8. Рычаги 9 прижимают П. При повороте вала 10 захваты 8 подают П 3 в пространство между электродами 13 . Происходит сварка. При перемещении сетки. на шаг приваренный П 3 отжимает рычаги 9 и захваты освобождаются. Устройство исключает свободное падение прутка как при высоких скоростях, так и при наличии искривленных П. 1 з.п. ф-лы, 1 ил.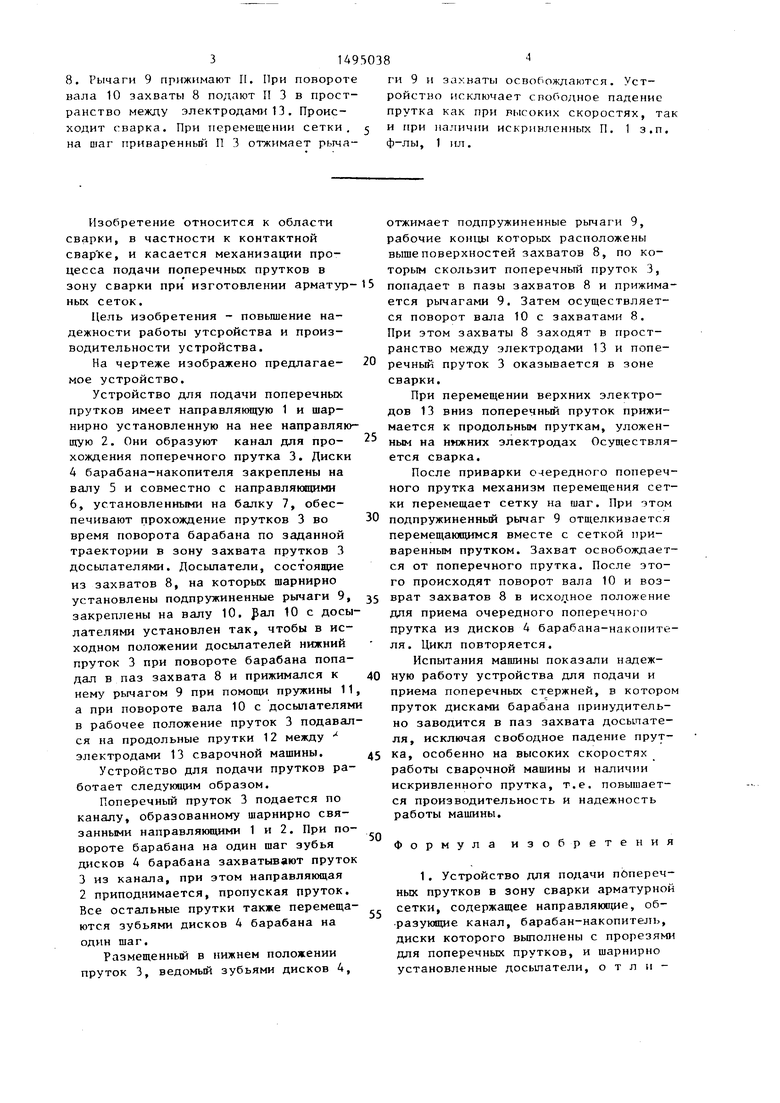
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для контактной точечной сварки арматурных сеток | 1956 |
|
SU108790A1 |
| Устройство для сварки сеток | 1986 |
|
SU1391832A1 |
| Устройство для сварки арматурных сеток | 1985 |
|
SU1303324A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОЙ СЕТКИ | 2024 |
|
RU2839211C1 |
| Устройство для сварки арматурных сеток с укороченными поперечными стержнями, смещенными к ее боковым сторонам | 1978 |
|
SU725761A1 |
| Линия для сборки под сварку и сварки плоских каркасов из продольных и поперечных стержней | 1981 |
|
SU979060A1 |
| Машина для контактной сварки сеток | 1978 |
|
SU841858A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305976A1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809935C1 |
| Устройство для автоматической загрузки пруткового автомата | 1974 |
|
SU657916A1 |
Изобретение относится к сварке ,в частности, к контактной сварке и касается механизации процесса подачи поперечных прутков в зону сварки при изготовлении арматурных каркасов. Цель изобретения - повышение надежности работы и производительности устройства. Поперечный пруток /П/ 3 подается по каналу, образованному направляющими 1 и 2. Зубья дисков 4 захватывают ПЗ, который отжимает подпружиненные рычаги 9 и попадает в пазы захватов 8. Рычаги 9 прижимают П. При повороте вала 10 захваты 8 подают ПЗ в пространство между электродами 13. Происходит сварка. При перемещении сетки на шаг приваренный ПЗ отжимает рычаги 9, и захваты освобождаются. Устройство исключает свободное падение прутка как при высоких скоростях, так и при наличии искривленных П. 1 з.п. ф-лы, 1 ил.
