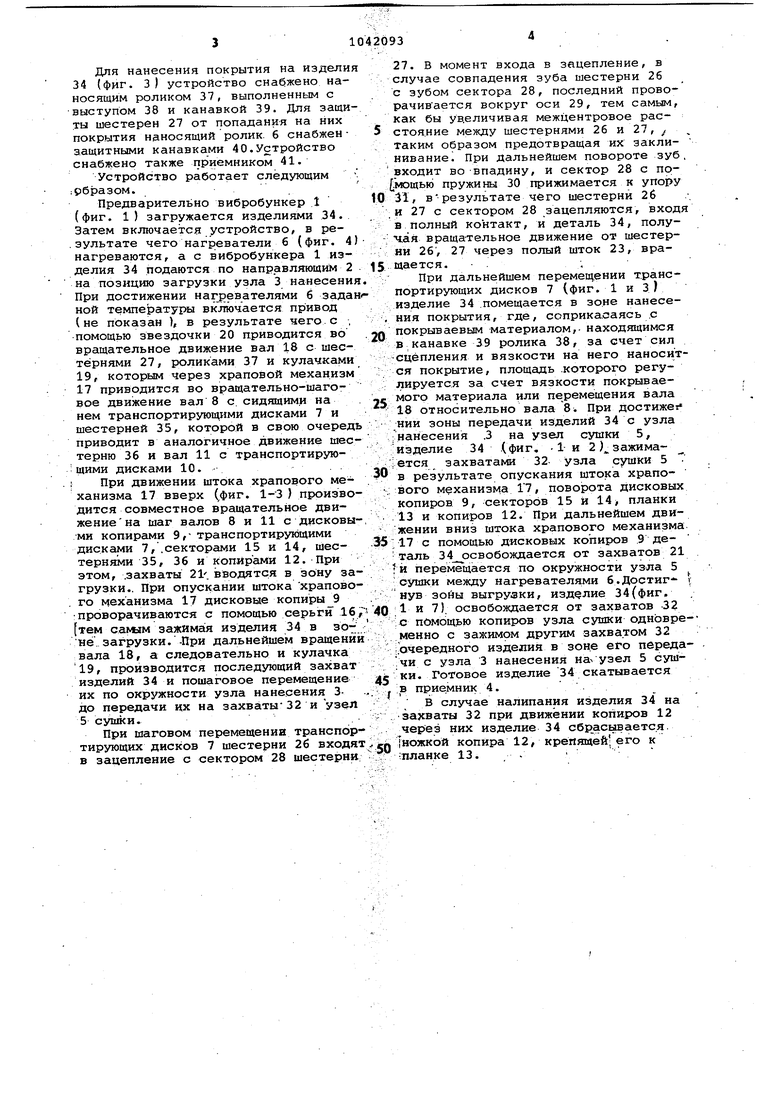
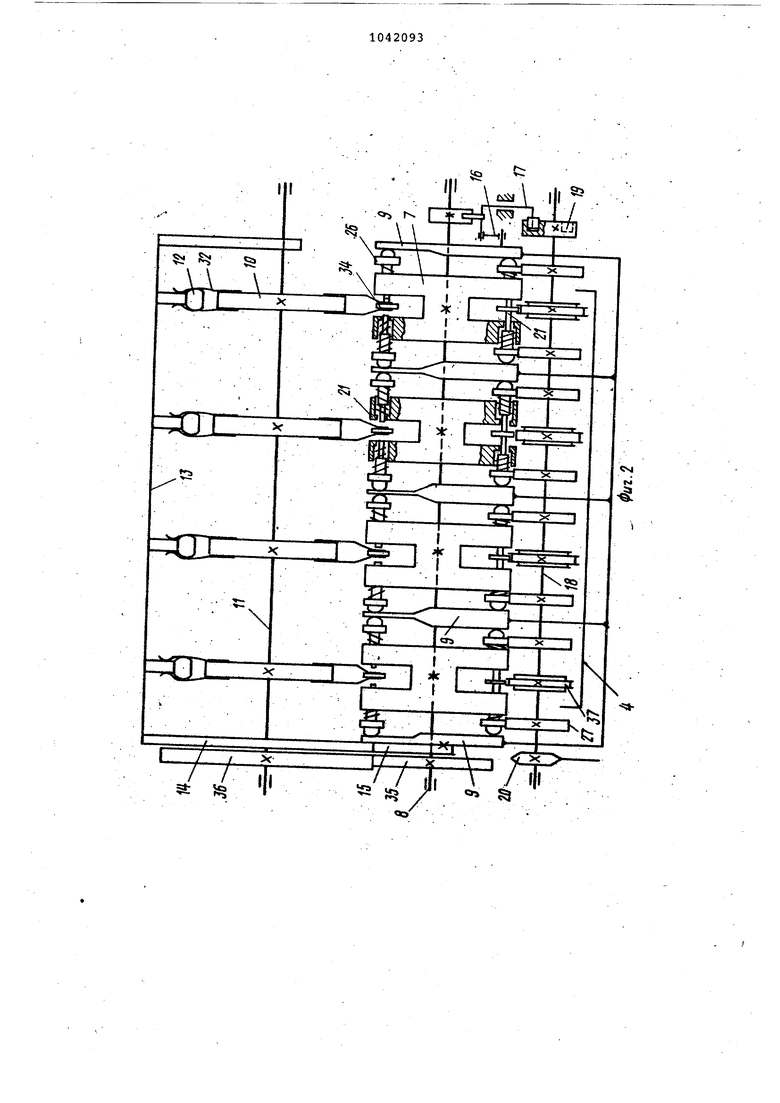
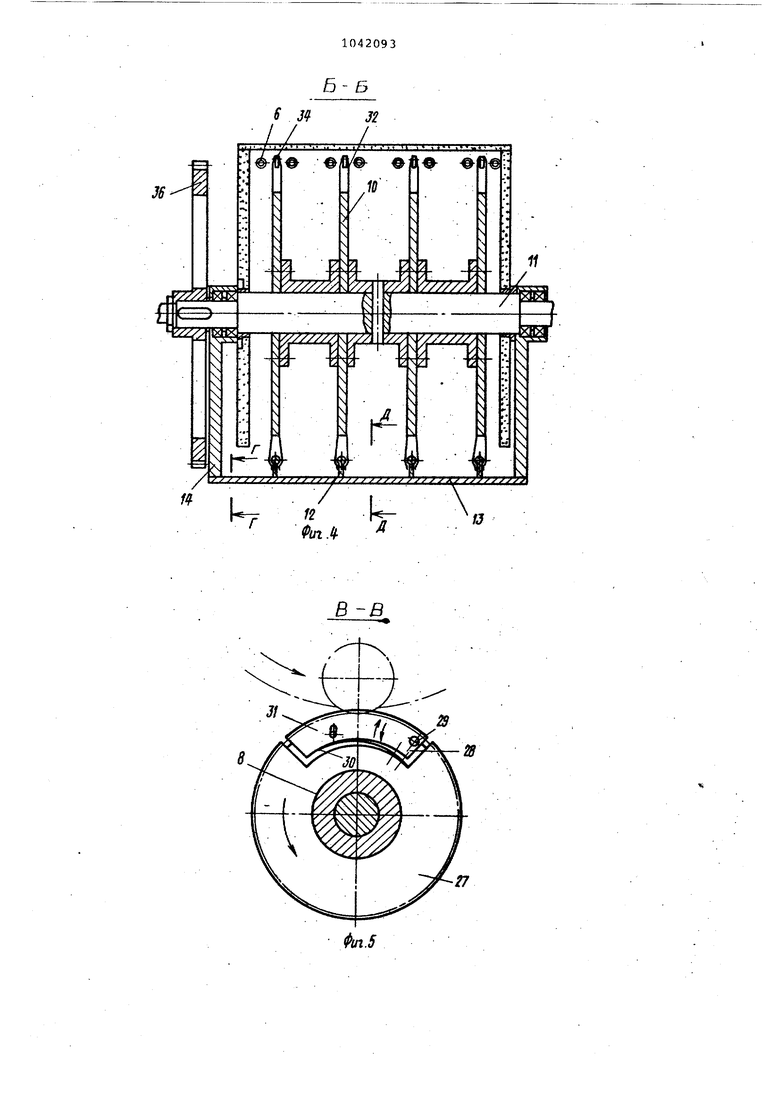
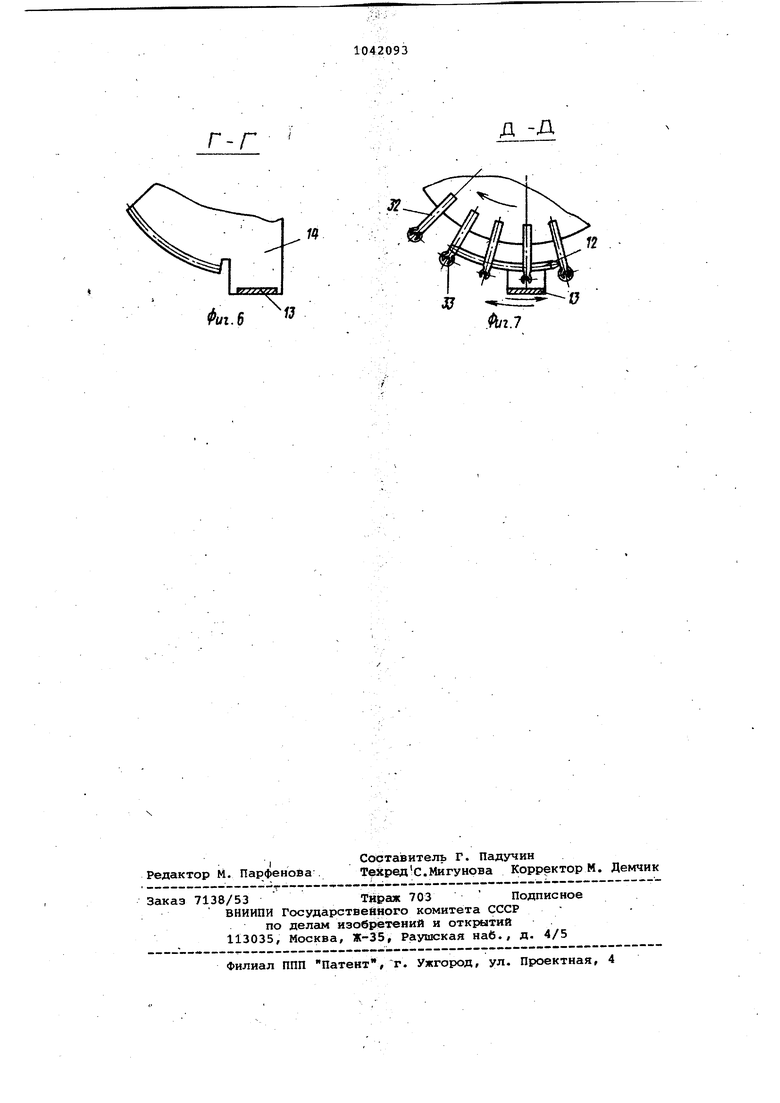
Изобретение относится к. производ ству электротехнических изделий и может быть использовано при производстве керамических конденсаторов. Известно устройство для нанесения покрытия на изделия, содержащее привод и связанные с ним узел нанесения - и узел сушки с нагревателями, снабженные, транспортирующими механизмами которые выполнены в виде н абора транспортирующих дисков с захватами закрепленных жестко на валах транс ортирующего механизма, и набора дисковых копиров, свободно насаженны на этих валах, ггричем дисковые копиры узла сушки кинематически свя.заны с привояныг.1 механизмом и с дисковыми копирами механизма нанесения с возможностью качательного поворота дисковых копиров. При этом, транспортирующие диски узла -нанесения расположены попарно, а их захваты выполнены в виде подпружиненных стержней, установленных в дисках с возможностью вращательного и возврат ногпоступательного. перемещения и взаимодействия с дисковыми копирами причем захваты транспортирующих дисiloB узла сушки выполнены-, в виде упругих пластин, снабженных штырями,, имеющими возможность взаимодействия с дисковыми копирами узла сушки, а нагреватели для сушки установлены на его дисковых копирах и по периферии узла сушки между транспортирующими дисками l . Недос.