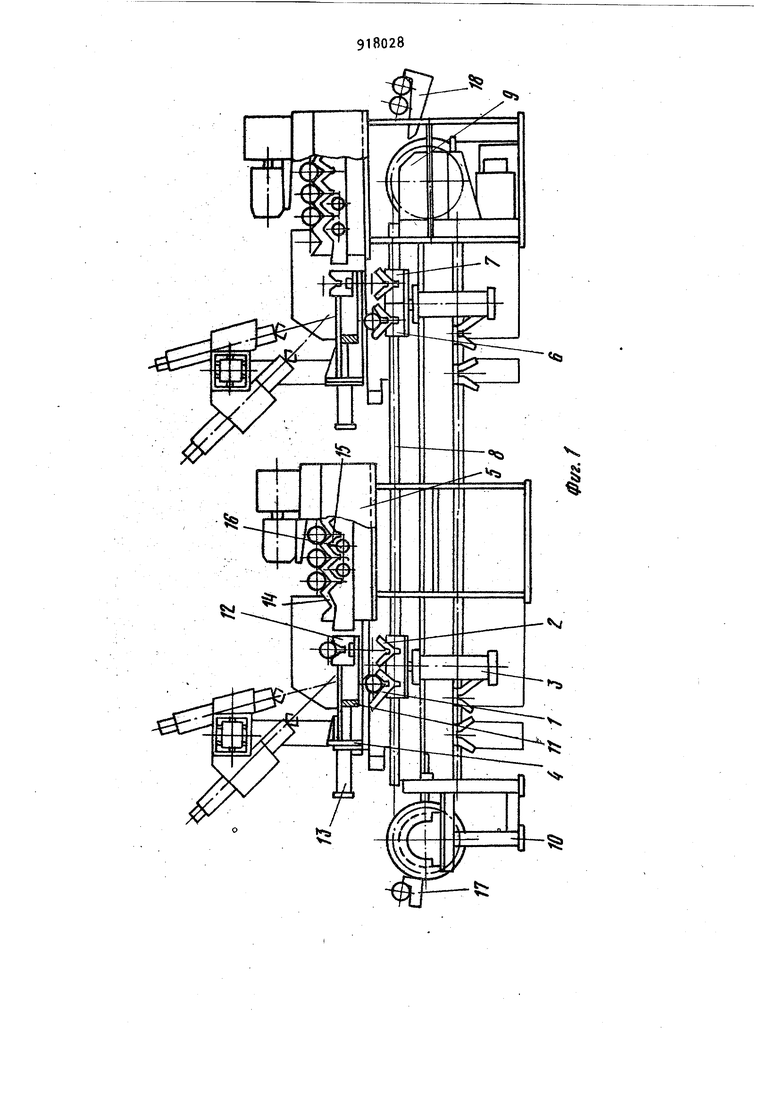
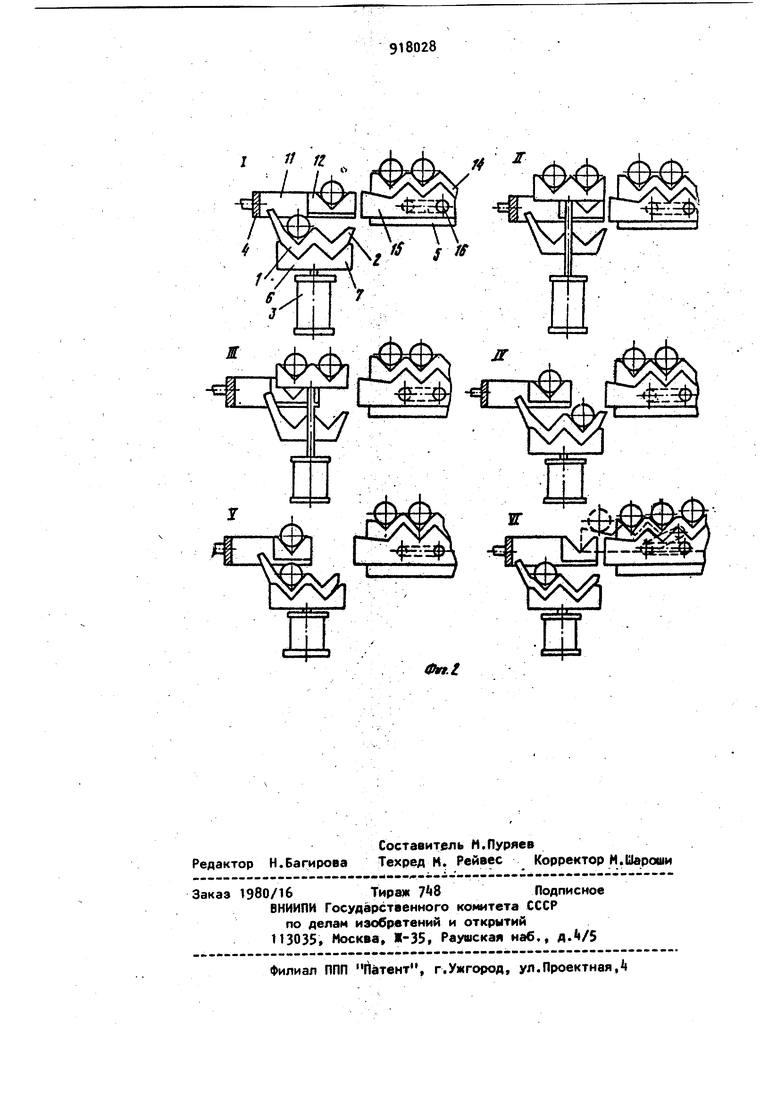
Изобретение относится к области машиностроения и может быть исполь зовано в автоматических линиях механической обработки. . По основному авт.св. If 677881 транспортное устройство автоматичес кой линии с параллельно работ,ающимн станками, содержащее одноручьевый. транспортер с позициями для загото- вок и изделий, выполненными в виде расположенных рядом призм, перетру жатель у каждого станка, выполненный в виде двухпозиционного подъёмника и установленного над ним с возможность возвратно-поступательного перемещения в направлении, параллельном,транс портированию заготовок однопозиционного шибера с призмой, причем релйчи на перемещения шибера и расстояние между позициями подъемника равны рас стоянию между осями призм каждой позиции транспортера 1. Недостатком этого транспортного устройства является недостаточная надежность, так как выход из строя любого элемента одного из конвейеров приводит к остановке всего участка автоматической линии. Цель изобретения - повышение надежности транспортного устройства. Для этого каждая позиция станка снабжена накопителем, установленным с возможностью взаимодействия с конвейером посредством шибера перегружателяНа фиг.1 изображено транспортное устройство, общий вид; на фиг.2 схема цикла согласованной работы конвейера, подъемника, перегружате- « ля и накопителя (положения -V.) В транспортном устройстве конвейер имеет на из двух цепей спаренные призмы, расположенные с шагом, равным расстоянию между параллельно работающими станками. Призма 1 в па-г ре - для заготовок, призма 2 - для обработанных деталей. 391 На позициях загрузки оыгрузки) параллельно работающих станков установлены подъемник 3, перегружатель и накопитель 5. Под ъемник имеет аналогичные призмы 6 и 7г расположенные внутри цепей 8 ниже уровня призм 1 и 2. Цепи 8 огибает эвеадочки приводной 9 и натяжной 10 секций. Перегружатель k выполнен в виде однопозиционного шибера 11с призмой 12. Рама соединена со штоком пневмоцилиндра 13, который сообщает ей возвратно-поступаЛельное движение. Накопитель имеет не неподвижные и подвижные 15 рейки, совершающие плоскопараллельное вращательное движение от двух коленчатых валов 16. В начале транспортного устройства имеется загрузочный лоток 17, в конце транспортного устройства приемный лоток 18. Работа транспортного устройства осуществляется следующим образом. При наличии заготовки на загрузоч ном лотке 17 включается приводная секция 9 конвейера, призма t забирает заготовку и переносит ее к первому по ходу движения перегружателю k. Если в этот момент