага и на непроверяемых витках может остаться незамеченным-Принципиально невозможно проконтро.пировать нaкoплeннvю погреш ность шага, определяющую качество резьбы, после сбоя цифровой индикатор не фиксирует величину шага, на кото,ром произошел сбой, что затрудняет анализ характера сбоя. Цель изобретения - повьоиение надежности устройства. Поставлеьная цель достигается тем что в устройство для программного управления станком, содержащее ключ, элемент задержки, дешифратор, соединенный выходами со входами блока ин-дикации, и последовательно включенны датчик резьбонарезания, блок сопряжения, интерполятор и привод, а второй вход и выход интерполятора соединены соответственно с первым выходом блока определения превышения погрешности шага и с первым входом счетчика, введены последовательно включенные первы регистр и блок определения текущей накопленной погрешности шага, соединенный выходом со входом блока определения превышения погрешности шага, второй выход которого через последовательно соединенные ключ и элемент задержки подключен ко второму входу счетчика, подсоединенного выходами ко входам дешифратора через первый регистр, второй вход которого подключе к выходу ключа, соединенного вторым входом со вторым выходом блока сопряжения. А также тем, что блок определения текущей накопленной погрешности шага содержит последовательно соединенные второй регистр, преобразователь кода первый сумматор, второй сумматор и третий регистр, выход которого подключен ко второму входу второго сумматора и к выходу блока, а второй вход первого сумматора соединен со входом блока. На фиг. 1 представлена функциональная схема устройства; на фиг. 2 блок-схема определения текущей накопленной погрешности. Устройство (фиг.1) содержит датчик 1 резьбонарезания, блок 2 сопряжения, интерполятор 3, счетчик 4, первый регистр 5, дешифратор 6, блок 7 индикации, блок 8 определения превьш1ения погрешности шага, блок 9 определения текущей накопленной погрешности шага, ключ 10, элемент I задержки и привод 2. Блок 9 (фиг.2) содержит второй регистр 13, преобразователь 14 кода, первый IЬ и второй 16 сумматоры и третий регистр 17. Устройство работает следующим образом. Тактовые импульсы от датчика I через блок 2 поступают на интерполятор 3. В зависимости от заданной в программе величины шага интерполятор 3 отбирает определенное число импульсов и вы,;ает, их на блок привода 12. Им-. пульс начало отсчета с выхода блока поступает на вход ключа 10, с выхода которого импульс поступает на вход Запись регистра 5 и на элемент 11, формирующий импульс сброса счетчика 4, задержанный относительно импульса начало отсчета, причем время задержки и длительность импульса в сумме не должны превьпиать периода тактовых импульсов датчика. После окончания действия импульса начало отсчета начинается запись импульсов унитарного кода в счетчик 4, а последующим импульсом начало отсчета величина шага, записанного в счетчике 4, переносится в регистр 5. Таким образом, содеряммое регистра 5 постоянно выводится через дешифратор 6 на блок 7 и одновременно поступает на блок 9. Блок 9 вычисляет пигрешность шага, суммирует ее с накопленной погрешностью шага за предыдущие обороты шпинделя. При этом блок 9 работает следующим образом. Величина запрограммированного шага, поступаю.щая из регистра 13 (.Фиг.2), преобразуется в отрицательную величину в преобразователе 14 и складывается с величиной фактического шага, поcrynaroajero с выхода регистра 5, в сумматоре 15. Разность с выхода сумм тора 15, характеризующая текущую погрешность щага, -поступает на вход сумматора 16, суммируется с величиной погрешности тага за предыдущие шаги, хра1нящейся в регистре 17. Таким образом, на вход блока 8 поступа величина текущей накопленной погрещности. При превьпиении текущей погреш-у ностью определенного допустимого пре дела блок 8 запрещает прохождение импульсов начало отсчета, через ключ 10, а на Щ1фровом индикаторе блока 7 остается показание величины шага, на котором произошел сбой. Одновременно блок 8 задает интерполя тору 3 режим вывода резца из резьбовой канавки. Устройство позволяет визуально контролировать каждуй шаг резьбового прохода, вычислять текущую накопленную погрешность шага и при ее пре вьш1ении определенной величины задавать режимы вывода резца из резьбово канавки, а также сокращает брак деталей и снижает расходы по эксплуата ции станка за счет предотвращения аварий при нарезании резьб.
Формула изобретения
1. Устройство для программного управления станком, содержащее ключ, элемент задержки, дешифратор,, соединенный выходами со входами блока индикации , и последовательно включенные датчик резьбонарезания, блок сопряжения, интерполятор и привод, а второй
Источники информации, принятые во внимание при экспертизе
1.Система цифрового программного управления, Н-22, 2М, Л., ЛЭМЗ, 1974.
