Изобретение относится к обработк металлов давлением, а именно к волочению труб на длинной оправке.
Известно устройство для волочения труб на длинной оправке, включающее рабочие линии, содержащие прнемно-разборные устройства, волоки, обкатные механизмы, приемные столы и передаточные транспортеры 1
Однако для известного устройства характерна недостаточно высокая производительность из-за больших холостых перемещений оправки, а также невозможность автоматической передачи оправок с одной линии волочени на другую..
Цель изобретения - повышение производительности путем исключения холостых перемещений оправки.
Поставленная цель достигается тем, что линии установлены со встреным направлением технологического процесса, при этом вход и выход одной линии непосредственно соединены передаточньлми транспортерами соотвественно с выходом и входом другой.
Линии волочения расположены по отношению друг к другу под углом
и
/Ь (О ,05-0,2)-:-, лежащем В горизонU
таль ной плоскости, где . L, - длина рабочей линии от приемно-разборного устройства до обкат.ного механизма, И - расстояния между рабочими линиями в плане.
Кроме того, передаточные транспо теры снабжены задержниками.
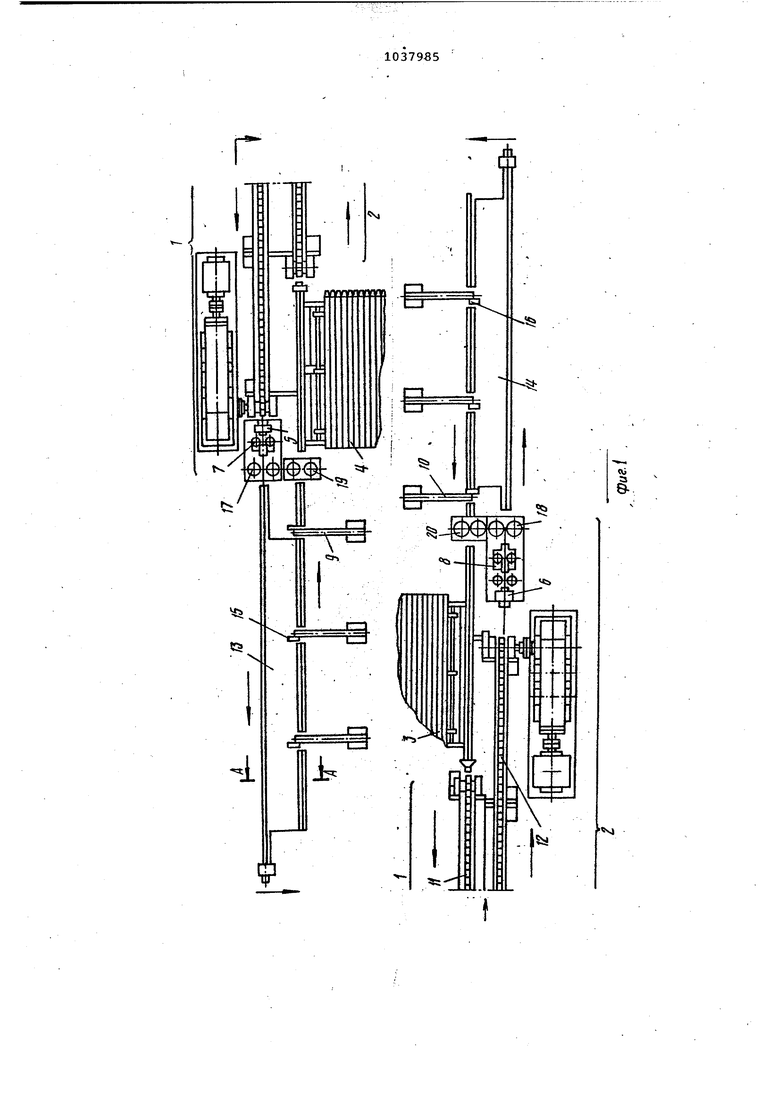
На фиг. 1 изображено устройство, общий вид/ на фиг. 2 - вид сбоку; на фиг. 3 - разрез А-А на фиг. 1.
Устройство состоит из рабочей линии 1 и установленной параллельно на расстоянии Н рабочей линии 2, направление волочения в которых противоположны.