татком этого устройства является низкое качество нанесения покрытия из-за нестабильного контакта изделия с наносящим покрытие-фоликом. Цель изобретения - улучшение качества покрытия. Для достижения цели в устройстве для нанесения покрытия на круглые плоские изделия, содержащем связан. ные с приводным механизмом уз.ел нанесения покрытия с закрепленными на его валу наносящими роликами и узел сушки с нагревателями, снабженные транспортирующими механизмами в виде набора дисков с захватами и набора дисковых копиров, узел нанесения покрытия снабжен шестернями, установленными с возможностью зацепления . на захватс1Х его транспортирующего механизма и на валу между наносящими роликами, а дисковые копиры узла сушки выполнены в в.иде цилиндрически криволинейных - стержней и установлены с возможностью захода между захваа тами его транспортирующего механизма причем шестерни узла нанесения покры тия, установленные на его валу, снаб жены подпружиненными зубчатыми секто рами, установленными на периферии этих шестерен, а в захватах транспортирующего механизма узла сушки вы полнены пазы для размещения захватов транспортирующего механизма узла нанесения покрытия. На фиг. 1| изображена кинематическая схема усТройства; на фиг. 2 то ке,разрез| на фиг.З - сечение А-А на фиг.1; на фиг. 4 - сечение Б-Б на фиг. 1 ; на ф|иг. 5 -сепение В-В- на фиг. 3 ; на фиг. б - сечение Г-Г на фиг. 4 ; на фиг..7 - сечение Д-Д на фиг. 4. Устройство (фиг, 4 I содержит вибробункер 1 с жестко связанными с ним направляпощими 2 в виде закрытых желобов ,. каждый, из которых на своем конце имеет паз и фиксирующую пружину (не показаны Ь а также узел 3 нанесения покрытия с ванной 4, узел 5 сушки с нагревателями 6 (фиг. 4). Транспортирующий механизм узла 3 нанесения выполнен в виде Набора дис ковых копиров 9, свободно насаженных на валу 8. Транспортирующий механизм узла сушки 5 выполнен в виде набора транспортирующих дисков 10 (.фиг. 2 и ,4), жестко, закрепленных на валу 11, и набора копиров 12, выполненных в виде цилиндриче.ского стержня и жестко закрепленных на планке 13, в свою очередь жестко связанной с зубчатым сектором. 14, свободно сидящим на валу 11. Копиры 12 узла 5 сушки кинематически -связаны с приводом (не показано ) через зубчатый сектор 15, через серьгу 16 и храповой механизм 17, сидящими на валу 18, с кулачком 19 и звездочкой 20 (фиг. 2Ь Захваты 21 транспортирующего механизма узла 3 нанесения выполнены в виде стержней, подпружиненных пружинами 22 (фиг. 3, размещенными в полых штоках 23, с возможностью возвратно-поступательного движения. Штоки 23 свободно вставлены в стаканы 24 и подпружинены пружинами 25. На штоки 23 жестко наса.жены шесте.рни 26 с вдзможностью кинематической связи с шестернями 27, насаженными жестко на вал)18. Шестерня 27 (фиг. 5) имеет на периферии паз и выполнена из двух частей; одна из. которых выполнена, например, в виде сектора 28 и насажена с зазорами с возможностью качательного движения на ось 29, связаннэто жестко со второй частью шестерни27. Сектор 28 