Изобретение относится к области машиностроения и может быть использовано в многопоточных автоматических линиях механической обработки деталей типа тел вращения. По основному авт. св. № 677881 известно транспортное устройство автоматической линии с параллельно работающими станками, содержащее одноручьевой конвейер с позициями для заготовок, выполненный в виде призм, и перегружатели, установленные у каждого станка, причем каждая позиция конвейера оснащена дополнительной призмой для размещения изделия. Перегружатель каждого станка выполнен в виде двухпозиционного подъемника и установленнрго под ним с возможностью возвратно-постунательного перемещения в направлении, параллельном транспортированию заготовок, однопозиционного щибера с призмой. Величина перемещения шибера и расстояние между позициями подъемника равны расстоянию между осями призм на каждой позиции конвейера 1. Известное транспортное устройство предназначено для обслуживания только одной группы параллельно работающих станков. В автоматических линиях, состоящих из нескольких групп параллельно работающих станков, последовательно расположенные транспортные устройства взаимодействуют посредством межоперационных перегружателей, что усложняет конструкцию и снижает надежность транспортной системы. Целью изобретения является упрощение конструкции и повышение надежности работы при обслуживании нескольких групп параллельно работающи-х станков. Указанная цель достигается тем, что транспортное устройство, содержащее одноручьевой конвейер с позициями для заготовок, выполненный в виде призм, и перегружатели, установленные у каждого станка, причем каждая Позиция конвейера оснащена дополнительной призмой для размещения изделия, а перегружатель каждого станка выполнен в виде двухпозиционного подъемника и установленного под ним с возможностью возвратно-17оступательного перемещения в направлении, параллельном транспортированию заготовок однопозиционного шибера с призмой, причем величина перемещения шибера и расстояние между позициями подъемника равны расстоянию между осями призм каждой позиции конвейера, снабжено установленными на каждой позиции транспортного устройства дополнительными призмами, перегружатели последовательно расположенных групп параллельно работающих станков установлены со смещением относительно шага конвейера на расстояние, равное шагу между осями призм каждой его позиции, при этом общее число призм, установленных на каждой позиции транспортного устройства, на одну больще числа групп параллельно-работающих станков автоматической линии. На чертеже показано транспортное устройство автоматической линии, общий вид. Транспортное устройство автоматической линии состоит из двух групп 1 и 2 параллельно работающих станков 3-5 и 6 и содержит конвейер 7 с закрепленными призмами 8-9, 10 на каждой позиции, причем в зоне станков 3 и 4 призма 8 предназначена для заготовок, а призма 9 для обрабатываемых деталей. В зоне станков 5 и 6 призма 9 предназначена для заготовок, а призма 10 - для обрабатываемых деталей. На позиции загрузки-выгрузки станков 3-5 и 6 установлен шибер 11 и подъемник 12. Подъемник 12 снабжен призмами 13 и 14, расположенными внутри несущих цепей 15 конвейера 7, ниже уровня призм 8-10. Причем в зоне станков 3 и 4 подъемник 12 установлен так, что его призмы 13 и 14 располагаются соответственно под призмами 8 и 9 конвейера 7. В зоне станков 5 и 6 подъемник 12 установлен со смещением относительно шага конвейера 7 на растояние, равное шагу между осями призм каждой его -позиции, и поэтому призмы 13 и 14 подъемника располагаются соответственно над призмами 9 и 10 конвейера 7. Цепи 15 конвейера 7 огибают звездочки 16 и 17 соответственно приводной и натяжной акций конвейера. Шибер 11 выполнен в виде подвижной рамы 18 с призмой 19. Рама 18 соединена со штоком пневмоцилиндра 20, который сообщает ей возвратно-поступательное дви, жение. В начале транспортного устройства установлен входной лоток 21 а в конце - приемный лоток 22. Работа транспортного устройства осуществляется следующим образом. При наличии заготовки на лотке 21 и при отсутствии обработанной детали на призме 9 последней позиции конвейера 7 в зоне станков 3 и 4, а также на призме 10 последней позиции конвейера 7 в зоне станков 5 и 6 включаются приводная секция, и 7 совершает шаг. При выполнении шага конвейера призма 8 забирает заготовку с входного лотка -21 и переносит ее к первому щиберу 11 в зоне первой операции, а призма 9 последней позиции конвейера в зоне первой операции переносит деталь к первому шиберу 11 в зоне станков 5 и 6. Если в этот момент подвижная рама 18 шибера 11 с призмой 19 находится в крайнем правом положении с обработанной деталью или без нее, срабатывает цилиндр подъемника 12 и он призмой 13 поднимает заготовку с конвейера выше уровня центров станка и соответственно выше уровня призмы 19 шибера 11. Кроме того, подъемник 12 при своем движении вверх снижает своей призмой 14 обработанную деталь с призмы 19, куда она доставляется от станка с помощью автооператора. В крайнем верхнем положении подъемник 12 подает сигнал на перемещение рамы 18 пневмоцилиндром 20 в крайнее левое положение, подводя освободившуюся от деtaли призму 19 под находящуюся выше ее с заготовкой призму 13. После этого по сигналу от рамы 18 подъемник 12 идет вниз и при этом опускает заготовку на призму 19, а обработанную деталь - на конвейер 7. Причем в зоне станков 3 и 4 подъемник призмой 13 поднимает заготовку с призмы 8 конвейера 7, а обработанную деталь опускает призмой 14 на призму 9. В зоне станков 5 и 6 подъемник 12 призмой 13 поднимает заготовку уже с призмы 9, а обработанную деталь призмой 14 опускает на призму 10.
