Риа. f
Изобретение относится к установкам с внутренним центратором для сборки и прихватки деталей преимуыественно тонкостенных обечаек бол ших диаметров с дном, фланцевым кольцом и расположенным между ними опорным поясом, и ,Может быть использовано для изготовления цилиндрических ковшей сварной конструкции с применением контактной сварки.
По основному авт. ев. № 520220 известна установка с внутренним центратором для сборки и прихватки деталей, преимущественно цилиндрических обечаек ковшей ко дну и фланцу, содержащая оЛорньй стол и подвижную в осевом направлении штангу, к которой шарнйрно прикреплены раззхимные рычаги, .другим концом шарнйрно связанные с прижимными сегментами. Установка снабжена жестко прикрепленными к опорному столу кронштейнами с пазами, расположенными перпендикулярно Направлению движения штанги, в кот.орых размещены оси шарниров, прижимных сегментов, при этом прижимные сегменты снабжены кольцевыми выступами, взаимодействующими с изделием Щ
Недостатком известной установки является невозможность ее использования для сборки прихватки деталей таких как тонкостенной обечайки к съемному ковшу, имеющему опорный пояс, не обеспечивается плотное прилегание обечайки к опорному поясу .
Цель изобретения - обеспечение плотного прюхатия обечайки к опорному поясу и получение высокой проности их соединения.
Поставленная цель достигается тем, что установка с внутренним .центратором для сборки и прихватки деталей снабжена подпружиненными дополнительными сегментами с кольцевыми выступами, ке1ждый из которых установлен на соответствующем прижимном сегменте с возможностью перемещения в диаметральной плоскости, перпендикулярной к плоскост прижимного сегмента.
Кроме того, каждый прижимной сегмент снабжен планкой, а каждый дополнительный сегмент - жестко прч(крепленными к его торцовым поверхностям стойКами и пружинящими. элементами, расположенными между стойками и планкой, жестко связанной с дополнительным сегментом.