шестерни 27 подпружинен пружиной 30,а шестерня 27 снабжена упороМ 31. Захваты транспортирующего механизма узла сушки 5 выполнены в виде упругих пластин 32 с открытым пазом 33 (фиг. 7) для ввода и размещения в нем захвад-а 21 узла 3 нанесения . Для перемещения изделий 34 (4иг. 1-4 )внутри узлов 3 и 5 и передачи их 3 на узел 5 на вал 8. жестко насажена шестерня 35, кинематически связанная с шестерней 36,жестко насаженной на вал11 (фиг. 2 и 4).
Для нанесения покрытия на изделия 34 (фиг. З) устройство снабжено наносящим роликом 37, выполненным с
выступом 38 и канавкой 39. Для защиты шестерен 27 от попадания на них покрытия наносящий ролик. 6 снабжензащитными канавками 40.Устройство снабжено также приемником 41.
Устройство работает следующим :рбразом.
Предварительно вибробункер t (фиг. 1) загружается изделиями 34. Затем включается устройство, в ре.зультате чего нагреватели б (фиг. 4) нагреваются, а с вибробункера 1 изделия 34 подаются по направляющим 2 на позицию загрузки узла 3 нанесения При достижении нагревателями б заданной температуры включается привод ( не показан ), в результате чего, с , помощью звездочки 20 приводится во вращательное движение вал 18 с шестернями 27, роликами 37 и кулачками 19, которым через храповой механизм 17 приводится во вращательно-шаговое движение вал 8 с сидящими на нем транспортирующими дисками 7 и шестерней 35, которой в свою очередь приводит в аналогичное движение шестерню 36 и вал 11 с транспортируюiщими дисками 10.
