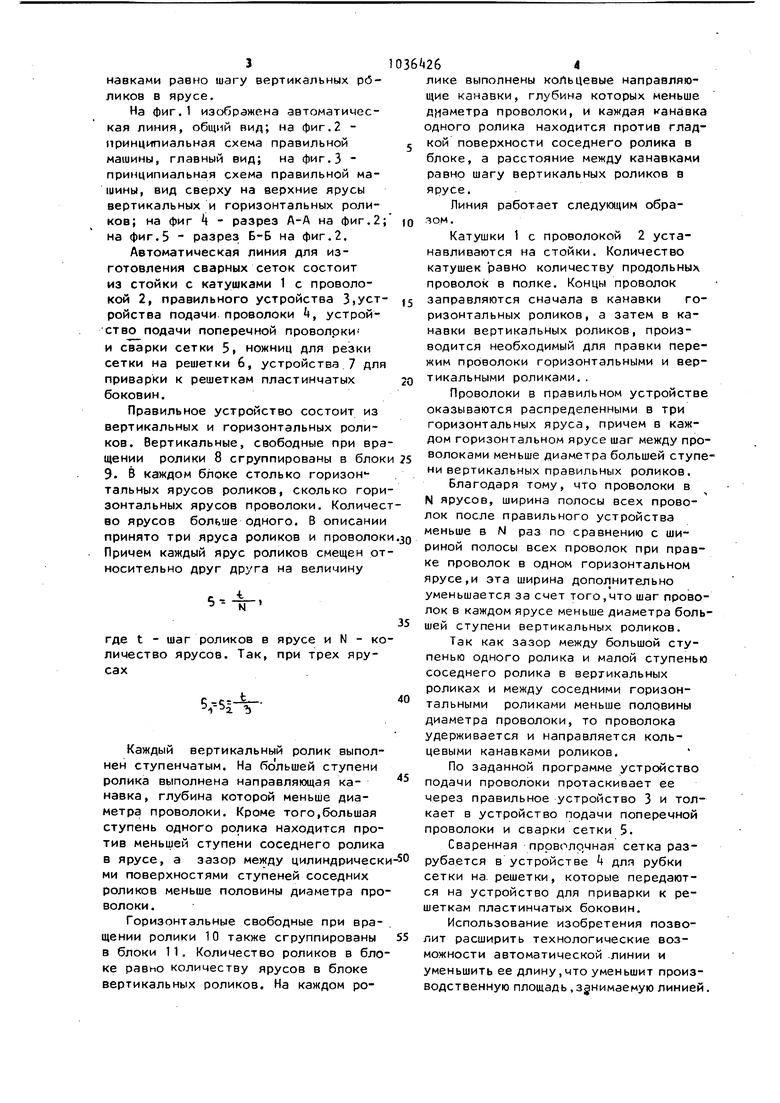
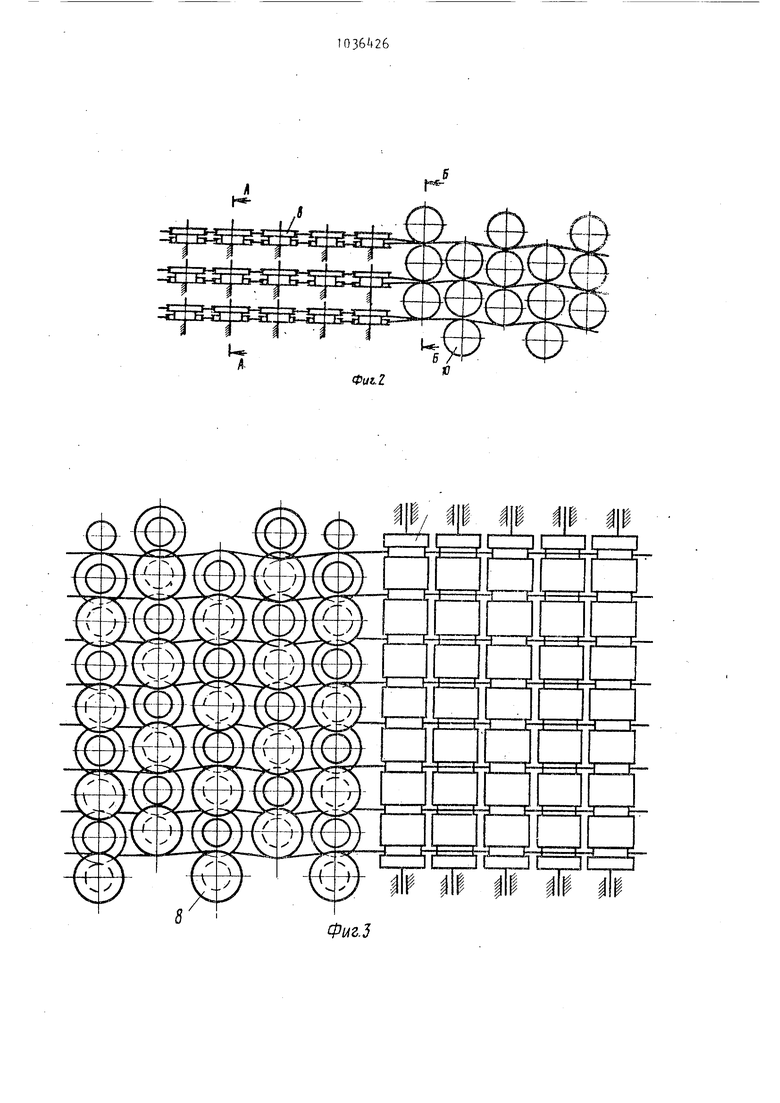
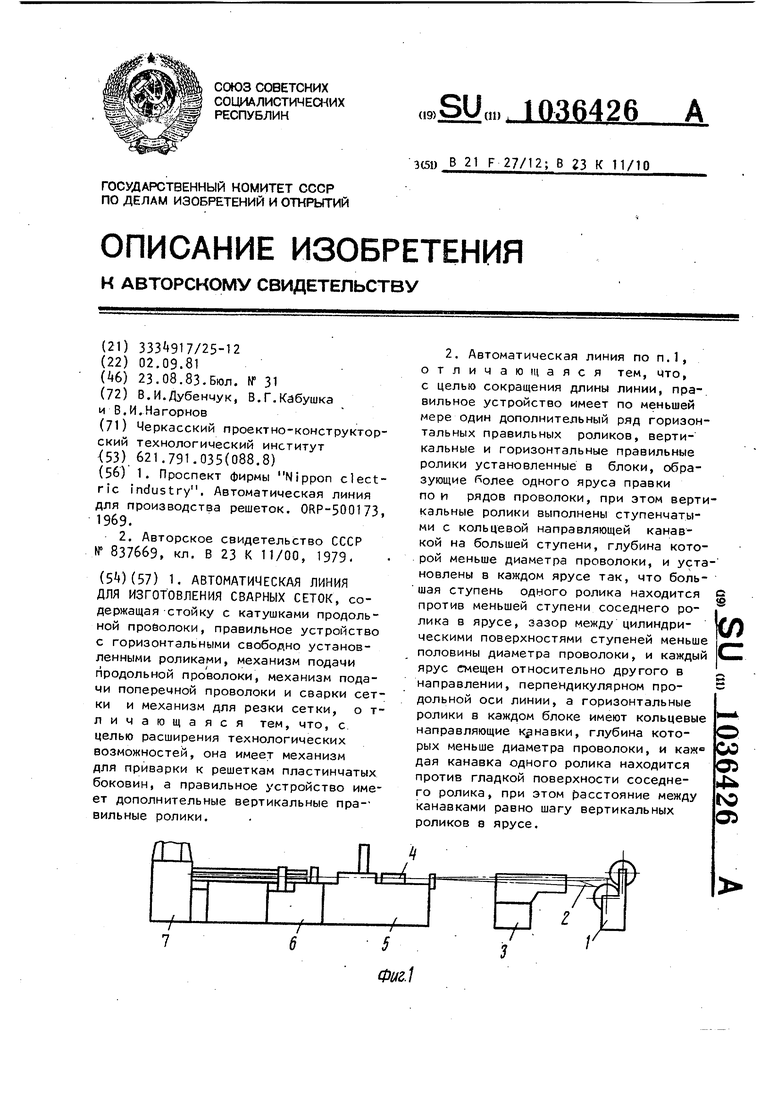
Изобретение относится к машиностроению и может быть использовано при производстве изделий типа металлических решеток, в частности полок холодильников. Известен автоматический агрегат для производства решетки, состоящий из барабанной стойки для продольных проволок полки, правильной машины, формовочной машинь для рамки, устройства для приварки продольных проволок к рамке и отрезной машины СП В известном агрегате продольные проволоки проходят через правильную машину в одном горизонтальном ряду, что ведет к увеличению длины линии по следующим причинам: Расстояние между соседними проволоками (шаг в ряду) определяется конструкцией правильной приводной рамки для одной проволоки. И даже шахматное расположение правильных рамок ведет к тому, что шаг проволок в правильной машине значительно :1 при мерно в раза) превосходит шаг про волок в полке. Так как после правильной машины проволоки должны поступить в тянущее устройство без остаточной деформации, то следствием этого является необходимость определенного угла между крайними в ряду проволоками и продольной линией агрегата, что ведет к большому расстоянию между правильной машиной .и тянущим устройством и, следователь но, к увеличению общей длины агрегата. Наиболее близким к изобретению я ляется линия для изготовления сварных сетоку содержащая стойку с катушками продольной проволоки, правильное устройство с горизонтальным свободно установленными Роликами,механизм подачи продольной проволоки механизм подачи поперечной проволоки и сварки сетки и 2. Недостатком данной линии является то, что на ней нельзя изготавливать полки холодильников из-за отсутствия в ее составе необходимых