При этом пружинящие элементы выполнены в виде резиновьсх дисков.
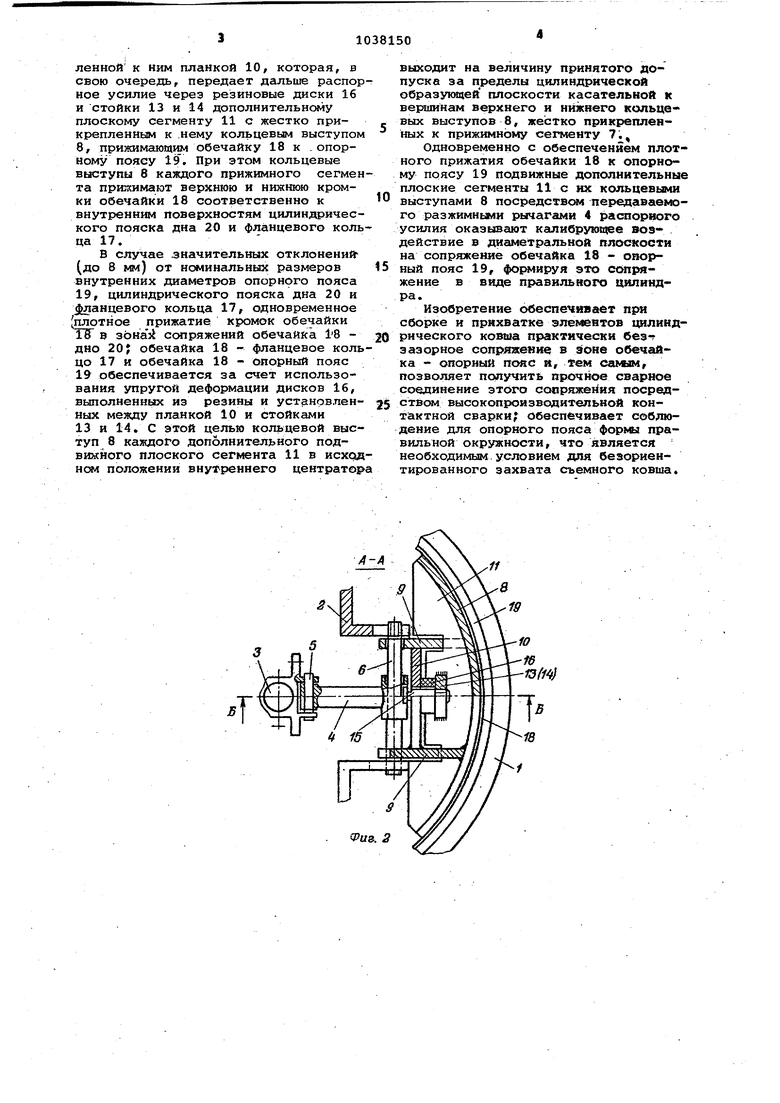
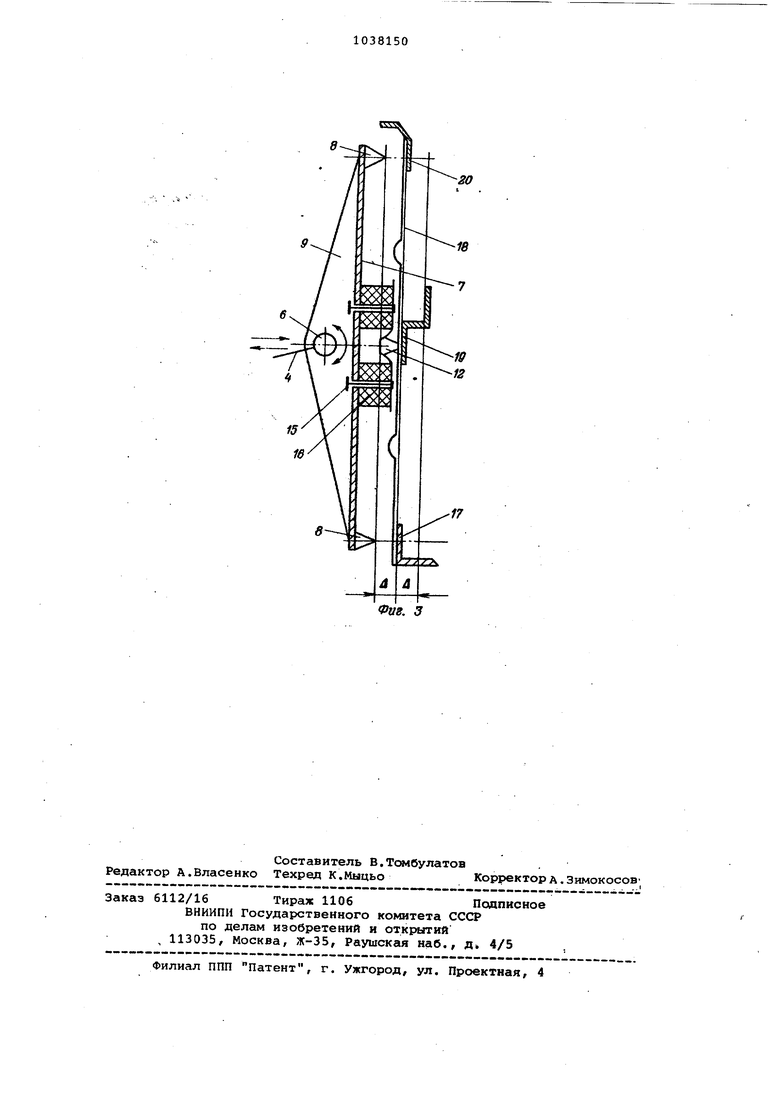
На фиг. 1 представлена предлагамая установйа, общий вид) на фиг.2 разрез А-А на фиг. 1, на фиг. 3 схема взаимодействия прижимных сегментов с обечайкой в зонах ее сопряжения с дном, опорным поясом и фланцевым кольцом.
Установка с внутренним центратором содержит опорный стол 1, кронштейны 2 с направляющими пазами. подвижную в осевом направлении штангу 3, разжимные рычаги 4, которые шарнйрно прикреплены при помощи осей 5 к концу штанги и осей б к прижимным сегментам 7, снабженным кольцевыми выступами 8,взаимодействующими с изделием.
Установка содержит четыре одинаS ковых прижимных сегмента 7, каждый из которых имеет по два вертикальных ребра 9, в отверстиях которых размещены оси 6.
Каждый из четырех одинаковых прижимных сегментов 7 снабжен планКОй 10, неподвижно связанной посредством электросварки с двумя вертикальными ребрами 9. .Вертикальные ребра 9 снабжены расположенными
5 между кольцевыми выступами 8 в.одной диаметральной плоскости поперечными пазами, в которькс помещен с возможностью перемещения дополнительный плоский сегмент 11, снабженный также медным кольцевьзм выступом 12 в виде подкладнрй пластины. К торцовым поверхностям дополнительного плоского сегмента 11 сверху и снизу жестко прикреплены посредством электросварки стойки 13 и 14,, снабженные резьбовыми отверстиями, в которые ввернуты концы пальцев 15, проходящих через сквозные отверстия в планке 10. Между стойками 13, 14 и планкой 10 помещены пружинящие элементы 16, выполненные в виде резино.вых дисков.
Установка с внутренним центратором, прижимные сегменты 7 которого, снабжены подпружиненными и подвюх$ ньми в диаметральной плоскости дополнительными плоскими сегментами 11, работает следующим образом.
