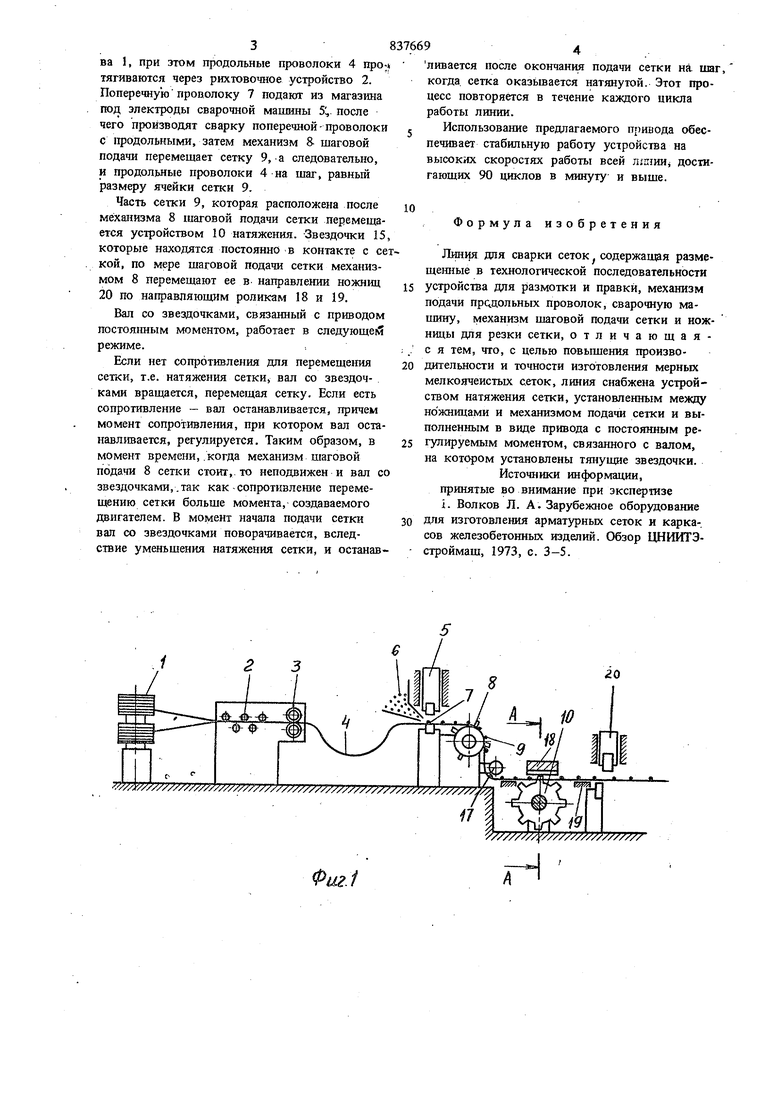
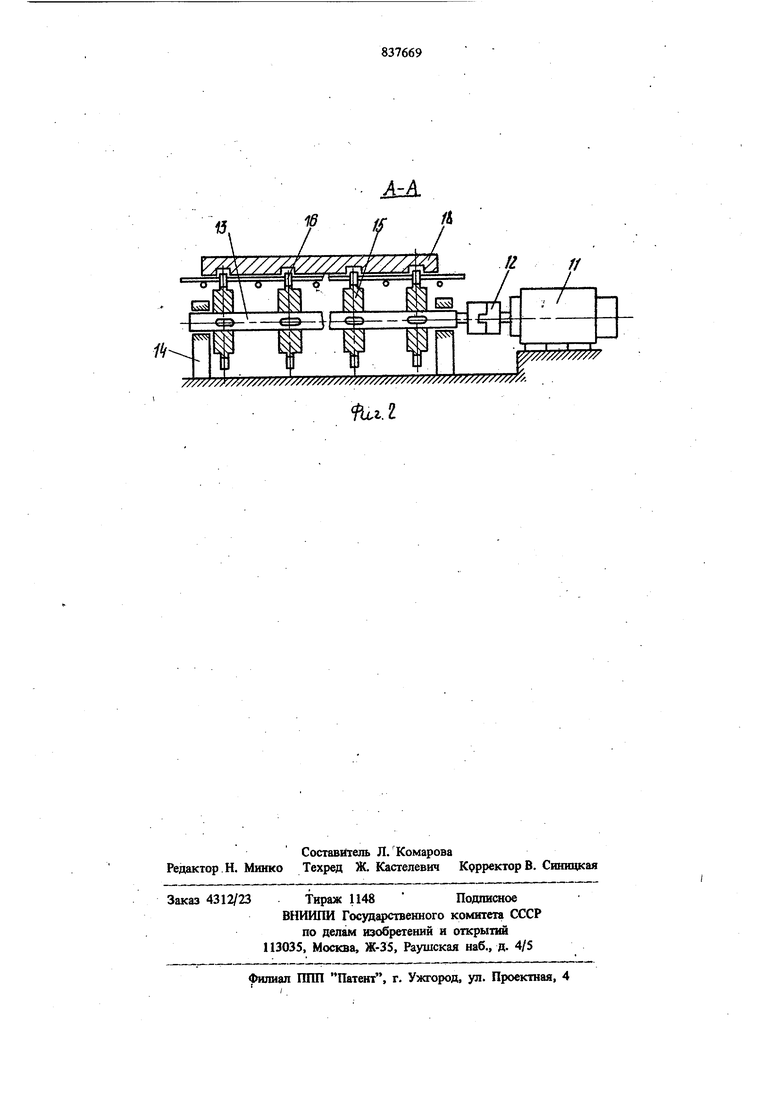
(54) ЛИНИЯ ДЛЯ СВАРКИ СЕТОК 3 ва 1, при этом продольные проволоки 4 прО; тягиваются через рихтовочное устройство 2. Поперечную проволоку 7 подают из магазина под электроды сварочной машины 5:,. после чего производят сварку поперечной - проволоки с продольными, затем механизм 8- шаговой подачи перемешает сетку 9, -а следовательно, и продольные проволоки 4 на шаг, равный размеру ячейки сетки 9. Часть сетки 9, которая расположена после механизма 8 шаговой подачи сетки перемещается устройством 10 натяжения. -Звездочки 15 которые находятся постоянно в контакте с се кой, по мере шаговой подачи сетки механизмом 8 перемешают ее в направлении ножниц 20 по направля1ош 1м роликам 18 и 19. Вал со звездочками, связанный с приводом ПОСТОЯ1ШЫМ моментом, работает в следующей режиме. Если нет сопротивления для перемешения сегки, т.е. натяжения сетки, вал со звездочками вращается, перемеШая сетку. Если есть сопротивление - вал останавливается, причем момент сопротивления, при котором вал останавл1шается, регулируется. Таким образом, в момент времени, .когда механизм шаговой подачи 8 сетки стоит,, то неподвижен и вал с звездочками,, так как - сопротивление перемещению сетки больше момента, создаваемого двигателем. В момент начала подачи сетки вал со звездочками поворачивается, вследствие уменьщен1« натяжения сетки, и останавливается после окончания подачи сетки на. шаг, когда, сетка оказьшается натянутой. Этот процесс повторяется в течение каждого цикла работы линии. Использование предлагаемого привода обеспечивает стабильную работу