2.Авторское свидетельство СССР №601665, кл. OOS В 19/18, 1976 (прототип). 86 вход и выход интерполятора соединены соответственно с первым выходом блока определения превышения погрешности шага и с первым входом счетчика, отличающееся тем, что, с целью повьш1ения надежности устройства,, в него введены последовательно включенные первый регистр и блок определега{я текущей накопленной погрешности шага,соединенный выходом со входом; блока определения превышения погрещности шага, второй выход которого через последовательно соединенные ключ и элемент задержки подключен ко второму входу счетчика, подсоединенного выходами кг входам дешифратора через первый регист-р, второй вход которого подключен к выходу ключа, соединенного вторым входом со вторым выходом блока сопряжения. 2.Устройство по п.1, о т л и чающееся тем, что блок определения текущей погрешности шага содержит последовательно соединенные вторЪй регистр, преобразователь кода, первый сумматор, второй сумматор и третий регистр, выход которого подключен ко второму входу второго сумматора и к выходу блока, а второй вход первого сумматора соединен со входом блока.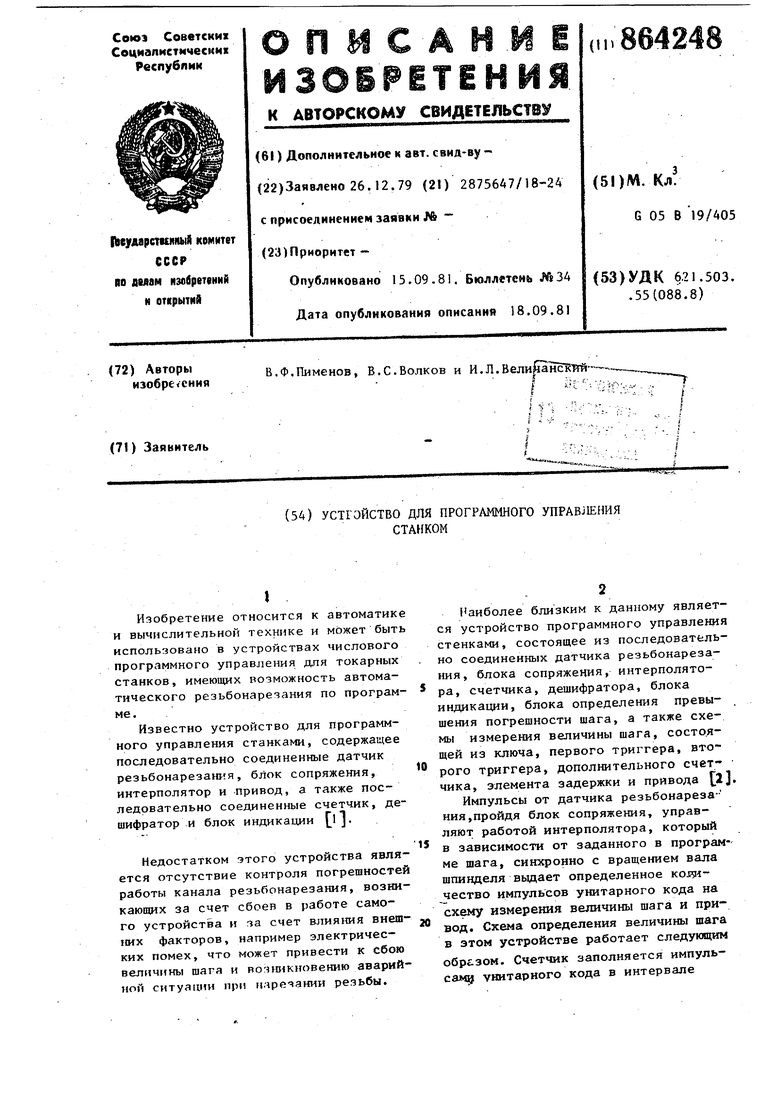
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления станком | 1981 |
|
SU1035567A1 |
| Устройство для программного управления | 1984 |
|
SU1193643A1 |
| Устройство для программного управления станком | 1976 |
|
SU601665A1 |
| Устройство для программного управления станком | 1980 |
|
SU920641A1 |
| Устройство для программного управления нарезанием резьбы | 1980 |
|
SU894678A1 |
| Цифровой интерполятор | 1986 |
|
SU1310778A1 |
| Устройство для двухкоординатного программного управления | 1981 |
|
SU962857A1 |
| Устройство для сжатия информации | 1986 |
|
SU1324047A1 |
| Линейный интерполятор | 1989 |
|
SU1686408A1 |
| ЛИНЕЙНЫЙ ИНТЕРПОЛЯТОР | 1991 |
|
RU2028665C1 |