N«;ib ел
00
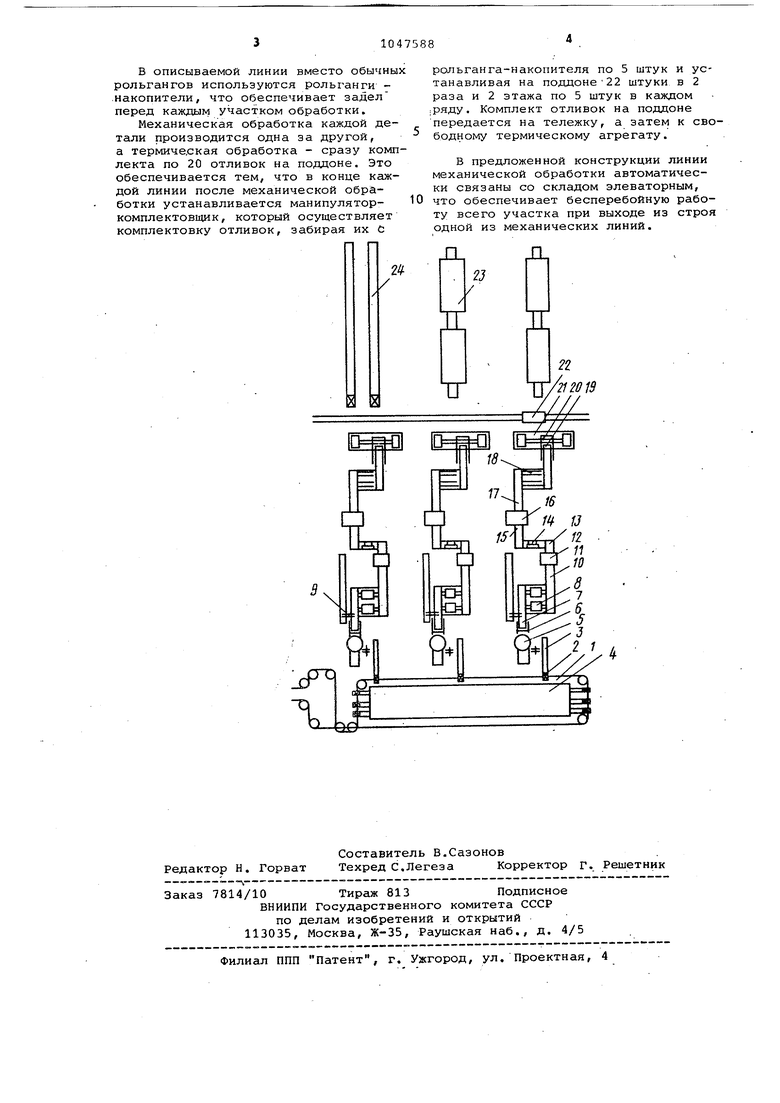
оо Изобретение относится к литейном производству для механо-термической обработки отливок. Известно устройство для механотермической обработки, содержащее установленные в технологической пос ледовательности конвейеры, стенд зачистки заусенцев, моечную машину, станд контроля, термический агрегат конвейер и рольганг l. Однако организация нескольких веток в линии требует необоснованно большой производственной площади. Известна линия обработки отливок содержащая установленные в технологической последовательности подвесной монорельсовый конвейер, связанные рольгангами и конвейерами, кару сельный стенд зачистки заусенцев, моечную машину, стенд пневмоконтроля, стенд визуального контроля, тер мический агрегат и печные поддоны i К недостаткам известной линии можно отнести невозможность организации бесперебойной работы. Целью предложенного устройства является уменьшение непроизводитель ных потерь. Указанная цель достигается тем, что линия обработки отливок, содержащая установленные в технологической последователь-ности подвесной монорельсовый конвейер, связанные рольгангами и конвейерами карусельный станок, стенд зачистки заусенцев, моечную машйну, стенд пневмоконтроля, стенд визуального контроля, термический агрегат и печные поддоны, снабжена установленным перед рольгангом со стороны подвесного монорельсового конвейера подъемным столом, элеваторным складом, связанным с указанным конвейером манипулятором и рольгангом-накопителем, установленными последователь но между карусельным станком и стен дом зачистки заусенцев, сушильным агрегатом, связанным конвейерами с одной стороны со стендом пневмоконт роля, а с другой - со стендом визуального контроля, вторым рольгангом накопителем, манипулятором-комплектовщиком и грузовой тележкой, установленными последовательно после стенда визуального контроля, устрой ством хранения и передачи отливок и печных поддонов, связанным-с термическим агрегатом грузовой тележкой . На чертеже показаны три линии предлагаемого устройства. Линия обработки отливок включает в себя установленные в технологичес кой последовательности конвейер 1 подвесной монорельсовый, под которы установлен стол подъемный 2, за ко;торым следует рольганг 3, в зоне конвейера 1 расположен склад элеваторный 4. За рольгангом 3 следует карусельный станок 5 и манипулятор б с рольгангом-накопителем 7., Далее идет стенд зачистки заусенцев-В с манипулятором 9 и конвейер-накопитель 10 с рольгангом 11. После рольганга 11 установлены моечная машина 12, конвейер 13,стенд пневмоконтроля 14, конвейер 15, сушильный агрегат 16, конвейер 17, стенд визуального контроля 18, рольганг-накопитель 19, манипулятор-комплектовщик 20 и рольганг 21. Тележка грузовая 22 -связывает рсльганг 21 с термическим агрегатом 23 и устройством хранения и передачи обрабатываемых изделий и печных поддонов 24. Устройство работает следующим образом. Отливка (головка блока) подвесным конвейером 1 подается на стол подъемный 2, с которого поступает на рольганг 3. В случае занятости рольгангов 3 блок поступает на склад элеваторный 4, работающий в автоматическом режиме. В. случае отсутствия блока на подвесном конвейере 1 и- свободном рольгенге 3 блок автоматически подается со склада элеваторного 4 подвесным конвейером 1 на стол подъемный 2, С рольганга 3 блок автоматически подается накарусельный станок 5. На карусельном станке 5 производится отрезка литников от блока. По окончании названной операции изделие манипулятором 6 подается на рольгангнакопитель 7, которым блок подается на стенды зачистки заусенцев 8. При занятости стендов зачистки заусенцев 8 и рольганга-накопителя 7 блок с рольганга-накопителя 7 манипулятором 9 передается на конвейер-накопитель 10. После зачистки заусенцев блок рольгангом 11 поступает в моечнумашину 12, затем конвейером 13 изделие поступает на стенд пневмоконтроля 14, где проверяется герметичность полостей головки блока. Затем по конвейеру 15 блок поступает в сушильный агрегат 16 и далее конвейером 17 на стенд визуального осмотра 18. После осмотра блок становится на , рольганг-накопитель 19, откуда манипулятором-комплектовщиком 20 блок по несколько штук комплектуется.