шибер 11 с приз мой 12 находится в крайнем правом положении с обработанной деталью или бе нее (положение I фиг.2), то срабатывает цилиндр подъемника 3 и призмой 6 поднимает с призмы 1 конвейера заго товку выше уровня центров станка и соответственно выше уровня призмы 12 перегружателя Ц. При этом подъемник 3 призмой 7 снимает с призмы 12 обработанную деталь ( положение U -фиг.2),куда она доставляется от стан ка с помощью автооператора. В крайнем верхнем положении подъемник 3 подаст сигнал на шибер 11 с призмой 12 в крайнее-левое положение, подаодя освободившуюся призму 12 под нахо дящуюся выше нее призму 6 с заготовкой (положение Ш ). После этого по сигналу от шибера 11 подъемник 3 иде вниз, оставляя при этом заготовку на призме 12, а обработанную детщ}ь на призме 2 конвейера (положение V Заготовка с призмы 12 забирается авт оператором и загружается в станок независимо от перемещений в транспор ной системе. После смены автооператором заготовки на обработанную датель на призме 12 шибер 11 перемещается в крайнее правое положение и подает сигнал об отсутствии заготовки на этом перегружателе. Конвейер продолжает забирать заготовки с загрузочного лотка 17 и перемещать их на шаг. Если на первом по ходу движение перегружателе призма 12 с заготовкой находится в крайнем левом положении, а на призме 1 конвейера находится заготовка, то подъемник 3 получает запрет на подъем (положение VjL При очередном шаге конвейера заготовка перемещается к следующему перегружателю (который находится в положении t), где заготовка так же поднимается вверх. Таким образом будут заполнены заготовками все перегружатели , обслуживающие группу параллельных станков. . Количество параллельных станков, обслуживаемых этим транспортным устройством, должно быть таким, чтобы производительность транспортного устройства равнялась суммарной произво , дительности обслуживаемых станков, После заполнения заготовками всех перегружателей k осуществляется заполнение накопителей 5, начиная с последнего по ходу движения конвейера. Если после очередного шага конвейера на последнем перегружателе создалась ситуация, соответствующая положению V , то подвижная призма 12 с заготовкой перемещается в крайнее правое положение, подвижные рейки 15 совершают оборот по часовой стрелке, захватывая при этом заготовку с призмы 12 и укладывая ее уа неподвижные рейки 1 положение VfJ / . После этого совершается полый цикл подъема заготовки с конвейера при памощи. подъемника (положения J, Ц , Ш и Itf , но без обработанной детали. . Таким образом заполняется заготов ами последний накопитель, После полного заполнения, последнего