устройства на высоких скоростях работы всей штуся достигающих 90 циклов в минуту и выше. Формула изобретения для сварки сеток содержашзя размещенные в технологической последовательности устройства для размотки и правки, механизм подачи продольных проволок, сварочную машину, механизм шаговой подачи сетки и ножницы для резки сетки, отличающаяс я тем, что, с целью повьппения производительности и точности изготовления мерных мелкоячеистых сеток, линия снабжена устройством натяжения сетки, установленным между ножницами и механизмом подачи сетки и выполненным в виде привода с постоянным регулируемым моментом, связанного с валом, на котором установлены тянущие звездочки. Источники информации, принятые во внимание при экспертизе i. Волков Л. А. Зарубежное оборудование для изготовления арматурных сеток и каркасов железобетонных изделий. Обзор ЦНШГГЭстроймаш, 1973, с. 3-5.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной сварки сеток | 1982 |
|
SU1109286A1 |
| Установка для контактной сварки сеток | 1972 |
|
SU474410A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2007 |
|
RU2376115C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| МНОГОТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170163C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170164C1 |
| Машина для контактной точечной сварки сеток | 1982 |
|
SU1031603A1 |
| Автоматическая линия для производства арматурных сеток | 1987 |
|
SU1496885A1 |
| Автоматическая линия для сварки плоских сеток | 1991 |
|
SU1801071A3 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
////у///
г.1 J 1/ У7/Л////7г ///. К AJi т //// ////////
