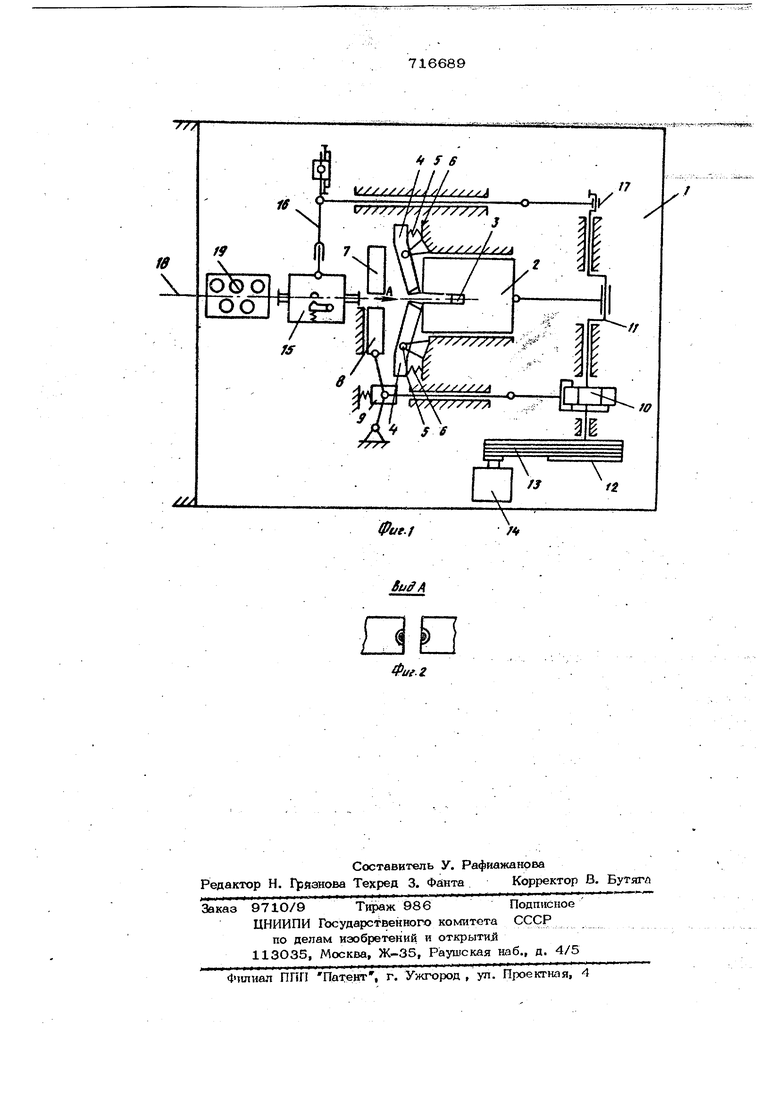
I, Предлаг-аемое иэ5бретение относится к кузнечно-jipeccoBOMy оборудовавдпо в частности , к. оборудсвакшо для производства гвоздей. Известен проволоШс -гвозд1шьный автомат состояший из размешедщых на стакине и кинематически связанных между собЬй ме5 :анизмоз правки, подачи И зажима проволоки, меканйзма отрезки я заострений, выполненного в виде ножей, симметрично расположенных относитёлько оси высадки, и механизма высаДки головки гвоэдя, выполненного в виде ползуна, смонтировагшого на станине с воэможностью качания. Особенностью этого автомата являетс применение в нем кулисно-эксцентриковог привода высадочного ползуна, позволяющего сократить ход ползуна на 60% LIJ Однако применение куписно-эксцентри кового механизма значительно усложнило привод, добавились дополнительные шарнирньгс соединений и кулисно-рычажные звенья, которые в процессе работы будут являться интенсивными источниками шума. Цель изобретения - упрощение конструкции автомата. Эта цель достигается тем, что механизмы отрезки, заострения и высадки совмещены и выполнены в виде качающихся ножей, симметрично установле ных на станине относительно оси вьюадки с возможностью взаимодействия с ползуном, по оси вьгсадки которого выполнен паз, кроме того, на боковой поверхности ножей выполнена насечка. На фиг. 1 приведэна кинематическая схема} на фиг. 2 - вид А на фиг. 1. Автомат состоит из станины 1, в которой размещен ползун 2, имеющий uettтральный паз 3, несколько превышающий по своей длине длину гвоздя, получаемого на данном автомате. Своей передней торцевой частью ползун 2 постоянно контактирует с двумя качающимися высадочными ножами 4, которые посажены на оси 5 и пбЯпрркинены пр;узд;внами 6. Перед отрезными ножами-пуансонами и расположены неподвижная 7 и йодвижна 8 залимные полуматриды. Полуматртща 8 череда рычажную систему 9, эксцентприк Ю получает возвратно-поступательно двтШеИйё 6т кбленчатого вала 11, кото рый через муфту 12, клшю реме иную; п& редачу 13 получает вращатеЛьнюГдШ1жё« ние от электродвигателя 14. . Перед зажимными полуматрицами смо1 Т ирована клещевая подача 15, получающая привод через рычажную систему 16, эксцентрик 17 от копенвала 11. Для правки подаваемой проволоки 18 используется правильное устройство 19. Работа автомата происходит следую-, щим обрасэом. Проволока 18 подается через правильные ролики 19, подачу 15, полуматрицы 7, 8 и отрезные ножи 4 на некоторую величину. Автомат включается на автоматически режим работы. От электродвигателя 14 через клино- ремённую