2.Установка по п. t, о т п и ч а ю ш а я с я теМ| что jcapeTxa вьтолнена в видо установленного в цилиндрических нагфаышкацих полого цилиндра с козьфь- ком, на котором закреплены подвижные аансимкые губки, а основание снабжено регул1фуемыми роликами, установленными с возможностью взаимодействия с козырьком. 3.Установка по п. I, о т л н ч а ю ш а я с я тем, что механизм одновремш1048 ного углового и продольного перемещения каретки выполнен в вице закрепленной на сюновании планки с наклонной прорезью и штьфя, установленного в этой прорези и закрепленного на наружной пов хности полого цклинцра каретки. 4, Установка по п. 2,о т л и ч а ю щ а я с я тем, что планка установлена с возможностью регулирования угла наклона прорези по отношению к оси полого цилиндра каретки.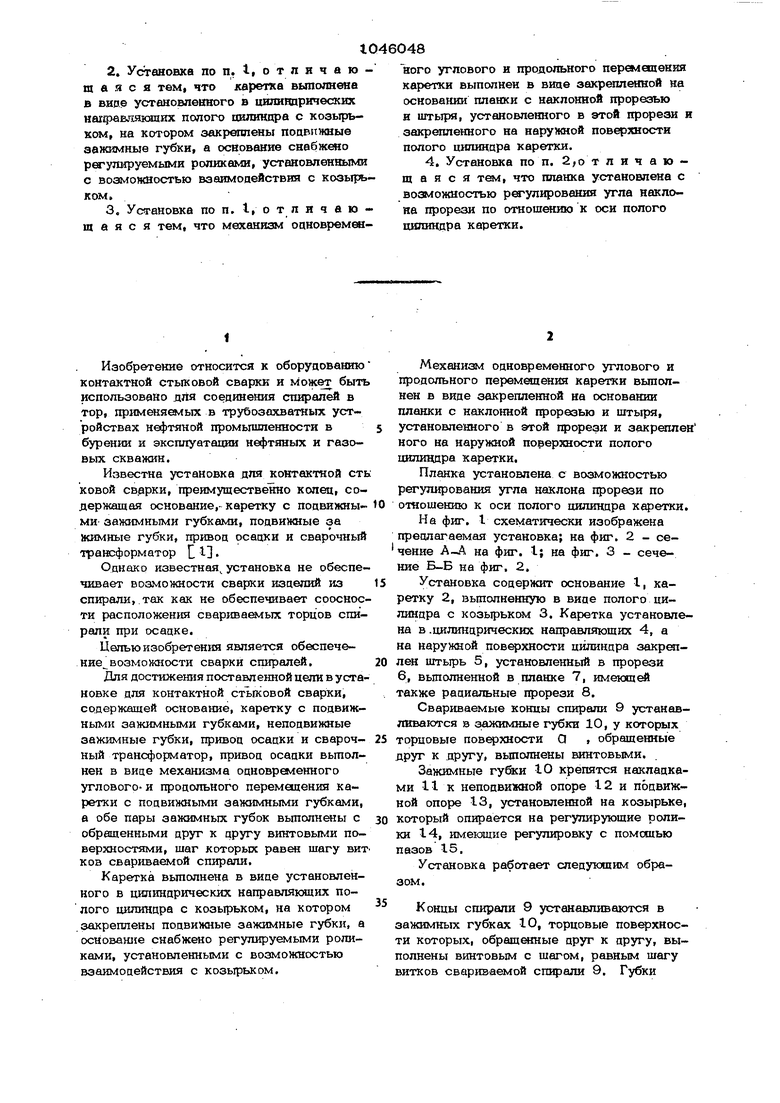

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки | 1979 |
|
SU872110A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Устройство для контактной стыковой сварки многопроволочных изделий | 1981 |
|
SU990454A1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036062C1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОДОВ МОТОЦИКЛЕТНЫХ КОЛЕС | 1973 |
|
SU389900A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИПРОВОДОВ | 1968 |
|
SU206749A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1967 |
|
SU201561A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
I. УСТАНОВКА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ, содержащая основание, каретку с поцвижными зажимными губками, н юдвижные зажимные губки, привод осооки в сварочный трансформатор, отличающаяся тем, что, с обеспечения возможности сварки спиралей, привод осаоки вьшол- . нен в випе механизма .оцновр ленного углового и проаоаьнта о перемещения карет ки с правижными зажимными губками, в обе пары зажимных губок выполнены с обращенными друг к другу вжгговыми поверхностями, шаг которых равев шагу витков свариваемой спирали. /77pff/ C0Ofl/fff/7JO/oi
Изобретение относится к оборудованию контактной стыковой сварки и может быт использовано для соединения спиралей в тор, применяемых в трубозахватных устройствах нефтяной промышленности в бурении и эксплуатации нефтяных и газовых скважин. Известна установка для контактной ст ковой св,арки, преимуществеТгао колец, содержащая основание,-каретку с подвижными зажимньшги губками, подвижные за кимные губки, привод осадки и сварочный трансформатор Ц I. Однако известная установка не обеспе чивает возможности сварки изделий из спирали, так как не обеспечивает сооснос ти расположения свариваемых торцов спирали при осадке. Целью изобретения является обеспечение возможности сварки спиралей. Для достижения поставленной цели в уста новке для контактной стьшовой сварки, содержащей основание, каретку с подвижными зажимными губками, неподвижные зажимные губки, привод осадки и сварочный трансформатор, привод осадки вьшолнен в вице механизма одновременного углового- и продольного перемещения каретки с пoдвижньnv и зажимными губками, а обе пары зажимных губок вьтолнены с обращенньпу и друг к другу винтовыми поверхностями, шаг которых равен