(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ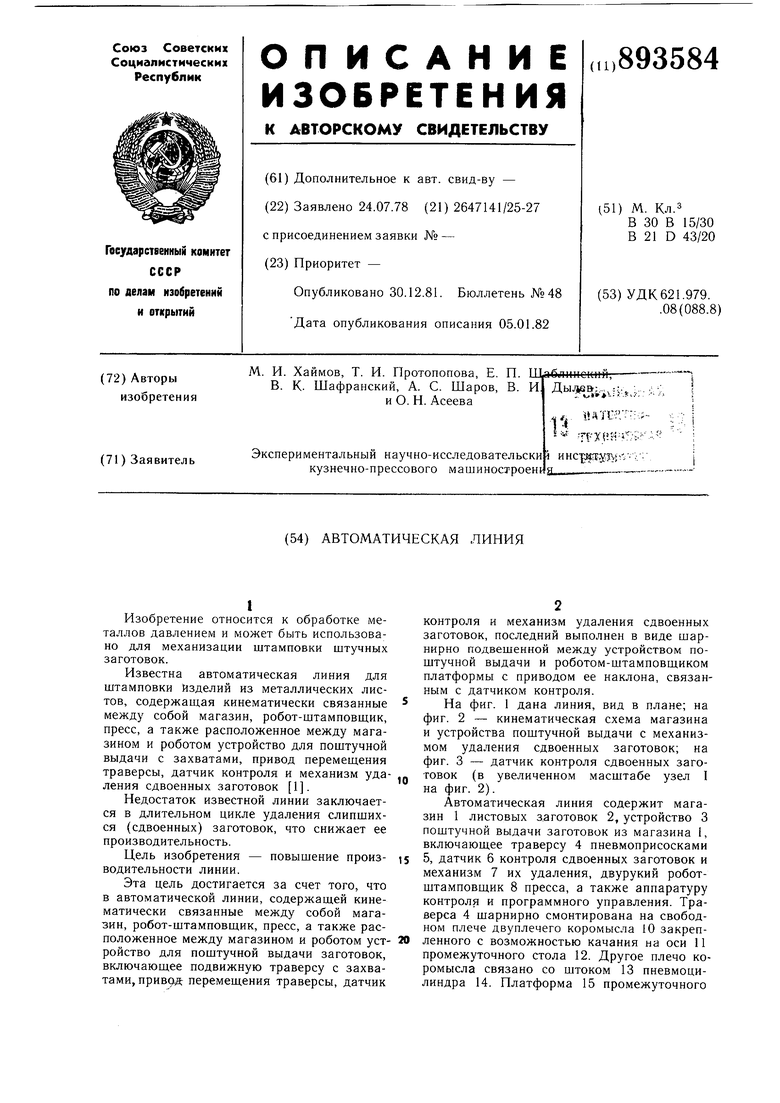
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия | 1982 |
|
SU1043036A1 |
| Автоматизированная линия для штамповки деталей из листового материала | 1987 |
|
SU1505639A1 |
| Магазинное устройство робототехнологического комплекса | 1987 |
|
SU1542669A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Автоматическая линия для многопозиционной листовой штамповки | 1986 |
|
SU1470398A1 |
| Установка для отделения листовых заготовок от стопы,подачи в пресс и удаления обработанного материала | 1982 |
|
SU1049265A1 |
| Автоматизированный комплекс для штамповки листовых заготовок | 1982 |
|
SU1061896A1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано для механизации штамповки штучных заготовок.
Известна автоматическая линия для штамповки Изделий из металлических листов, содержаш.ая кинематически связанные S между собой магазин, робот-штамповш,ик, пресс, а также расположенное между магазином и роботом устройство для поштучной выдачи с захватами, привод перемещения траверсы, датчик контроля и механизм удаления сдвоенных заготовок 1.
Недостаток известной линии заключается в длительном цикле удаления слипшихся (сдвоенных) заготовок, что снижает ее производительность.
Цель изобретения - повышение произ- is водительности линии.
Эта цель достигается за счет того, что в автоматической линии, содержашей кинематически связанные между собой магазин, робот-штамповш,ик, пресс, а также расположенное между магазином и роботом уст- 20 ройство для поштучной выдачи заготовок, включающее подвижную траверсу с захватами, прив9Д: перемещения траверсы, датчик
контроля и механизм удаления сдвоенных заготовок, последний выполнен в виде шарнирно подвешенной между устройством поштучной выдачи и роботом-штамповщиком платформы с приводом ее наклона, связанным с датчиком контроля.
