Изобретение относится к автоматизации технологических процессов в машиностроении.
Известно загрузочно-разгрузочное устройство к, металлорежущему станку, содержащее устройства для подвода заготовок и отвода изделий, расположенные одно над другим, подъемник с захватом и отсекатель 1.
Недостатком известного устройства является сложность конструкции передачи заготовок с захватов в металлорежущий станок и изделий со станка.
Цель изобретения - упрощение конструкции и увеличение надежности работы устройства.
Поставленная цель достигается тем, что загрузочно-разгрузочное устройство к металлорежущему станку, содержащее устройства для подвода заготовок и отвода изделий, расположенные одно над другим, подъемник с захватом и отсекатель, снабжено механизмом для съема изделий со станка и заготовок с подъемника, а захват подъемника выполнен в виде двух вильчатых схватов, расстояние между которыми по высоте равно расстоянию между устройствами для подвода заготовок и отвода изделий. Верхний схват смонтирован с возможностью взаимодействия с механизмом для съема заготовок, а нижний схват с отсекателем.
На чертеже изображено загрузочно-разгрузочное устройство к металлорежущему станку.
Загрузочно-разгрузочное устройство к металлорежущему станку содержит каркас 1, на основании которого друг под другом установлены устройства 2 для подвода заготовок 3 и устройства 4 для отвода из-, делий 5, выполненные в виде роликовых конвейеров с принудительным вращением роликов 6 и снабженных разделителями 7, исключающими соударение транспортируемых заготовок 3 и изделий 5. Устройство снабжено также направляющими 8 для каретки подъемника 9 с захватом 10, выполненным в виде вильчатых схватов 11 и 12. На основании каркаса 1 установлен отсекатель 13, выполненный в виде двух наклонных пластин, предназначенный для съема изделий 5 со схвата 12 и передачи его на устройство 4 для отвода изделий. В верхней
части каркаса 1 расположен механизм съема 14 изделий 5, установленный в зоне действия автооператора 15 с захватом 16. Механизм съема 14 состоит из стойки 17, на осях 18
которой установлены рельсы 19 с Откидными наконечниками 20, силового цилиндра 21 распределителя 22. Привод каретки подъемника 9 выполнен в виде цепной передачи 23, редуктора 24 и двигателя 25.
Устройство работает следующим образом,
Заготовка 3 поступает в зону загрузки по устройству 2 для подвода заготовок. Каретка подъемника находится в нижнем положении. При включении станка включается двигатель 25 и через редуктор 24 и цепную
передачу 23 каретка подъемника 9 перемещается вверх и схватом 11 снимает заготовку 3 и переносит ее вверх. При этом заготовка 3, взаимодействуя с наконечником 20 механизма съема 14, откидывает его вверх и при прохождении заготовки 3
0 наконечник 20 опускается в исходное состояние, а схват 12 останавливается у наклонного в его сторону механизма съема 14. Захват 16 автооператора 15 раскрывается и изделие 5 по рельсам 19 и наконечнику 20 скатывается в схват 12. Распределитель 22
5 переключается, и рельсы 19 с наконечником 20 силовым цилиндром 21 наклоняются в сторону схвата 11.
Каретка подъемника 9 опускается. Заготовка 3 снимается механизмом съема 14 со схвата 11 и по наконечнику 20, 19 перекатывается в захват 16 автооператора 15, а при дальнейщем движении вниз каретки подъемника 9 изделие 5 снимается отсекателем 13 со схвата 12 и перекатывается в устройство 4 для отвода изделий 5.
Распределитель 22 переключается, и рельсы 19 с наконечником 20 силовым цилиндром 21 наклоняются в обратную сторону. Автооператор 15 передает заготовку 3 на линию центров металлорежущего станка, где она зажимается, обраба±ывается, и изделие выносится захватом 16 автооператора 15 к механизму съема 14. Затем цикл повторяется.
