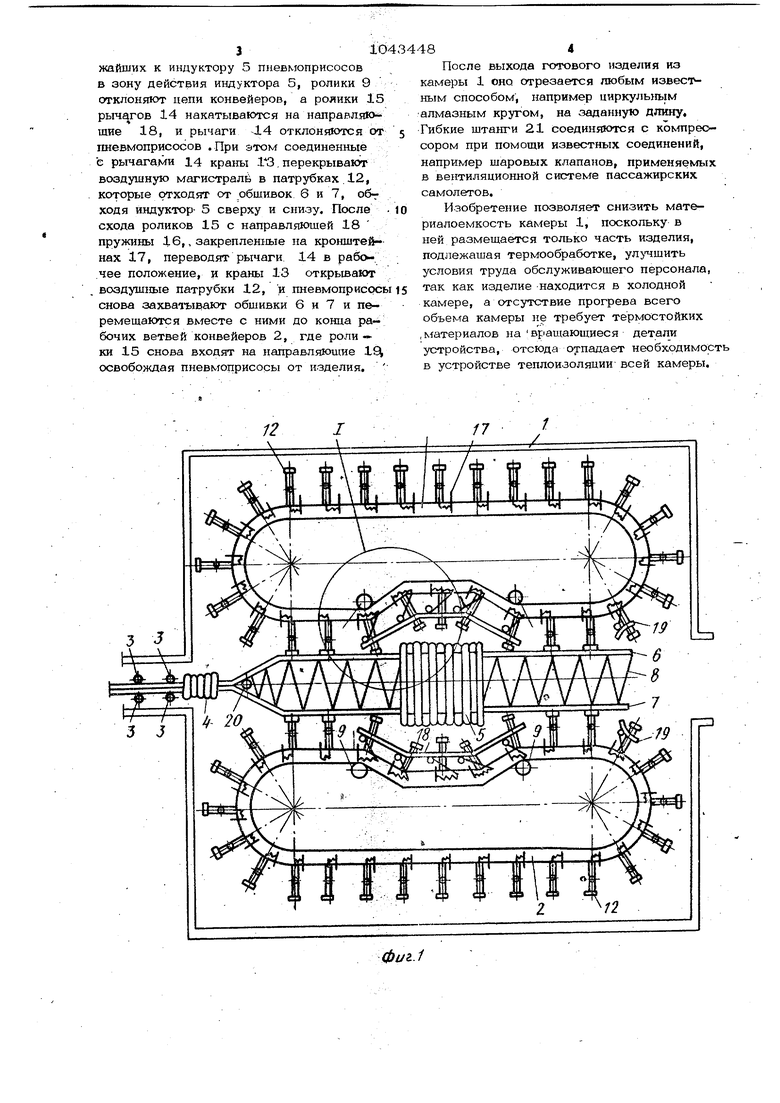
110 Изобретение относится к технике термообработки реактопластов и мОжет быть использовано в производстве, выпускаю шем слоистые конструкции йреимугдествен но из стеклопластиков на основе термореактивных смол. Известно устройство для изготовления слоистых конструкций, в частности трехслойных панелей Г1 1 . Недостатками устройства являются необходимость применения дополнительного материала при изготовлении панелей, большая материалоемкость печей, поскольку изделие помещается в них целиком, в результате вестинепрерывный процесс получения изделий невозможно. Известна индукционная сушилка, соде жащая камеру с индуктором, охватывающим штабель термообрабатываемого материала Г2 . Недостатками этой сушилки явЛ5Лотся необходимость применения дополнительных нагревателей, большая материалоемкост а также невозможность вести непрерывны процесс. Известно устройство для отделения плоских заготовок от стопы, которое содержит конвейер с вакуумными- присос ками, снабженными обратными клапанами Сз . Однако это устройство не приспособ лено для целей сушки и служит только дл перекладывания длинномерных материало из штабел я в другой штабель или, например, на транспортирующее устройство. Наиболее близкой к изобретению является установка для термообработки длинномерных материалов, содержащая камеру с двумя .расположенными один над другим конвейерами, несущими подпружиненные рычаги, перемещающие ма- ериал между рабочими ветв51ми конвейеров Г Установка предназначена для сушки шнона. При же реактопластов, в связи с отсутствием в известной установке специальных нагревательных аппаратов, которые могли бы обеспечить промежуточных слоев, а также устройств, обеспечивающих формирование толщины материала, установка не применяется. Целью изобретения является обеспеч&ние полимеризации промежуточных слоев и регулирование толщины материала. Поставленная цель достигается тем, что в установке для термообработки длинномерных материалов, срдержащей камеру с двумя расположенными один 182 над другим конвейерами, несущими подпружиненные рычаги, перемещающие материал между рабочими ветвями конвейеров, между последними дополнительно разм&щены индукционные нагреватели, снабженные направляющими, а конвейеры снабжены пневмопатрубками с пробковыми кранами, кинетически связанными с направляющими нагревателей посредством подпружиненных рьшагов. На фиг, 1 схематически изображена предлагаемая установка} на фиг. 2 - узел I на фиг. 1; на фиг. 3 - разрез А-А на фиг. 2i на фиг. 4 - разрез Б-Б на фиг, 3} на фиг. 5 - положение перепускного крана при выходе ролика рычага пневмоприсоса на направляющую. Устройство содержит камеру 1, в которой установлены цепные конвейеры 2, тянущие ролики 3 и индукторы 4 и 5 (нагреватели,),в которых положено изделие, состоящее из двух обшивок 6 и 7 и среднего слоя 8. На рамках конвейеров 2 установлены отклоняющие ролики 9, на, пластинах Ю цепей конвейеров 2 закреплены воздухораспределительные трубки 11 с патрубками 12 пневмоприсосов, Патрубки 12 снабжены пробковыми кранами 13, на которых установлены рычаги 14, имеющие на одном конце опорный каток (ролики) 15, а на другом - пружину 16, закрепленную через кронштейн 17 к пластинам 10 цепей конвейеров 2. В зоне индуктора 5 к раме конвейера 2 закреплены направляющие 18, а в зоне конца рабочей ветви конвейера 2 - направляющие 19. По краям изделия находятся два рассекате ля 20. Воздухораспределительные, трубки 11 соединены гибкими шлангами 21с компрессором или со стационарной воздушной магистралью. Устройство работает следующим образом. Приводятся во вращение тянущие ролики 3 и изделие подается в зазор между ними. На обмотки индукторов 4 и 5 подают напряжение. При прохождении изде ЛИЯ через индуктор 4 средний слой 8 разогревается и размягчается. После индуктора 4 изделие рассекателями 20 распределяется на два направления: вверх идет обшивка 6, а вниз - обшивка 7, которые захватываются пневмоприсосами, находящимися на заданном расстоянии друг от друга по вертикали. : Это расстояние регламентируется габаритом по толщине готового изделия и габаритом индуктора 5. При входе ближайших к индуктору 5 пиевмоприсосов в зону действия индуктора 5, ролики 9 отклоняют цепи конвейеров, а ролики 15 рычагов 14 накатываются на направл.