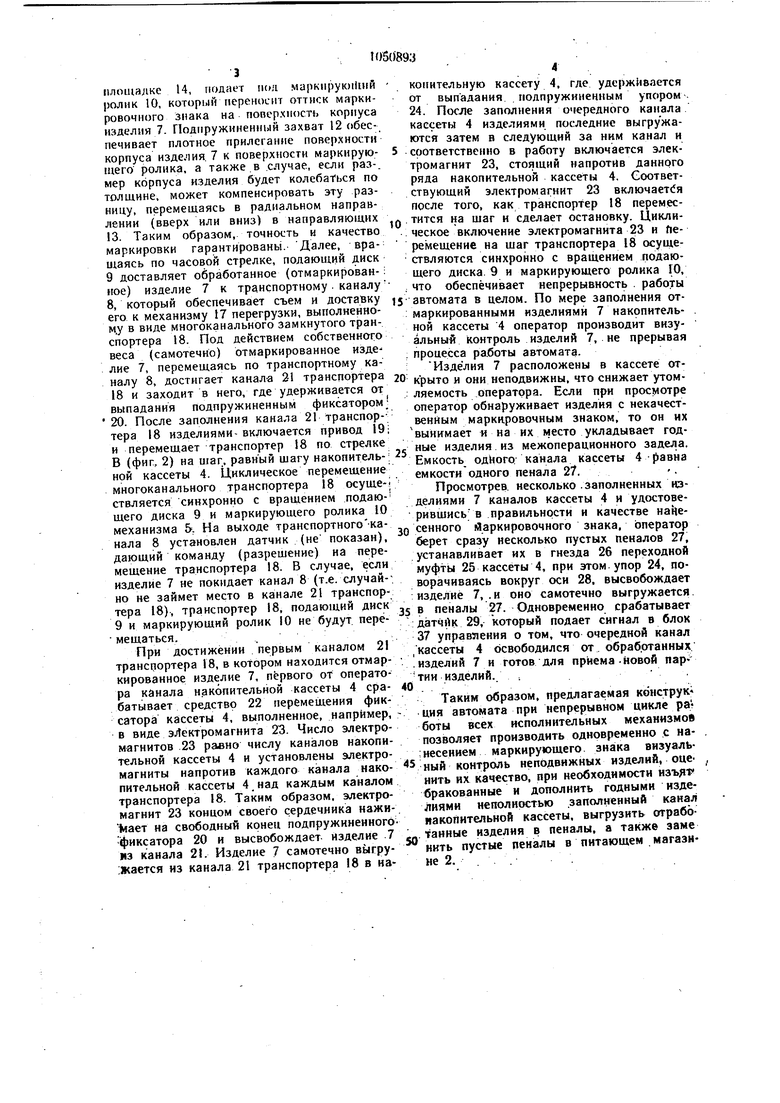
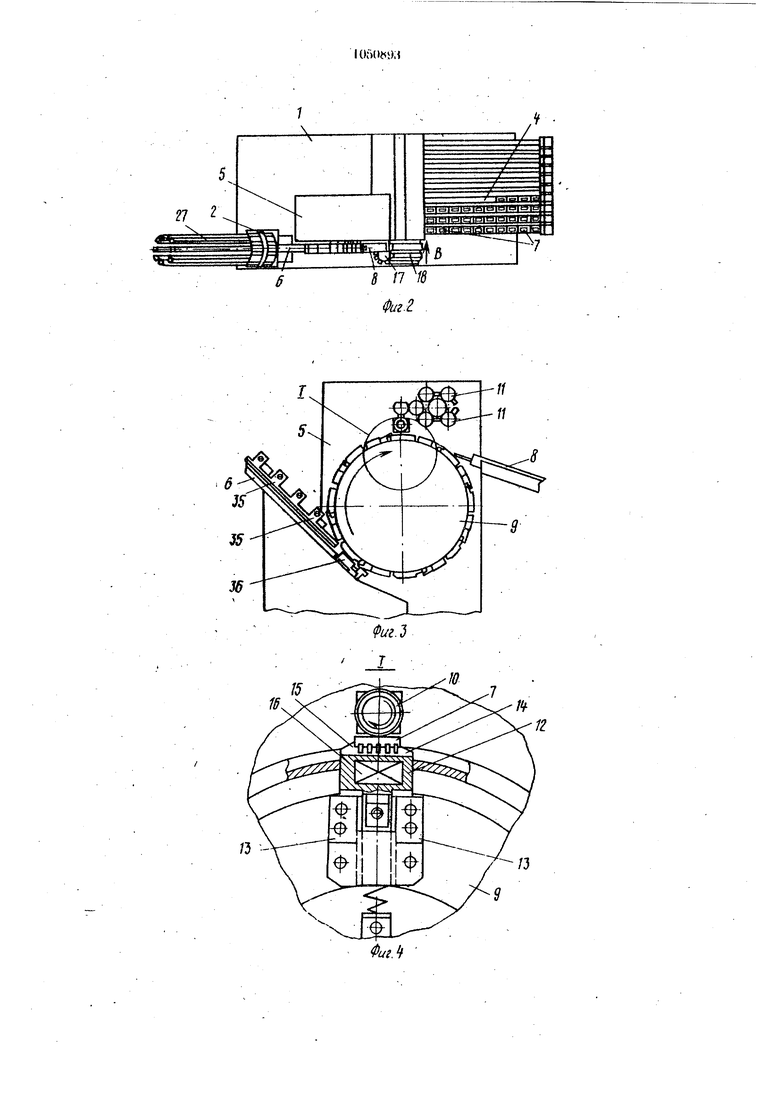
Изобретение относится к производству изделий микроэлектроники, в частиостч к производству интеграЛьных схем в керамическом и пластмассовом корпусах с двух рядным расположением выводов, а также других изделий, имеющих подобные корпуса. Известен автомат для маркировки плоских изделий, содержащий, смонтированные на станине многоканальный (питающий ма газин, приемный магазин с шарнирно укреп.ленной на станине накопительной многоКанальиой кассетой, размещенной между питающим и приемным магазинами маркиру рщий механизм и .транспортные каналы дляподвода изделий к маркирующему механизму и отвода их от него }1|. К недостаткам известного автомата относятся низкая надежность и неудобство проверки качества маркировки изделий. Цель изобретения - повыщение надежности автомата и удобства его обслуживанйя. . .. , Поставленная цель достигается тем, что ,йвтомат для маркировки плоских изделий, : держащ,ий смонтированные на станине мнбгоканальный питающий магазин, приемный магазин с шарнирно укрепленной иа станине накопительной многоканальной - кассетой, размешенный между питающим и приемным магазинами маркирующий механизм и транспортные каналы для подвода изделий к маркирующему механизму и отвода В.Х от него, имеет механизм перегрузки изделий из транспортного канала для отвода изделий от маркирующего механизма в накопительную кассету, выполненный в виде многоканального замкнутого транспортера с подпружиненными фиксаторами изделий в каждом его канале, и средства перемещения фиксаторов замкнутого транспортера или освобождения изделий, размещенные напротив каждого канала накопительной кассеты, а последняя имеет смонтирйванные на концах своих каналов подпружиненные упоры для удержания издеЛИЙ в каналах и фиксатор ее положения относительно станины, при этом механизм