Предложенное конструктивное выполнение устройства упрощает загрузку металлорежущего станка заготовками и увеличивает надежность его работы.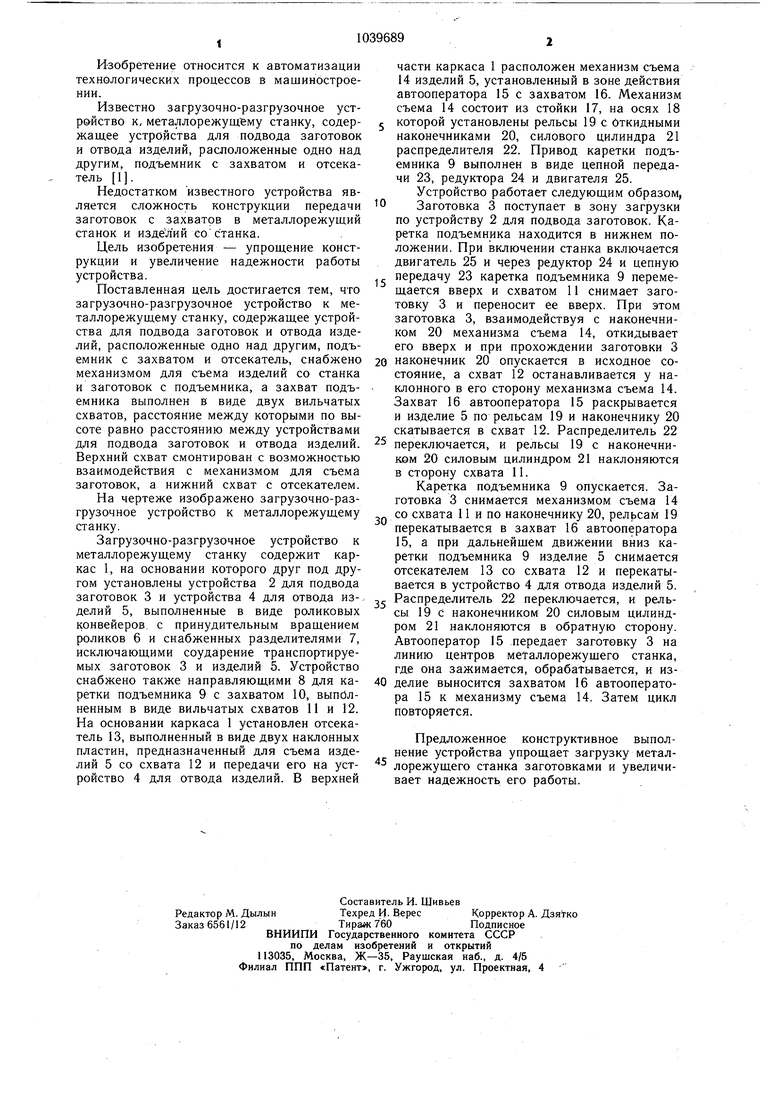
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1189659A1 |
| СТЕНД ДЛЯ СБОРКИ ПУЧКА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1990 |
|
SU1748381A1 |
| Способ разделения деталей от заготовок в автоматической линии | 1984 |
|
SU1348143A1 |
| Печь для нагрева заготовок | 1976 |
|
SU600194A1 |
| Автооператор | 1975 |
|
SU550270A1 |
| Гибкий производственный модуль | 1987 |
|
SU1541017A1 |
ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО К МЕТАЛЛОРЕЖУЩЕМУ СТАНКУ, содержащее устройства для поД вода заготовок и отвода изделий, расположенные одно над другим, подъемник с захватом и отсекатель, отличающееся тем, что, с целью упрощения конструкции и увеличения надежности устройства, оно снабжено механизмом для сЪема изделий со станка и заготовок с подъемника, а захват подъемника выполнен в виде двух вильчатых схватов, расстояние между которыми по высоте равно расстоянию между устройствами для подвода заготовок и отвода изделий, причем верхний схват смонтирован с возможностью взаимодействия с механизмом для съема заготовок, а нижний схват с отсекателем.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Загрузочно-разгрузочное устройство к токарному станку | 1976 |
|
SU621539A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