на поддоне, который находится на рольганге 21. Скомплектованный поддон сталкивается на тележку 22, которая по мере необходимости развозит поддоны на одну из термических линий 23 или. по занятости линий на технологическую линию хранения и передачи блоков и печных поддонов 24.
В описываемой линии вместо обычных рольгангов используются рольганги накопители, что обеспечивает задел перед каждым участком обработки.
Механическая обработка каждой детали производится одна за другой, а термиче,ская обработка - сразу комплекта по 20 отливок на поддоне. Это обеспечивается тем, что в конце каждой линии после механической обработки устанавливается манипуляторкомплектовщик, который осуществляет комплектовку отливок, забирая их С
рольганга-накопителя по 5 штук и устанавливая на поддоне22 штуки в 2 раза и 2 этажа по 5 штук в каждом ;ряду. Комплект отливок на поддоне передается на тележку, а затем к свободному термическому агрегату.
В предложенной конструкции линии механической обработки автоматически связаны со складом элеваторным, что обеспечивает бесперебойную работу всего участка при выходе из строя одной из механических линий.
п
23
/
тг
zz
ТУ/
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Линия обработки отливок | 1990 |
|
SU1704914A1 |
| Линия для обработки крупногабаритных отливок | 1990 |
|
SU1713736A1 |
| ЛИНИЯ РЕМОНТА РОЛИКОВЫХ ПОДШИПНИКОВ | 1999 |
|
RU2173418C2 |
| Механизированная линия для ремонта электрооборудования | 1988 |
|
SU1561152A1 |
| Установка для литья по выплавляемым моделям | 1981 |
|
SU1003995A1 |
| Автоматизированная линия для получения отливок | 1982 |
|
SU1154802A1 |
| Автоматическая линия для химико-термической обработки длинномерных деталей | 1989 |
|
SU1710588A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2015836C1 |
| ПОТОЧНАЯ ЛИНИЯ для ПРОИЗВОДСТВА ТРЕХСЛОЙНЫХ СТЕКЛОПАНЕЛЕЙ«п ';А 1C.: ••-.'•- ^с А '10^.. - • 't СА*!;; "С Ь-.' -'>& ••iЕНБЛйСТг:^^ | 1964 |
|
SU165873A1 |
ЛИНИЯ ОБРАБОТКИ ОТЛИВОК, содержащая установленные в технологической последовательности подвесной монорельсовый конвейер, связанные рольгангами и конвейерами карусельный станок, стенд зачистки заусенцев, моечную машину, стенд пневмоконтропя, станд визуального контроля, тер)даческий агрегат и печные поддоны, этлича1ющаяся тем, что. с целью уменьшения непроизводительных потерь, линия снабжена установленным перед рольгангом со стороны подвесно.го монорельсового конвейера подъемным столом, элеваторным складом, связанным с указанным конвейером манипулятором и рольгангом-накопителем, установленными последовательно между карусельным станком и стендом зачистки заусенцев; сушильньам. агрегатом, связанным конвейерами с одной стороны со стендом пневмоконтроля, а с другой - со стендом визуального :котроля} вторым. рольгангом-накопителем манипуляторомкомплектовщиком и грузовой тележкой, S установленными последовательно после стенда визуального контроляf устройством хранения и передачи отливок и печных поддонов, связанным с терми ческим агрегатом Грузовой тележкой.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Фанталов Л.И | |||
| Основы проектирования литейных цехов | |||
| М., 1953, с | |||
| Паровой котел с винтовым парообразователем | 1921 |
|
SU304A1 |
| Соломорезка | 1918 |
|
SU157A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с | |||
| Держатель для поленьев при винтовом колуне | 1920 |
|
SU305A1 |
| Катодное реле | 1918 |
|
SU159A1 |