яю щие 18, и рычаги J.4 отклоняются от пневмоприсосов .При этом соединенные е рычагами 14 краны ГЗ. перекрывают воздушную магистрали в патрубках .12, которые отходят от обшивок 6 и 7, об-г ходя индуктор- 5 сверху и снизу. После схода роликов 15 с направляющей 18 пружины 16,, закрепленные на кронштей-нах 17, переводят рычаги 14 в рабо-. .чае положение, и краны 13 открьюают воздушные патрубки 12, и пневмоприсрсы снова захвааъшают обшивки 6 и 7 и п ремещаются вместе с ними до конца рабочих ветвей конвейеров 2, где роли - ки 15 снова входят на направляющие 19 освобождая пневмоприсосы от изделия. 10 48 После выхода готового изделия из камеры 1 оно отрезается любым извес-гным способом, например циркулыгьш алмазным кругом, на заданную длину, Гибкие штанги 21 соединяются с компрессором при помощи известных соединений, например шаровых клапанов, применяемых в вентиляционной системе пассажирских самолетов. Изобретение позволяет снизить материалоемкость камеры 1, поскольку в ней размешается только часть изделия, подлежащая термообработке, ул -чшить условия труда обслуживающего персонала, так как изделие находится в холодной камере, а отсутствие прогрева всего объема камеры не требует термостойких faтepиaлoв на вращающиеся детали устройства, отсюда о -падает необходимость в устройстве теплоизоляции всей камеры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термообработки длинномерных профильных изделий | 1985 |
|
SU1431336A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Станок для термообработки концов длинномерных изделий | 1980 |
|
SU1002373A1 |
| Установка для сушки зернистых материалов | 1990 |
|
SU1793175A1 |
| Станок для закалки изделий с нагревом индукционными токами | 1980 |
|
SU899676A1 |
| Индукционная установка периодического действия для нагрева длинномерных заготовок | 1989 |
|
SU1782242A3 |
| Установка для закалки изделий | 1982 |
|
SU1084313A1 |
| Установка для термообработки длинномерного материала | 1990 |
|
SU1740919A1 |
| Установка для прессования изделий из вязких реактопластов | 1980 |
|
SU954240A1 |
| Индукционный нагреватель | 1982 |
|
SU1092760A1 |

УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ ДЛИННОМЕРНЫХ МАТЕРИА- . ЛОВ, преимущественно слоистых стеклопластиков на основе термореактивных смол, содержащая камеру с двумя расположенными одивн над другим конвейерами, несущими подпружиненные рычаги, перемещающие материал между рабочими ветвями конвейеров, отлнчающаяс я тем, что, с аелью обеспечения полимеризации промеядигочных слоев и регулиро- вания толщины материала, между рабочими ветвями конвейеров дополнительно « размещены индукционные нагреватели, снабженные направляющими, а конвейеры ;Снабжены пневмопатрубками с пробковы9 ми кранами, кинематически связанными |С направляющими норевателей посредством подпружиненных рычагов.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Е | |||
| , Крысин В H.i Лесных С | |||
| И., Технология изготовления сотовых авиационных конструшшй | |||
| М | |||
| , Машиностроение, 1975, с | |||
| Сепаратор-центрофуга с периодическим выпуском продуктов | 1922 |
|
SU128A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| ,/ | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| , | |||