накопителя подается команда на заполнение предпоследнего и так далее до первого накопителя. Выдача заготовок осуществляется из любого накопителя при условии, что в нем есть заготовки, а на конвейере создалась следующая ситуация. Призма 12 перегружателя находится о крайнем правом положении без обработанной детали, а на призме 1 конвейера нет заготовки. В этом случае подвижные рейки 15 накопителя захватывают с неподвижных реек }k все имеющиеся заготовки и, совершая оборот против часовой стрелки, переносят все заготовки на шаг, оставляя при этом одну заготовку на призме 12 перегружателя. После возвращения подвижных реек 15 в исходное положение подается команда на переме1Цение призмы 12 перегружателя в крайнее левое положение. Если на призме 12 перегружателя находится обработанная деталь, а на призмах 1 и 2 конвейера нет ни детали, ни заготовки, то обработанная де таль вначале снимается подъемником и укладывается на призмы 2 конвей- ера и только после этого на призму 12 перегружателя из накопителя выдается заготовка. Если на загрузочном лотке 17 отсутствуют заготовки, а на конвейере и в накопителях они имеются, гоу конвейер получает разрешение на перемещение обработанных деталей на следующую операцию при ситуации: 9 86 призма 12 с обработанной деталью находится в крайнем правом положений и на призмах 2 конвейера находится) обработанная деталь. В этом случае конвейер делает шаг до следующей позиции. Если на следующей позиции встречается такая же ситуация, то конвейер делает очередной шаг и так далее. Формула изобретения Транспортное устройство автоматической линии по авт.св. № 67788 отличающееся тем, что, с целью повышения надежности, каж дая позиция станка снабжена накопителем, установленным с возможностью взаимодействия с конвейером посред ством шибера перегружателя. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 677881, кл. В 23 Q , 1977. -С . Фп.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Транспортное устройство автоматической линии | 1981 |
|
SU1054023A2 |
| Транспортное устройство автоматической линии | 1981 |
|
SU1042959A2 |
| Транспортная система автоматической линии | 1983 |
|
SU1169907A1 |
| Траспортное устройство автоматической линии | 1977 |
|
SU677881A1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Автоматическая линия | 1975 |
|
SU554999A1 |
| ПЕРЕНАЛАЖИВАЕМОЕ УСТРОЙСТВО С ПРОГРАММНЫМ УПРАВЛЕНИЕМ ДЛЯ ТРАНСПОРТИРОВКИ И ПЕРЕГРУЗКИЗАГОТОВОК | 1969 |
|
SU246290A1 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
| Автооператор | 1969 |
|
SU344701A1 |
| Транспортное устройство автоматической линии | 1981 |
|
SU1024233A1 |