Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов Ank холодной штамповки, и может быть использовано в радиотехнической, приборостроительной, электротехнической, машиностроительной и других отраслях промышленности. Известны блоки штампов для листовой штамповки с направляющими скольжения, состоящие из верхней и нижней плит узлов шариковых направляющих или направляющих скольжения. Направляющая колонка одним концом неподвижно соединена с блока п6 прессовой посадке, а взаимосвязанная с ней втулка шариковых направляющих или направляющих скольжения также неподвижно, одним концом закреплена в плите блока (1. Недостатком дан1&1х блоков является сложность и трудность переточки (перешлифов ки) штампов в собранном состоянии, т. е. пр разъеме верхней и нижней частей штампа. Известен также блок штампов, содержащий верхнюю и нижнюю плиты, направляющие кголонки и охватывающие их направляющие втулки, попарно закрепленные в верхней и нижней плитах (2. Недостатком известного блока является неудобство при переналадке штампов, связанное с тем, что высота колонки значительно больше втулки и проход шлифовального круга и шпинделя станка при перешлифовке затруднен. 32 Цель изобретения - улучшение условий переналадки. Поставленная цель достигается т«м, что в блоке штампов, содержащем верхнюю и плиты, направляющие колоики и охватывающие их направлягощие втулки, попарно закрепленные в верхней и нижней штатах, направляющие колонки установлены свободно и подпружинены к верхней и нижней плитам. На чертеже изображен блок штампов. Блок штампов состоит из верхней 1, нижней 2 плит, четырех направляющих втулок 3, выполненных по ТОСТ 17695-72 и свободно установленных в плитах блок двух колонок 4. которые могут перемещаться вдоль и вокрзгг оси, четырех пружин 5, четырех крышек 6. Штамп устанавливается на пресс. Нижняя часть штампа крепится на crone пресса, верхняя часть - к ползуну npecct, колонки 4 обеспечивают точное согласование верхней части штампа относительно нижней. Процесс деформирования осуществляется при опускании верхней плиты 1. При переналадке штампа колонки 4 свободно снимают и после переточки устанавливают в исходное положение, при этом не требуется проведение доводочных и пригоночных операций. Применение свободно установленных колонок позволит производить переточку штампа, сохраняя первоначальную точность сопряжения его рабочих частей, по сравнению с базовым объектом, в качестве которого принят прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел соединения одной из деталей направляющей пары с плитой штампа | 1984 |
|
SU1260071A1 |
| ЛИСТОШТАМПОВОЧНЫЙ ПРЕСС-АВТОМАТ | 2006 |
|
RU2341372C2 |
| Штамп с направляющей парой и резервуаром со смазкой для нее | 1989 |
|
SU1722662A1 |
| Блок штампов для обработки листового материала | 1978 |
|
SU910287A1 |
| Универсальный блок | 1988 |
|
SU1632582A1 |
| Штамп для обрезки полых деталей по высоте | 1986 |
|
SU1344528A1 |
| Уел направления штампа | 1976 |
|
SU572318A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Блок штампов и способ его изготовления | 1983 |
|
SU1174133A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЯ С ОСЕСИММЕТРИЧНЫМ ФЛАНЦЕМ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2014 |
|
RU2572686C1 |
БЛОК ШТАМ10В, содержащий верхнюю и нижнюю шшты, налравляюшие колонки и охватывающие их направляюш;ие втулки, попарно закрепленные в верхней и нижней плитах, отличающийся тем, что, с целью улучшения условий переналадки, направляющие колонки установлены свободно и подпрухсинены к верхней и нижней шшпм. (Л сд о | 00 со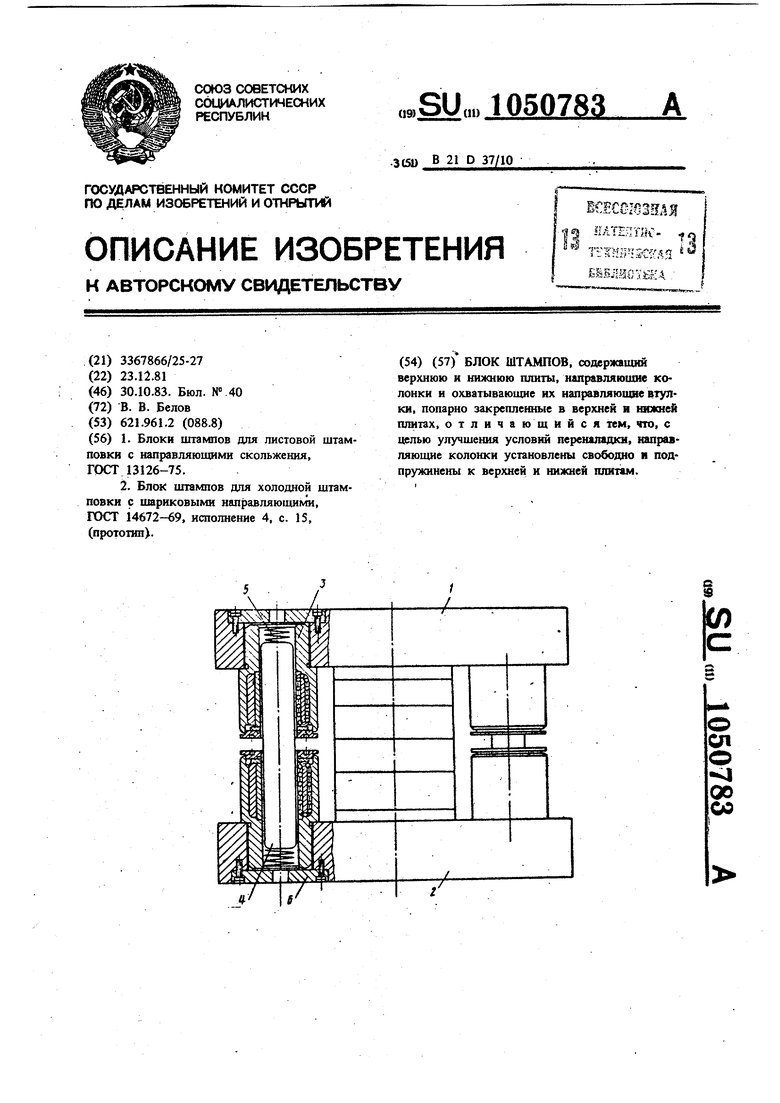
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Блоки штампов для листовой штамповкя с направляющими скольжения, ГОСТ 13126-75 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Блок штампов для холодной штамповки с шариковыми направляющими, ГОСТ 14672-69, исполнение 4 | |||
| с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