механизмов и Низкого качества правки проволоки Недостатком линии является и ее большая длина. Уменьшать расстояние между соседними проволоками в рихтовочной машин за счет уменьшения диаметра правиль ных роликов можно лишь до известного предела, так как требуемое тянущее усилие для протаскивания проволоки через правильные ролики (при постоянном числе роликов) практически обратно пропорционально диаметру правильных роликов, и поэтому уменьшение их диаметра ведет к увеличению тянущего УСИЛ1ЧЯ, что ухудшает энергетические характеристики тянущего устройства и увеличивает массу линии. При однорядном горизонтальном размещении проволок стремление уменьшить тянущее усилие ведет к большому расстоянию между рихтовочной и сварочной машинами. Общая длина линии увеличивается. Целью изобретения является расширение технологических возможностей и сокращение длины линии. Поставленная цель достигается тем, что линия для изготовления сварных сеток, содержащая стойку с катушками продольной проволоки, правильное устройство с горизонтальными свободно установленными роликами, механизм подачи продольной проволоки, механизм подачи поперечной проволоки и сварки сетки и механизм для резки сетки, имеет механизм для приварки к решеткам пластинчатых боковин, а правильное устройство имеет дополнительные вертикальные ролики. При этом правильное устройство имеет по меньшей мере один дополнительный ряд горизонтальных правильных роликов, вертикальные и горизонтальные правильные ролики установлены в блоки, образующие более одного яруса правки по Vi рядов проволоки, а вертикальные ролики выполнены ступенчатыми с кольцевой направляющей канавкой на большей ступени,глубина которой меньше диаметра проволоки, и установленыв каждом ярусе так, что большая ступень одного