передачу 13, 12 колен вал Г1 сообщается возвратно-поступа тельное движение ползуну 2. При движении ползуна 2 В 1ёред полу- матрицы 7, 8 зажимают проволоку; ножи-пуансоны 4, постоянно Контактирую щие с прлзуном 2, смыкаясь, отрезают излишек проволоки и высаживают головку изделия. При ходе ползуна 2 назад дож пуансоны 4 пружинами 6 возвращаются в исходное положение, отделяя при этом отрезанную часть проволоки, которйя удаляется через паз 3 ползуна 2, полуматрицы 7, S размыкаются и подачей 15 подается проволока с уже высажен716689ной головкой в центральный паз 3 ползуч на 2. Далее цикл повторяется и тхэтовое изделие удаляется через центральный паз 3 ползуна 2 в тару. Предложенная схема автомата с со&мещением механизмов отрезки, заострения и высадки выгголненных в виде подвижно Закрепленных качающихся ножей, постоянно контактирующих с ползуном, и включением механизма переноса (цангового зажима) с приводом позволит намного упростить конструкишо. Формула изобретения. 1. Автомат для изготовления гвоздей, содержащий размещенные на станине и кинематически связанные между собой механизмы правки, Ьодачн и зажима проволоки, механизм отрезки и заострения заготовки, срдержащий ножи, симметрично расположенные относительно оси высадки, и механизм вьюадки толовки гвоздя, выполненный в виде ползуна, смонтированного ва станине с возможнос- тью качания, отличающийся тем, что, с целые упрощения конструкции, механизмы высадки, отрезки и заостре- пия совмещены и выполнены в виде качающихся ножей, симметрично установленных на станине относительно оси высадки с возможностью взаимодействия с ползуном, по оси высадки которого выполнен паз. 2. Автомат по п. 1, о т л и ч а ю щ и и с я тем,,ИХ) на боковой поверхности ножей Выполнена насечка. Источники информации, принятые Во внимание при экспертизе 1. Авторское свидетельство СССР № 512843, кл. В 21 G 3/12, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления гвоздей | 1978 |
|
SU716690A1 |
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
| АВТОМАТ ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЙ | 1974 |
|
SU376989A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| Одноударный автомат для высадки гвоздей | 1982 |
|
SU1050793A1 |
| Гвоздильный автомат | 1981 |
|
SU988432A1 |
| Гвоздильный автомат | 1980 |
|
SU971552A1 |
| Обжимной автомат | 1986 |
|
SU1378998A1 |
| Автомат для изготовления гвоздей | 1980 |
|
SU961831A1 |
| Двухударный однопозиционный автомат для холодной высадки деталей стержневого типа | 1982 |
|
SU1084102A1 |