; При движении штока храпового механизма 17 вверх (фиг. 1-3 ) производится совместное вращательное движение на шаг валов 8 и 11 с дисковыми копирами 9,-транспортирующими дисками 7, .секторами 15 и 14, шеетернями 35, 36 и копирами 12.-При этом, .захваты 21. вводятся в зону загрузки.. При опускании штока храпового механизма 17 дисковые копиры 9
:проворачиваются с помощью серый 16,
тем зажяма я изделия 34 в зо не загрузки. -При дальнейшем вращении вала 18, а следовательно и кулачка
19, производится последующий захват изделий 34 и пошаговое перемещение их по окружности узла нанесения 3до передачи их на захваты32 и узел 5 сушки.
При шаговом перемещении транспортирующих дисков 7 шестерни 26 входят в зацепление с сектором 28 шестерни
27. В момент входа в зацепление, в случае совпадения зуба шестерни 26 с зубом сектора 28, последний проворачивается вокруг оси 29, тем самым, как бы ув.еличивая межцентровое расстояние между шестернями 26 и 27, , таким образом предотвращая их заклинизание. При дальнейшем повороте зуб, входит во впадину, и сектор 28 с помощью пружины 30 прижимается к упору 31, врезультате чего шестерни 26 и 27 с сектором 28 зацепляются, входя в полный контакт, и деталь 34, полуая вращательное движение от шестерни 26, 27 через по.пый шток 23, враается. ..
При дальнейшем перемещении транспортирующих дисков 7 (фиг. 1 и З) изделие 34 .помещается в зоне нанесения покрытия, где, соприкасаясь с покрываевым материалом,- находящимся в канавке 39 ролика 38, за счет сил сцепления и вязкости на него наносится покрытие, площадь .которого регуируется за счет вязкости покрываеого материала или перемещения вала 18 относительно вала 8. При достижат НИИ зоны передачи изделий 34 с узла нанесения .3 на узел сушки 5, зделие 34 (фиг, -1 и 2) зажимается захватами 32 узла сушки 5 в результате опускания штока храпового механизма 17, поворота дисковых копиров 9, секторов 15 и 14 планки 13 и копиров 12. При дальнейшем движении вниз штока храпового механизма 17 с помощью дисковых копиров .9 деталь 34 рсвобождается от захватов 21
и перемещается по окружности узла 5 сушки между нагревателями Б.Достиг- v нув зоны выгруаки, изделие 34(фиг. 1 и 7) освобождается от захватов -32 с помощ.ью копиров узла сушки одновре-менно с зажимом другим захватом 32
очередного изделия в зоне его передачи с узла 3 нанесения нa узел 5 сушки. Готовое изделие 34 скатывается приемник 4. .
В случае налипания изделия 34 на захваты 32 при движении копиров 12
через них изделие 34 сбрасываетс.я.
ножкой копира 12, крепящей его к планке 13. СЧ|Csl
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытия на круглые плоские изделия | 1979 |
|
SU871245A1 |
| Устройство для нанесения покрытия на заготовки конденсаторов | 1987 |
|
SU1499412A1 |
| Устройство для нанесения покрытий на заготовки конденсаторов | 1985 |
|
SU1247958A1 |
| Устройство для нанесения металлосодержащей пасты на торцы плоских заготовок,преимущественно керамических конденсаторов | 1981 |
|
SU991524A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ЗАГОТОВОК СТЕКЛОКЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ РАДИОДЕТАЛЕЙ | 1989 |
|
SU1820573A1 |
| Автомат для крепления деталей на проводник | 1982 |
|
SU1027293A1 |
| АВТОМАТ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ДЕТАЛИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1970 |
|
SU269082A1 |
| Устройство для нанесения металлосодержащей пасты на керамические заготовки конденсаторов | 1990 |
|
SU1721650A1 |
| Устройство для нанесения покрытий на изделия из стекла | 1988 |
|
SU1604768A1 |
| Автомат для отгибки зацепов пружин растяжения | 1989 |
|
SU1641491A1 |

7/ Hi
st 1
5J
в-а ---К.
Г-Г
д -д