ролика находится против меньшей ступени соседнего ролика в ярусе, зазор между цилиндрическими поверхностями ступеней меньше половины диаметра проволоки, и каждый ярус смещен относительно другого в направлении, перпендикулярном продольной оси линии, а горизонтальные ролики в каждом блоке имеют кольцевые направляющие канавки, глубина которых меньше диаметра проволоки, и каждая канавка одного ролика находится против гладкой поверхности соседнего ролика, при этом расстояние между канавками равно шагу вертикальных рбликов в ярусе. На фиг,1 изображена автоматическая линия, общий вид; на фиг.2 принципиальная схема правильной машины, главный вид; на фиг.З принципиальная схема правильной машины, вид сверху на верхние ярусы вертикальных и горизонтальных роликов; на фиг 4 - разрез А-А на фиг.2 на фиг.5 разрез Б-Б на фиг.2. Автоматимеская линия для изготовления сварных сеток состоит из стойки с катушками 1 с проволокой 2, правильного устройства 3,уст ройства подачи проволоки k, устройство подачи поперечной проволрки и сварки сетки 5, ножниц для резки сетки на решетки 6, устройства 7 для приварки к решеткам пластинчатых боковин. Правильное устройство состоит из вертикальных и горизонтальных роликов. Вертикальные, свободные при вр щении ролики 8 сгруппированы в бло 9. В каждом блоке столько горизонтальных ярусов роликов, сколько гор зонтальных ярусов проволоки. Количе во ярусов больше одного. В описани принято три яруса роликов и проволо Причем каждый ярус роликов смещен о носительно друг друга на величину где t - шаг роликов в ярусе и N - к личество ярусов. Так, при трех ярусахКаждый вертикальный ролик выпол нен ступенчатым. На большей ступени ролика выполнена направляющая канавка , глубина которой меньше диаметра проволоки. Кроме того,большая