(.5А) УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ
t
Изобретение относичсй к автоматике и вычислительной технике и может быть использовано в системах цифрового программного управления станками и другим технологическим оборудованием, в котором необходима операция резьбонарезания.
Известно устройство для -программного управления, состоящее из последовательно соединенного импульсного датчика, синхронизатора, двухкоординатного интерполятора с обратной связью, работающего по методу оценочной функции, устройства ввода программы и устройства управления приводом 1 .
Недостатком этого устройства являются низкие функциональные возможности, так как оно способно нарезать только цилиндрические резьбы, низкая надежность, так как в нем отсутствует взаимная синхронизация маркерного и измерительного каналов, и низкая максимальная скоСТАНКОМ
рость, так как в нем отсутствует возможность визуального и аппаратурного контроля работы тракта резьбонарезания.
Известно также устройство, содержащее последовательно соединенные датчик резьбонарезания, блок сопряжения, интерполятор, привод и последовательно соединенные счетчик, дешифратор и блок индикации,
10 а также блок определения превышения погрешности и последовательно соединенные дополнительный счетчик, элемент задержки, первый и второй триггеры иключ, причем выход дат15чика резьбонарезания подключен ко второму входу первого триггера и входу дополнительного счетчика; выход дополнительного счетчика подсоединен ко второму входу второго
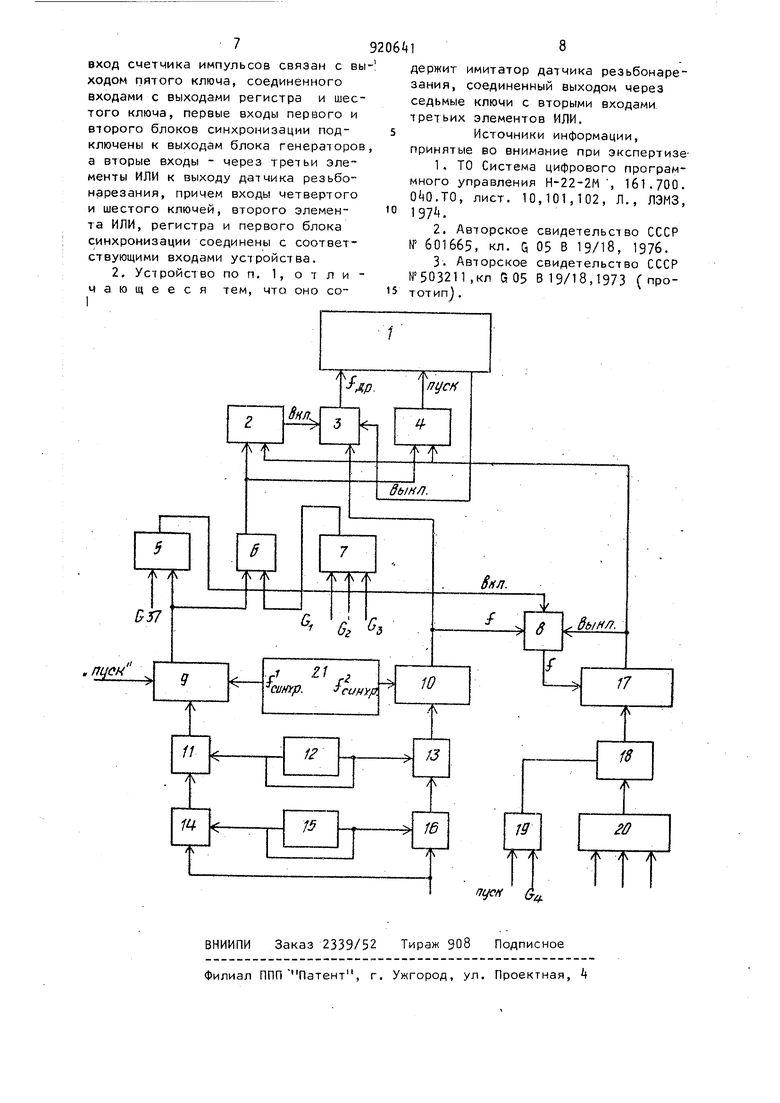
20 триггера; один из входов ключа соединен с выходом интерполятора, а выход - с первым входом счетчика, второй вход которого соединен с вы39ходом элемента задержки; вход блока определения превышения погреш ноет и подключен к выходу блока индикации, а его выход - ко входуинтерполятора 2. Однако это устройство также характеризуется низкой надежностью и функциональными возможностями. Известно также устройство для программного управления станком, состоящее из двухкоординатного линейного интерполятора, построенного на двоично-десятичнЫх умножителях (i.e. интеграторах с последовательным переносом), выходы которых подключены через ключ ко входам блоков управления приводами, а вход аргумента интерполятора подключен к выходу датчика резь.бонарезания через ключ. Устройство может нарезать не только цилиндрические, но и кони ческие резьбы 3J. Однако данное устройство не способно нарезать резьбы на высок-их ск ростях и не способно нарезать много заходные резьбы, обладает низкой надежностью канала резьбонарезания за счет возможности наложения измерительных и маркерных импульсов. Целью изобретения является расширение области применения устройства за счет обеспечения нарезания конических, торцовых и многозаход ных резьб и повышение надежности устройства за счет введения двух к налов синхронизации. Поставленная цель достигается тем, что в устройство для программного управления станком, содержащее датчик резьбонарезания, блок генераторов частоты, регистр, первый ключ, первый управляющий вход и выход которого соединены соответ ственно с выходом и счетным входом счетчика импульсов, второй ключ, в ход и первый управляющий вход кото рого подключены соответственно к тактовому входу и выходу формирова ния сигнала окончания отработки ин терполятора, запускающий вход кото рого соединен с выходом первого эл мента ИЛИ, и третий ключ, подсоеди