Изобретение относится к области сварки, в частности к контактной свар ке, и касается механизации процесса подачи поперечных прутков в зону сварки при изготовлении арматур ных сеток.
Цель изобретения - повышение надежности работы утсройства и производительности устройства.
На чертеже изображено предлагае- мое устройство.
Устройство для подачи поперечных прутков имеет направляющую 1 и шар- нирно установленную на нее направляющую 2. Они образуют канал для про- хождения поперечного прутка 3. Диски 4 барабана-накопителя закреплены на валу 5 и совместно с направляющими 6, установленными на балку 7, обеспечивают прохождение прутков 3 во время поворота барабана по заданной траектории в зону захвата прутков 3 досылателями. Досылатели, состоящие из захватов 8, на которых шарнирно установлены подпружиненные рычаги 9, закреплены на валу 10. fan 10 с досылателями установлен так, чтобы в исходном положении досылателей нижний пруток 3 при повороте барабана попадал в паз захвата 8 и прижимался к нему рычагом 9 при помощи пружины 11 а при повороте вала 10 с досыпателям в рабочее положение пруток 3 подавался на продольные прутки 12 между - электродами 13 сварочной машины.
Устройство для подачи прутков работает следующим образом.
Поперечный пруток 3 подается по каналу, образованному шарнирно связанными направляющими 1 и 2. При повороте барабана на один шаг зубья дисков 4 барабана захватывают пруток 3 из канала, при этом направляющая 2 приподнимается, пропуская пРУТок. Все остальные прутки также перемещаются зубьями дисков 4 барабана на один шаг.
Размещенный в нижнем положении пруток 3, ведомый зубьями дисков 4,
0
0
5 5
0
5
0
5
отжимает подпружиненные рычаги 9, рабочие концы которых расположены выше поверхностей захватов 8, по которым скользит поперечный пруток 3, попадает в пазы захватов 8 и прижимается рычагами 9. Затем осуществляется поворот вала 10 с захватами 8. При этом захваты 8 заходят в пространство между электродами 13 и поперечный пруток 3 оказывается в зоне сварки.
При перемещении верхних электродов 13 вниз поперечный пруток прижимается к продольным пруткам, уложенным на нижних электродах Осуществляется сварка.
После приварки очередного поперечного прутка механизм перемещения сетки перемещает сетку на шаг. При этом подпружиненный рычаг 9 отщелкивается перемещающимся вместе с сеткой приваренным прутком. Захват освобождается от поперечного прутка. После этого происходят поворот вала 10 и возврат захватов 8 в исхо; ное положение для приема очередного поперечного прутка из дисков 4 барабана-накопителя. Цикл повторяется.
Испытания машины показали надежную работу устройства для подачи и приема поперечных стержней, в котором пруток дисками барабана принудительно заводится в паз захвата досьшате- ля, исключая свободное падение прутка, особенно на высоких скоростях работы сварочной машины и наличии искривленного прутка, т.е. повышается производительность и надежность работы машины.
Формула изобретения
чающееся iCM, что, с цельючто его -уа рлспо:(ожр нал поь.фхповышения надежности работы и произ-ностью захвата.
води-т ельности устройства, досылатели2. Устройство по п.1, о г л н вьтолнепы в виде захватов с пазамичающееся тем, что |1аправляюдля размещения подаваемььх прутков ищие, обр.:эзуюпр1е , шарчирн- свяснабжены подпружиненными рычагами, между со(ой н рмюлнены с прорекаждый из которых вьтолнен с зубом изями для прохождения дисков барабанашарнирно закреплен на захвате так,накопите тя.
| Волков Л.А | |||
| Оборудование для производства арматуры железобетонных изделий, М.: Мапшностроение, 1984, с | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