ступень одного ролика находится про тив меньшей ступени соседнего ролика в ярусе, а зазор между цилиндрическ ми поверхностями ступеней соседних роликов меньше половины диаметра про волоки. Горизонтальные свободные при вращении ролики 10 также сгруппированы в блоки 11, Количество роликов в бло ке равно количеству ярусов в блоке вертикальных роликов. На каждом ролике выполнены кольцевые направляющие канавки, глубина которых меньше диаметра проволоки, и каждая канавка одного ролика находится против гладкой поверхности соседнего ролика в блоке, а расстояние между канавками равно шагу вертикальных роликов в ярусе. Линия работает следующим образом . Катушки 1 с проволокой 2 устанавливаются на стойки. Количество катушек равно количеству продольных проволок в полке. Концы проволок заправляются сначала в канавки горизонтальных роликов, а затем в канавки вертикальных роликов, производится необходимый для правки пережим проволоки горизонтальными и вертикальными роликами.. Проволоки в правильном устройстве оказываются распределенными в три горизонтальных яруса, причем в каждом горизонтальном ярусе шаг между проволоками меньше диаметра большей ступени вертикальных правильных роликов. Благодаря тому, что проволоки в N ярусов, ширина полосы всех проволок после правильного устройства меньше в N раз по сравнению с шириной полосы всех проволок при правке проволок в одном горизонтальном ярусе,и эта ширина допол нительно уменьшается за счет того,что шаг проволок в каждом ярусе меньше диаметра большей ступени вертикальных роликов. Так как зазор между большой ступенью одного ролика и малой ступенью соседнего ролика в вертикальных роликах и между соседними горизонтальными роликами меньше половины диаметра проволоки, то проволока удерживается и направляется кольцевыми канавками роликов. По заданной программе устройство подачи проволоки протаскивает ее через правильное устройство 3 и толкает в устройство подачи поперечной проволоки и сварки сетки 5. Сваренная пррволо.