После смены автооператором заготовки на призме 19 на обработанную деталь рама
18 перемеш,ается в крайнее правое положение.
В ходе каждого шага конвейера обработанная деталь скатывается с призмы 10 последней позиции конвейера в зоне станков 5 и 6 в приемный лоток 22.
Конструктивное выполнение транспортного устройства автоматической линии позволяет увеличить надежность линии за счет исключения дополнительных межоперационных перегружателей и упростить конструкцию, что делает возможным обслуживать одним конвейером несколько групп параллельно работающих станков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Транспортное устройство автоматической линии | 1981 |
|
SU1054023A2 |
| Транспортное устройство автоматической линии | 1978 |
|
SU918028A2 |
| Траспортное устройство автоматической линии | 1977 |
|
SU677881A1 |
| Транспортная система автоматической линии | 1983 |
|
SU1169907A1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Станок для ротационной вытяжки | 1979 |
|
SU829262A1 |
| УСТРОЙСТВА ДЛЯ НАКОПЛЕНИЯ, ПЕРЕМЕЩЕНИЯ И КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ | 1998 |
|
RU2148487C1 |
| Автоматическая линия обработки пружин | 1989 |
|
SU1691068A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
ТРАНСПОРТНОЕ УСТРОЙСТВО АВТОМАТИЧЕСКОЙ ЛИНИИ по авт. св. № 677881, отличающееся тем, что, с целью упрощения конструкции и повышения на,дежности в работе при обслуживании нескольких групп параллельно работающих станков, оно снабжено установленными на каждой позиции транспортного устройства дополнительными призмами, а перегружатели последовательно расположенных групп параллельно работающих станков установлены со смещением относительно щага конвейера на расстояние, равное шагу между осями призм каждой его позиции, при этом общее число призм, установленных на каждой позиции транспортного устройства, на одну больше числа групп параллельно работающих станков автоматической линии. 4 ГС со сд со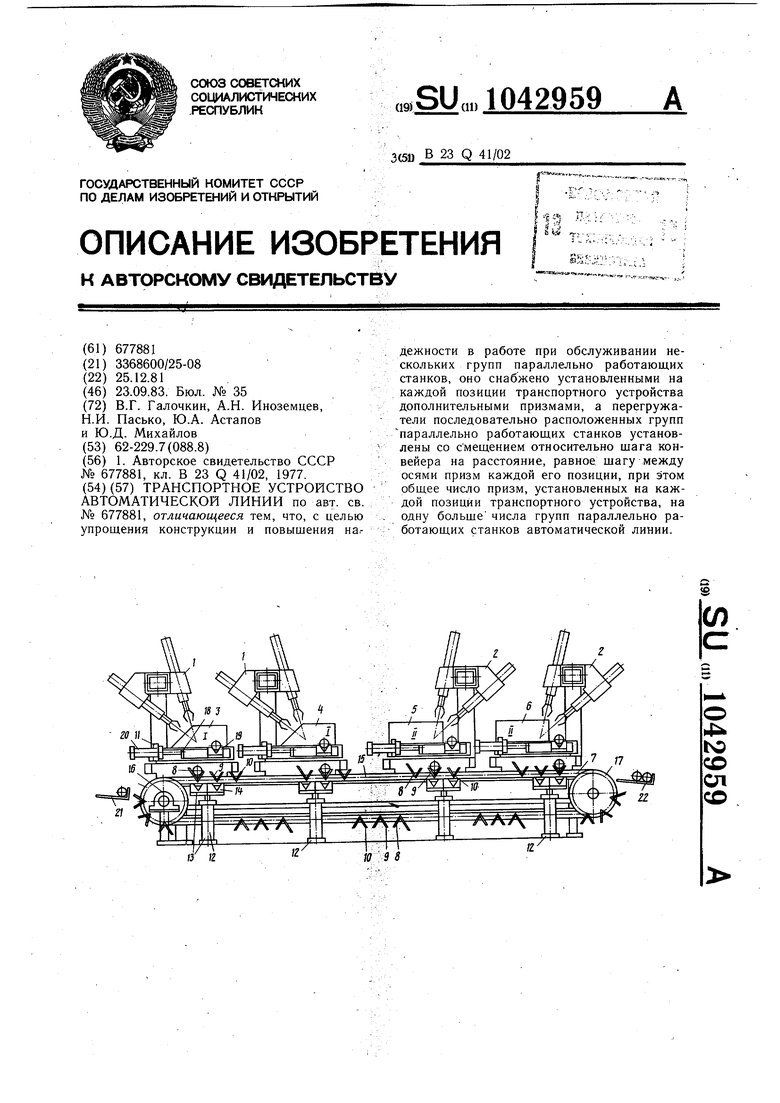
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Траспортное устройство автоматической линии | 1977 |
|
SU677881A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