ненный первым входом к выходу вто рого элемента ИЛИ, введены два бло ка синхронизации, третьи элементы ИЛИ, три ключа и чет вертый элемент ИЛИ, выход которого соединен вторым управляющим входом второго КЛЮча, первый вход - с первым вхоОМ первого элемента ИЛИ и с выхоом счетчика импульсов, а второй вход - со вторым входом первого элеента ИЛИ и с выходом третьего ключа, подсоединенного вторым входом R выходу первого блока синхронизации . и через четвертый ключ ко второму управляющему входу первого ключа, ичформационный вход которого соединен с информационным входом второго ключа и с выходом второго блока синхронизации, установочный вход счетчика импульсов связан с выходом пятого ключа, соединенного входами с выходами регистра и шестого ключа, первые входы первого и второго блоков синхронизации подключены к выходам блока генераторов, а вторые входы через третьи элементы ИЛИ к выходу датчика резьбонарезания, причем входы четвертого и шестого ключей, второго элемента ИЛИ, регистра и первого блока синхронизации соединены с соответствующими входами устройства, а также чем, что введен имитатор датчика г-езьбонарезания, . соединенный выходом через седьмые ключи со вторыми входами третьих элементов ИЛИ. На чертеже изображена схема устройст ва. Устройство содержит интерполятор 1, пятый элемент ИЛИ 2, второй ключ 3, первый элемент ИЛИ Ц, четвертый 5 и третий 6 ключи, второй элемент ИЛИ 7, первый ключ 8, первый 9 и второй 10 блоки синхронизации, третий элемент ИЛИ 11, датчик 12 резьбонарезания, третий элемент ИЛИ 13, седьмой ключ Т, имитатор 15 датчика резьбонарезания, седьмой ключ 16, счетчик 17 импульсов, шестой ключ 18, четвертый элемент ИЛИ 19, регистр 20 и блок 21 генераторов частоты. Устройство работает следующим образом. При нарезании цилиндрических (G ), торцовых (GI), конических (G3) резьб, сигнал Пуск включает блок 9- Сигнал маркера М с датчика 12 через элемент ИЛИ 11 поступает на второй вход блока Э, на третий вход которого подается синхронизирующая часто. с выхода блока 9 полут синхр чаем сигнал М синхронизированной частоты f cnHxP который поступает на входы ключей 5 и 6. Через ключ 5 сигнал не пройдет, так как на его втором входе отсу1ствует разрешающий сигнал G. Но втором входе ключа 6 в данном режиме будет присутствовать разрешающий сигнал с элемента ИЛИ 7, на котором собираются сиг налы G , G(, Gj, т.е. сигналом М включится ключ 3, и этот сигнал поступит через элемент ИЛИ в интерполятор 1 как сигнал Пуск отработки, при этом частота fдp через эле мент ИЛИ 13, блок 10, ключ 3 поступит в интерполятор 1 в качестве так товой частоты. После отработки прог раммы сигнал Конец, отработки из интерполятора 1 выключит ключ 3, и схема примет исходное сосдояние. В данном режиме ключ 8 будет закрыт, а имитатор 15.от ключей от схемы ключами и 16. При нарезании многозаходной резьбы G сигнал Пуск включает блок 9 и через ключ 19, на втором входе которого присутствует сигнал 04. подает сигнал на ключ 18 и переписы вает информацию с регистра 20 об уг ловом расстоянии между витками резь бы в счетчик 17. (Информация о межвитковом расстоянии резьбы записывается в регистр 20 при вводе инфор мации в систему ЦПУ). Сигнал М, пройдя через блок 9, как и в первом случае, проходит через ключ 5, так как на его втором входе присутствует сигнал у, и включает ключ 8, через который частота с датчика 12, пройдя элемент ИЛИ 13 блок 10, поступает на счетный вход счетчика 17 После того, как счетчиком 17 будет отсчитан угол межвиткового расстояния резьбы, сигнал Переполнение с; его выхода выключит ключ 8, через элемент ИЛИ 2 включит ключ 3, а через элеме.