1
Изобретение относится к машиностроению и может быть использовано при создании автоматических линий.
Цель изобретения - повышение производительности труда.
На фиг. 1 представлена автоматическая линия, вид в плане; на фиг. 2 -- вид А на фиг. 1 .
Автоматическая линия для обработки валов содержит параллельно работающее металлорежущие станки 1, порталы 2, транспортную систему 3 и систему 4 управления линией. Порталы 2 имеют подвижную каретку 5 автооператора, снабженную двуруким захватом 6 и датчиками 7 и 8 соответственно загрузочного и разгрузочного положений каретки 5, расположенных над приводным транспортером 9, причем датчик 8 раз- грузочного положения установлен со смещением относительно датчика 7 загрузочного положения. Транспортная система линии включает приводной транспортер 9, столы-спутники 10 и от- секатели 11. Отсекатели 11 установлены на транспортере 9 в зонах действия захватов 6 портальных автооператоров. Столы-спутники 10, перемещающиеся по транспортеру 9, содержат две призмы, на которых ус- танавпивается либо заготовка 12, либо обработанная деталь 13. Кроме того, на транспортере установлены бесконтактные датчики 14 наличия заготовок и датчики 15, определяющие наличие стола-спутника 10 на позиции загрузки станка.
Автоматическая линия работает следующим образом.
Заготовка 12 на столе-спутнике 10 подается по транспортеру 9 на от- секатель 11 первого станка, на котором в это время производится обработка другой заготовки. После окончания обработки первая рука захвата 6 портального автооператора со станка 1 обработанную деталь 13, а вторая рука устанавливает новую заготовку.
Каретка 5 перемещается до срабатывания датчика 7, После остановки каретки 5 вторая рука захвата 6 забирает заготовку 12 со стола-спутника 10, затем каретка 5 перемещается вправо до срабатывания датчика 8 и первая рука захвата 6 укладывает обработанную деталь 13 на стол-спутник 10.
1432
Б результате последнего перемещения каретки 5 обработанная деталь 13 получает осевое смещение относительно приводного транспортера 9 в сравнении с положением заготовки 12 на приводном рольганге 9. Бесконтактный датчик 14 выставлен на рольганге таким образом, что реагирует на полученное обработанной деталью 13 смещение и, соответственно, регистрирует только обработанные детали.
По команде, полученной от датчика 14, отсекатель 11 пропускает стол спутник 10 с обработанной деталью 13 дальше по транспортеру 9. При прохождении стола-спутника, мимо загрузочных позиций последующих станков на каждой позиции срабатывает датчик 14 и отсекатели 11 беспрепятственно пропускают стол-спутник 10 с обработанной деталью 13 до конца рольганга, где готовая деталь снимается со стола-спутника 10 и укладывается в тару. При образовании задела из заготовок 12 на отсекателе 11 первого станка равномерная загрузка всех параллельно работающих станков осуществляется системой 4 управления линией. Получив сигнал датчика 15 об отсутствии стола-спутника 10 на загрузочной позиции одного из станков, система 4 управления линией выдает команду на отсекатель 11 первого станка. По этой команде отсекатель 11 пропускает один стол- спутник 10 с заготовкой 12 до от- секателя незагруженного станка. В случае если не загружены два станка, то первым загружается станок, стоящи последним по ходу движения столов- спутников. Таким образом образуются заделы из заготовок на каждом из параллельно работающих станков.
Формула изобретения
Способ разделения деталей от заготовок в автоматической линии с параллельно работающими станками и транспортной системой, снабженной одно- поточным транспортером, автооператорами, смонтированными на подвижной каретке, и датчиками, отличающийся тем, что, с целью увеличения производительности труда, различение деталей от заготовок проиходит по величине поперечного смещения деталей на транспортере, ре313А81434
гистрируемой путевым датчиком, при автооператора смещено от загрузоч- этом разгрузочное положение каретки ного положения на указанную величину.