В исходном положении, когда штанQ га 3 находится внизу и прижимные сегменты 7 сведены к центру, на опорный стол 1 устанавливают фланцевое кольцо 17 и обечайку 18 со свободными (неприхваченными) продольными кромками, а затем устанавливают на фиксированной высоте опорный пояс 19 и после этого ставят на обечайку 18 сверху дно 20. При включении Привода, преимущественно пневматического, штанга 3 поднимается, при этом разжимные рычаги 4 расходятся и оси шарниров б, перёмещясь в направляющих пазах в кронштейнах 2, передают распорное усилие вертикальным ребрам 9 каждого прижимного сегмента 7 с жестко прикрепленной к ним планкой 10, которая, в свою очередь, передает дальше распор ное усилие через резиновые диски 16 и стойки 13 и 14 дополнительному плоскому сегменту 11 с жестко прикрепленным к нему кольцевьм выступом 8, прижимающим обечайку 18 к .опорному поясу 19. При этом кольцевые выступы 8 каждого прижимного сегмен та прижимают верхнюю и нижнюю кромки обечайки 18 соответственно к внутренним поверхностям цилиндрического пояска дна 20 и фланцевого коль ца 17. В случае .значительных отклонений(до 8 мм) от номинальных размеров внутренних диаметров опорного пояса 19, цилиндрического пояска дна 20 и ранцевого кольца 17, одновременное (плотное прижатие кромок обечайки 18в зонай сопряжений обечайка 18 дно 20; обечайка 18 - фланцевое коль цо 17 и обечайка 18 - опорный пояс 19обеспечивается за счет использования упругой деформации дисков 16, выполненных из резины и установленных между планкой 10 и стойками 13 и 14. С этой целью кольцевой выступ 8 каждого дополнительного подвижного плоского сегмента 11 в исхсда нсзм положении внутреннего центратор выходит на величину принятого допуска за пределы цилиндрической образукицей плоскости касательной к вершинам верхнего и нижнего кольцевых выступов 8, жестко прикрепленных к прижимному сегменту 7., Одновременно с обеспечением плотного прижатия обечайки 18 к опорному поясу 19 подвижные дополнительные плоские сегменты 11 с их кольцевыми выступами 8 посредствсмя передаваемого разжимными рычагами 4 распорного усилия оказывают калибрующее воздействие в диаметральной плоскости на сопряжение обечайка 18 - ойорный пояс 19, формируя это ссятряжение в виде правильнохч) цилиндра. Изобретение обеспечивает при сборке и прихватке элементов цилиндрического ковша практически безт зазорное сопряжение в зоне обечайка - опорный пояс и, ем самом, позволяет получить прочное сварное соединение этого сосряже ия посредствсял высокопроизводительной контактной сварки Обеспечивает соблюдение для опорного пояса форь« правильной окружности, что является необходимым условием для безориентированного захвата съемного ковша.
| название | год | авторы | номер документа |
|---|---|---|---|
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| Стенд для сборки кольцевых стыков обечаек | 1985 |
|
SU1296346A1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| Центратор для сборки под сварку кольцевых швов | 1990 |
|
SU1770109A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И ТОЧЕЧНОЙ СВАРКИ ФИЛЬТРА ЗАДЕРЖКИ КАТАЛИЗАТОРА | 1997 |
|
RU2113953C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| Внутреннее устройство для сборки под сварку кольцевых стыков обечаек | 1982 |
|
SU1079393A1 |
| Установка для сборки и сварки обечаек из сегментов | 1988 |
|
SU1816255A3 |
| Внутренний центратор для сборки под сварку кольцевых стыков | 1990 |
|
SU1756088A1 |
УСТАНОВКА С ВНУТРЕННИМ ЦЕНТРАТОРОМ ДЛЯ СБОРКИ И ПРИХВАТКИ ДЕТАЛЕЙ ПО авт.св. 520220, отличающаяся тем, что, с целью обеспечения плотного прижатия обечайки к опорному поясу съемного ковша , и получения высокой прочности их соединения, установка снабжена прижимньлми дополнительньош сегментами с кольцевыми выступами, каждый из которых установлен на соответствуюадем прижимном сегменте с возможностью перемещения в диаметральной плоскости, перпендикулярной к плоскости прижимного сегмента. 2.Установка по п. 1, отличающаяся тем,что, ксикдый прижимной сегмент снабжен планкой, а каждый дополнительный сегмент жестко прикрепленными к его торцовым поверхностям стойками и пружинящими элементами,расположенными между стой ками и планкой, жестко связанной с дополнительньм сегментом. 3.Установка по пп. 1 и 2, о т (Л личающаяся тем, что пружинящие элементы выполнены в виде резиновых дисков.
/1-А
11
8
17
Фиг. 3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка с внутренним центратором для сборки и прихватки деталей | 1975 |
|
SU520220A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