нт ИЛИ 4 подаст сигнал Пуск в интерполятор 1. .После окон чания отработки программы сигналом Конец отработки из интерполятора ключ 3 выключится и схема примет ис ходное состояние. Имитатор датчика резьбонарезания облегчает проверку и отладку устройства, обеспечивая пооигрывание программ и контрольных тестов без включения станка, а также обеспечивает режим Проверка перфоленты при отладке программ., Применение двух синхронизирующих частот /, IcwHSP соответственно для канала маркера и канала частоты повышает надежность канала резьб.-нарезания, так как в случае одний часто416fbf CMHxP возможна утрата импульсов частотного канала в момент одновременной синхронизации маркера и частоты датчика резьбонарезания 12. Увеличение производительности достигается тем, что в известном устройстве, частота .с датчика резьбонарезания поступает в интерполятор при включении резьбонарезания напрямую, что ограничивает максимальную скорость резания в связи с инерционностью приводов, а в предлагаемом устройстве частота с датчика резьбонарезния поступает в интерполятор через блок синхронизации, что дает возможность существенно повысить максимальную скорость резания. Формула изобретения Устройство для программного управления станком, содержащее датчик резьбонарезания, блок генераторов частоты, регистр, первый ключ, первый управляющий вход и выход которого соединены соотBeiственнос выходом и счетным входом счетчика импульсов, второй ключ, выход и первый управляющий вход которого подключены соответственно к тактовому входу и выходу формирования сигнала окончания отработки интерполятора, запускающий вход которого соединен с выходом первого элемента ИЛИ, и третий ключ, подсоединенный первым входом к выходу второго элемента ИЛИ, от личающеес я тем, что, с целью расширения области применения и повышения надежности устройства, в него введены два блока синхронизации, третьи элементы ИЛИ, три ключа и четвертый элемент ИЛИ, выход которого соединен с вторым управляющим входом второго к,ючa, первый вход - с первым входом первого элемента ИЛИ и с выходом счетчика импульсов, а второй вход - с вторым входом первого элемента КЛИ и с выходом третьего ключа, подсоединенного тторым входом к выходу первого блока синхронизации, и через четвертый ключ - к второму управляющему входу первого ключа, информационный вход которого соединен с информационным входом второго ключа и с выходом второго блока синхронизации, установочный
| название | год | авторы | номер документа |
|---|---|---|---|
| Цифровой интерполятор | 1986 |
|
SU1310778A1 |
| Устройство для программного управления | 1984 |
|
SU1193643A1 |
| Устройство для программного управления | 1986 |
|
SU1376065A1 |
| Система программного управления станками | 1973 |
|
SU503211A1 |
| Устройство для двухкоординатного программного управления | 1981 |
|
SU962857A1 |
| Устройство для программного управления станком | 1981 |
|
SU1035567A1 |
| Устройство для программного управления станком | 1979 |
|
SU864248A1 |
| Линейно-круговой интерполятор | 1975 |
|
SU555381A1 |
| Устройство для программного управления нарезанием резьбы | 1980 |
|
SU894678A1 |
| Устройство для программного управления | 1986 |
|
SU1397878A1 |