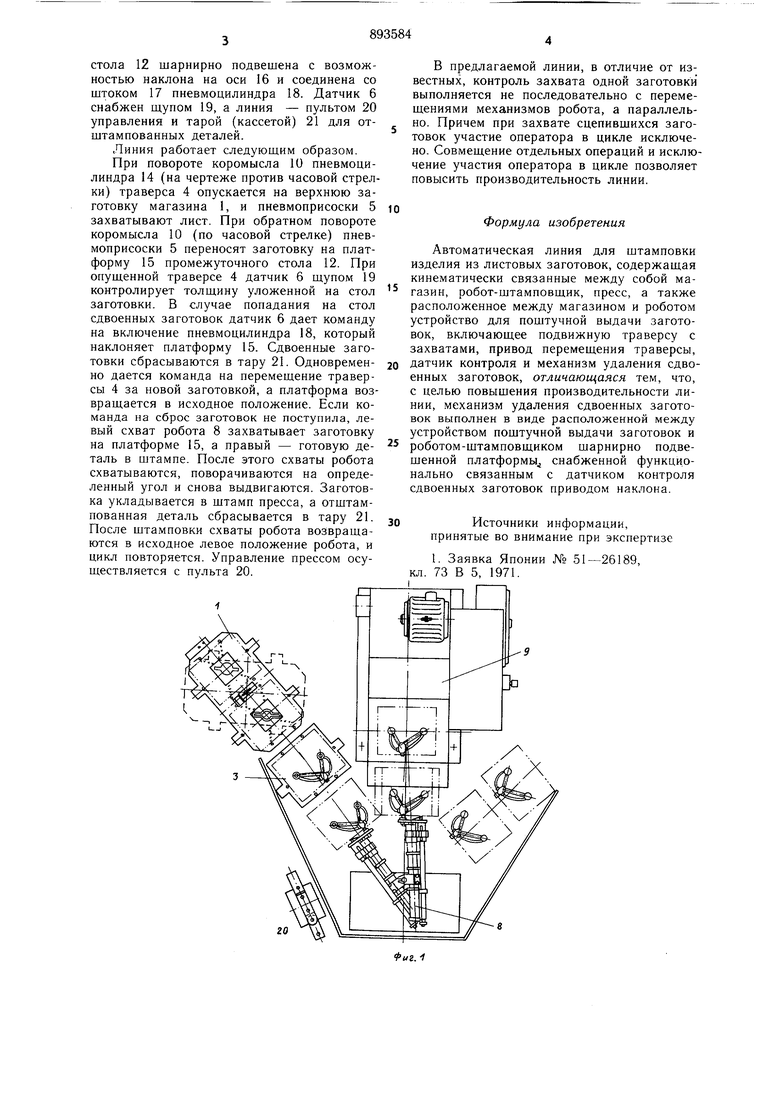
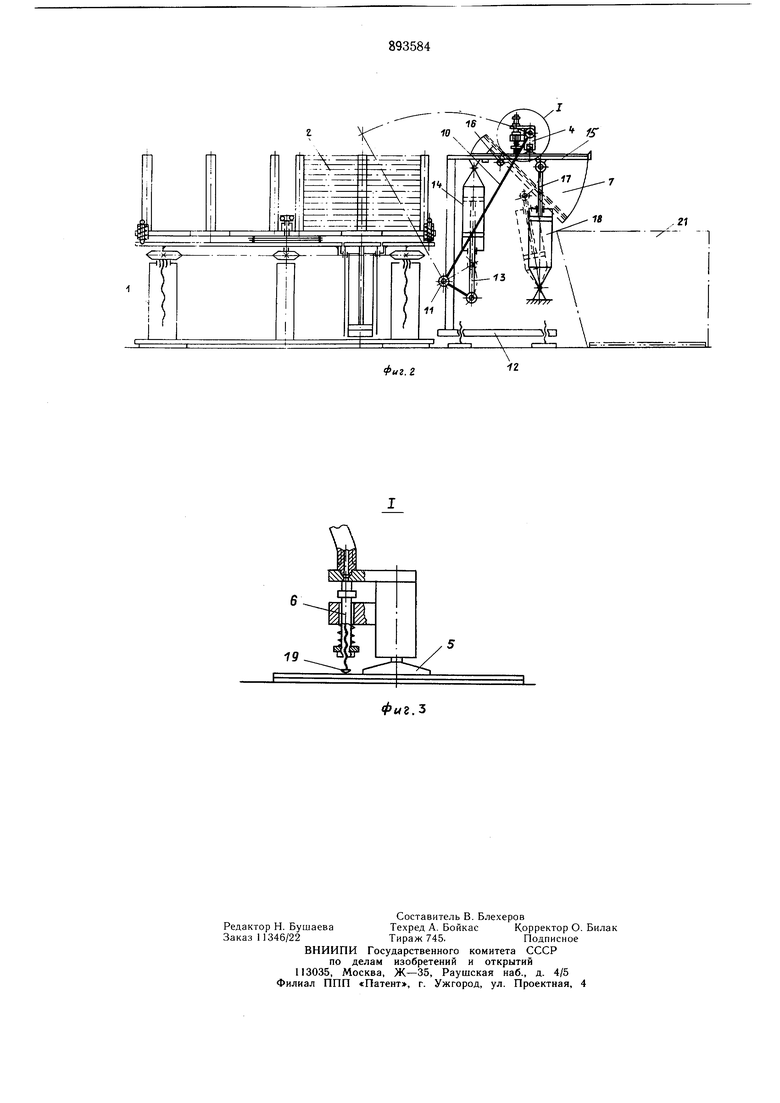
На фиг. 1 дана линия, вид в плане; на фиг. 2 - кинематическая схема магазина и устройства поштучной выдачи с механизмом удаления сдвоенных заготовок; на фиг. 3 - датчик контроля сдвоенных заготовок (в увеличенном масштабе узел I на фиг. 2).