шагу вит ков свариваемой спирали. Каретка вьшолнена в виде установленного в цилиндрических направляющих полого цилиндра с козырьком, на котором закреплены подвижные зажимные губки, а основание снабжено регулируемьми роликами, установленными с возможностью взаимодействия с козырьком. Механизм одновременного углового и продольного переметцения каретки выполнен в виде закрепленной на основании планки с наклонной прорезью и штыря, установленного в этой прорези и закреплен ного на наружной поверхности полого циливдра каретки. Планка установлена с возможностью регулирования угла наклона прорези по отношению к оси полого цилиндра каретки. На фиг. I схематически изображена предлагаемая установка; на фиг. 2 - сечение А-А на фиг. I; на фиг. 3 - сечение Б-Б на фиг. 2. Установка содержит основание I, каретку 2, выполненную в виде полого цилиндра с козьфьком 3. Каретка установлена в .цилиндрических направляющих 4, а на наружной поверхности цилиндра закреттлен штырь 5, установленный в прорези 6, вьшолненной в планке 7, имеющей также радиальные гфорези 8. Свариваемые концы спирали 9 устанавливаются в зажимные губки 10, у которых торцовые поверхности Q , обращенные друг к другу, выполнены винтовыми. Зажимные губки Ю крепятся накладками II к неподвижной опоре 12 и подвижной опоре 13, установленной на козырьке, который опирается на регулирующие ролики 14, имеющие регулировку с помощью пазов 15. Установка работает следующим образом. Концы спирали 9 устанавливаются в зажимных губках Ю, торцовые поверхности которых, обращенные друг к другу, выполнены винтовым с шагом, равным шагу витков свариваемой спирали 9. Губки
крепятся накпвоками tl к неподвижной опоре 12, установленной на основании 1 и подвижной опоре 13, установленной на консольном козырьке 3. Затем производится корректировка положения козырька 3 цеогрирующими роликами 14 до совмещения осей зажнмшлс губок tO. Планка 7 устанавливается в полож ше, обеспечивающее необходимое угловое перемещение каретки 2, в соответствии с углом подъ ема свариваемой спирали 9, с помощью радиальных прорезей 8. Ко1шы спирали 9 должны выступать из зажимных губок tO на 1-1,5 диаметра проволоки, из которой изготовлена спираль. После сведения
концов спирали с предварительным натя
11
гом подается напряжение в первичную .обмотку трансформатора в соответствии с заданным режимом. С достижением необходимой тет гаературы каретка автоматически от тфивода получает угловое щение, при этом штырь 5, установленный на карепсе 2, взаимодействует с наклонной прорезью 6 в планке 7 и обеспечк- вает одновременное поступательное и угловое пер 1ешение каретки во оплавления концов спирали 9. Далее, в зависимости от марки стали свариваемой спирали, задается режим автоматического отпуска, после которого готовое изделие (например, спираль, соединенная в тор) может быть извлечена иэ зажимнык губок
Г2
ffS
fO //
(pt/z.J
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кабанов Н | |||
| С и Слепак Э | |||
| Технология стыковой контактной св М., Машиностроение, 197О, с | |||
| Русская печь | 1919 |
|
SU240A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