Редактор А. Огар
Составитель А. Логвинов
Техред Л.Олийнык Корректор И. Муска
Заказ 5152/14Тираж 785Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4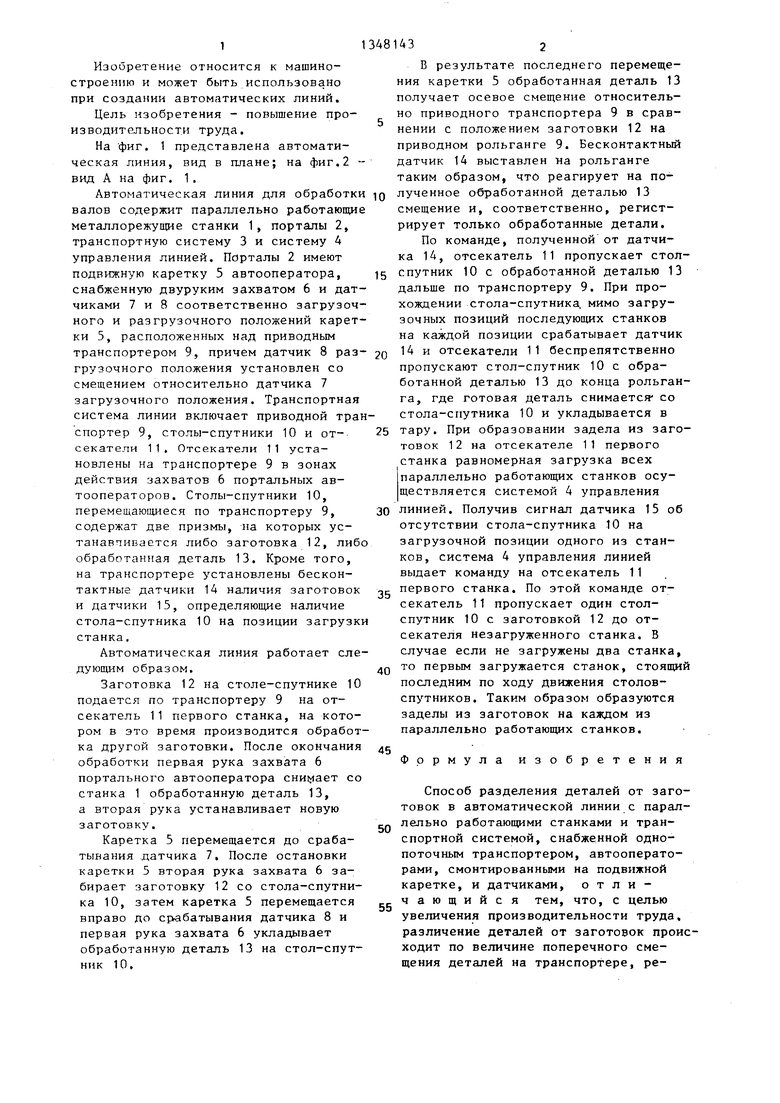
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкая автоматическая линия | 1989 |
|
SU1662808A1 |
| Транспортное устройство автоматической линии | 1981 |
|
SU1024233A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Автоматическая переналаживаемая ли-Ния | 1979 |
|
SU837771A1 |
| Автоматическая линия для обработки деталей типа дисков | 1973 |
|
SU459324A1 |
| Автоматическая линия для механической обработки деталей типа валов | 1990 |
|
SU1791099A1 |
| Гибкий производственный комплекс | 1985 |
|
SU1349970A1 |
| Автоматическая линия для обработки деталей типа валов | 1984 |
|
SU1250442A1 |

Изобретение относится к машиностроению и может быть использовано при создании автоматических линий. Целью изобретения является повышение надежности работы автоматической линии. Заготовка 12 на столе-спутнике 10 подается по транспортеру 9 на отсекатель 11 первого станка, затем Вид А первая рука захвата 6 снимает со станка 1 деталь 13, а вторая рука устанавливает новую заготовку. Каретка 5 перемещается до срабатывания датчика 7. После остановки каретки 5 вторая рука захвата 6 забирает заго- товку 12 со стола-спутника 10, затем каретка перемещается до срабатывания разгрузочного датчика 8 и первая рука захвата 6 укладывает деталь 13 на стол-спутник 10. В результате смещения каретки 5 обработанная деталь 13 получает осевое смещение относительно приводного транспортера 9 р сравнении с положением заготовки 12 на транспортере. Датчик 14 выставлен та- с КИМ образом, что реагирует на смещение детали 13 и регистрирует только обработанные детали. 2 ил. (Л повернуто СО Nt; 00 оо Фиг. 2
| Автоматическая линия для обработки деталей типа валов | 1984 |
|
SU1250442A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