Автоматическая линия содержит магазин 1 листовых заготовок 2, устройство 3 поштучной выдачи заготовок из магазина 1, включающее траверсу 4 пневмоприсосками 5, датчик 6 контроля сдвоенных заготовок и механизм 7 их удаления, двурукий роботштамповщик 8 пресса, а также аппаратуру контроля и программного управления. Траверса 4 щарнирно смонтирована на свободном плече двуплечего коромысла 10 закрепленного с возможностью качания на оси 11 промежуточного стола 12. Другое плечо коромысла связано со щтоком 13 пневмоцилиндра 14. Платформа 15 промежуточного
стола 12 шарнирно подвешена с возможностью наклона на оси 16 и соединена со штоком 17 пневмоцилиндра 18. Датчик 6 снабжен щупом 19, а линия - пультом 20 управления и тарой (кассетой) 21 для отштампованных деталей.
Линия работает следующим образом.
При повороте коромысла 10 пневмоцилиндра 14 (на чертеже против часовой стрелки) траверса 4 опускается на верхнюю заготовку магазина 1, и пневмоприсоски 5 захватывают лист. При обратном повороте коромысла 10 (по часовой стрелке) пневмоприсоски 5 переносят заготовку на платформу 15 промежуточного стола 12. При опущенной траверсе 4 датчик 6 щупом 19 контролирует толщину уложенной на стол заготовки. В случае попадания на стол сдвоенных заготовок датчик 6 дает команду на включение пневмоцилиндра 18, который наклоняет платформу 15. Сдвоенные заготовки сбрасываются в тару 21. Одновременно дается команда на перемещение траверсы 4 за новой заготовкой, а платформа возвращается в исходное положение. Если команда на сброс заготовок не поступила, левый схват робота 8 захватывает заготовку на платформе 15, а правый - готовую деталь в штампе. После этого схваты робота схватываются, поворачиваются на определенный угол и снова выдвигаются. Заготовка укладывается в штамп пресса, а отштампованная деталь сбрасывается в тару 21. После штамповки схваты робота возвращаются в исходное левое положение робота, и цикл повторяется. Управление прессом осуществляется с пульта 20.
В предлагаемой линии, в отличие от известных, контроль захвата одной заготовки выполняется не последовательно с перемещениями механизмов робота, а параллельно. Причем при захвате сцепивщихся заготовок участие оператора в цикле исключено. Совмещение отдельных операций и исключение участия оператора в цикле позволяет повысить производительность линии.
Формула изобретения
Автоматическая линия для штамповки изделия из листовых заготовок, содержащая кинематически связанные между собой магазин, робот-штамповщик, пресс, а также расположенное между магазином и роботом устройство для пощтучной выдачи заготовок, включающее подвижную траверсу с захватами, привод перемещения траверсы,
датчик контроля и механизм удаления сдвоенных заготовок, отличающаяся тем, что, с целью повышения производительности линии, механизм удаления сдвоенных заготовок выполнен в виде расположенной между устройством пощтучной выдачи заготовок и роботом-штамповщиком шарнирно подвешенной платформы снабженной функционально связанным с датчиком контроля сдвоенных заготовок приводом наклона.
Источники информации,
принятые во внимание при экспертизе
0иг.з