Каждая из рабочих линий 1 и. 2 содержит приемно-разборное устройство 3 и 4, волоки 5 и б, обкатные механизмы 7 и 8, приемные столы 9 и 1р.для готовых труб, транспортеры 11 и 12 заготЬвки.
В конце каждой из рабочих линий смонтированы склизы 13 и 14 с дозаторами-задержниками 15 и 16.
Для извлечения оправок из труб име19тся роликг 17 и 18 для подачи трубы с оправкой на склиз, задающие ролики 19 и 20.
Работа устройства осуществляется следующим образом.
Перед началом работы Заготовка подается приемно-разборным устройством 3 рабочей линии 1 на ось волочения и в нее роликами 17 задается длинная оправка (не показана).
Оправка вместе с трубой транспортером 11 проталкивается через волоку 5 и обкатной механизм 7, при помощи роликов 19 извлекается из трубы и попадает на склиз 13.
Далее оправка с трубой под действием веса скользит по склизу 13 и попадает на следующую ось волочения. Задержник 15 при этом открыт (на фиг. 3 показано пунктиром).
После этого оправка подается в трубу, выдаваемую приемно-разборным устройством 4 рабочей линии 2, и при возврате в исходное положение транспортером 12 рабочей линии 2
на ней производится волочение второй трубы. По окончании волочения оправка возвращается по склизу 14 этой линии в исходное положение на рсь волочения рабочей линии 1. Далее оправка опять задается роликами 17
в трубу, выдаваемую приемно-разборным устройством 3 линии 1.
iaKHM образом, на одной и той же оправке производится волочение двух труб: одной - при прямом волрчении
(как на известных линиях), другой при возврате оправки в исходное положение.
Поскольку одна из рабочих линий распололсена по отношению к другой
под углом /3, предлагаемая машина может работать в автоматическом режиме.
Труба скатывается по склизу или сползает,без качения, когда диаметр трубы мал или она изогнута.
Угол наклона склиза у определяется из соотношения
Ч Г -2НГ2
откуда 2Н
5inp,- ts:ir ;
где U - длина рабочей линии от
приемно-разборного устройства до обкатного механиз, ма;
Н - расстояние между рабочими линиями в плане. .
Известно, что для качения yroJii fj 1,5 для скольжения jf 7/6, а так как 55 углы малы можно принять 5in(i«fb ,
.
Н
Следовательно, fb (0,05-0,2)-г .
U
/J
| название | год | авторы | номер документа |
|---|---|---|---|
| Непрерывный стан для волочения труб на длинной оправке | 1980 |
|
SU1002065A1 |
| ВОЛОЧИЛЬНЫЙ СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1972 |
|
SU435876A1 |
| Непрерывный стан для волочения труб на длинной оправке | 1977 |
|
SU1003952A1 |
| ДВУХНИТОЧНЫЙ ДЛИННООПРАВОЧНЫЙ СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ | 1991 |
|
RU2030235C1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1970 |
|
SU280417A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САМОУСТАНАВЛИВАЮЩИХСЯ ОПРАВОК | 1973 |
|
SU367924A1 |
| ВОЛОЧИЛЬНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ТРУБ, ПРЕИМУЩЕСТВЕННО КАПИЛЛЯРНЫХ | 1991 |
|
RU2030940C1 |
| Стан для волочения труб на оправке | 1976 |
|
SU655456A1 |
| Волочильный стан | 1977 |
|
SU719736A1 |
| СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ПОДВИЖНОЙ ОПРАВКЕ | 2007 |
|
RU2336964C1 |

1. УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ, включающее рабочие линии, содержащие приемно-раэборные устройства, волоки обкатные механизмы, приемные столы и передаточные транспортеры, о тличающееся тем, что, с целью повышения производительности путем исключения холостых перемещений оправки, линии установлены со встречным направлением технологического процесса, при этом вход и выход вдкшлинии непосредственно соединены передаточными транспортерами соответственно с выходом и входом другой, 2. Устройство по п. 1, о т л ичаю щееся тем, что, с целью обеспечения автоматической передачи оправок с одной линии волочения на другую, линии расположены по отношению друг к другу под углом /j 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ВОЛОЧИЛЬНЫЙ СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1972 |
|
SU435876A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