чная сетка разрубается в устройстве t для рубки сетки на. решетки, которые передаются на устройство для приварки к решеткам пластинчатых боковин. Использование изобретения позволит расширить технологические возможности автоматической .линии и уменьшить ее длину, что уменьшит производственную площадь, занимаемую линией.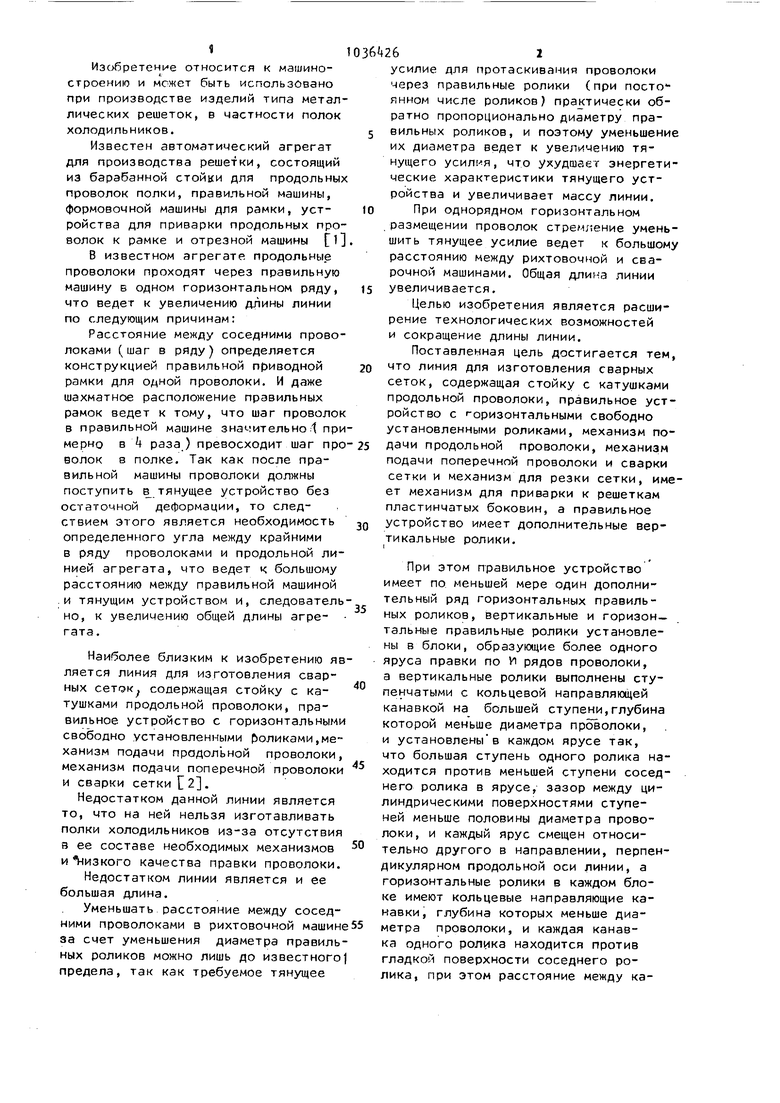
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления решеток | 1977 |
|
SU698747A1 |
| Машина для контактной сварки сеток | 1982 |
|
SU1109286A1 |
| Автоматическая линия для сварки плоских сеток | 1991 |
|
SU1801071A3 |
| Установка для изготовления решеток | 1977 |
|
SU707753A1 |
| СПОСОБ СНИЖЕНИЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК МЕТАЛЛА СТАЛЬНОЙ ДЛИННОМЕРНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2412773C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Устройство для правки фасонных профилей | 1982 |
|
SU1058669A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ПРОВОЛОКИ МАЛЫХ ДИАМЕТРОВ | 2013 |
|
RU2515711C1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ для СВАРКИ ПЛ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU337208A1 |
.t
.r 2
IP
.
u
I
5
Ь
j
IT
Э
Ю 2.
.4
.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Проспект фирмы Nippon electric industry | |||
| Автоматическая линия для производства решеток | |||
| Консольно-шлюзовой кран | 1973 |
|
SU500173A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Линия для сварки сеток | 1978 |
|
SU837669A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