перегрузки смонтирован на накопительной кассете. На фиг. 1 изображен предлагаемый, автомат, вид спереди; на фиг. - то же, вид в плане; на фиг. 3 - маркирующий мехаиизм, вид спереди; на фиг. 4 - узел 1 на фиг. 3; иа фиг. б - узелП на фиг. I; на фиг. 6 разрез А-А на фиг. 1; на фиг. 7 - разрез Б-Б иа фиг. 6. Автомат йля. маркировки плоских изделий содержит смонтированные ня станине 1 многоканальный питающий магйзин 2, приемный магазин 3 с шариирно установленной на станине I многоканальной.нас сгетой 4, размещенной, между питающил 2 и приемным 3 магазинами маркирующий механизм 5 и транспортный каналы для под.вода 6 изделий 7 к маркирующему механизму 5 и отвода 8 их от него. Маркирующий механизм 5 включает подающий диск 9, маркирующий ролик 10 и ролики П. Подающий диск 9 содержит расположенные по периметру диска подпружиненные захваты 12, установленные -в направляющих 13. Каждый захват 12 имеет рабочую площадку 44 .с упором 15 н постоянный магнит 16. Автомат содержит также механизм 17 перегрузки изделий из транспортного канала 8 в накопительную кассету 4, смонтированный на последней и выполненный в виде многоканального замкнутого транспортера 18 с приводом 19 и подпру иненными фиксаторами 20 изделий 7 в каждом его канале 21, и средства 22 перемеи1ения 22 фиксаторов 20, выполненные, например, в ви- . де электромагнитов 23 и размещенные напротив каждого канала накопительной кассеты 4. Кассета 4 имеет щарнирно закрепленные на выходных концах своих каналов подпружиненные упоры 24 для удержания, изделий 7 и переходную муфту 25, в гнезД 26 которой устанавливаются пеналы 27. При перегрузке изделий 7 в пенал 27 упор 24, поворачиваясь вокруг оси 28, взаимодействует с датчиком 29. Шарнирное закрепление многоканальной кассеты 4 на станине I осуществляется посредством.; оси 30, проушины 31 и фиксатора 32, выполненного, например, в виде стопорного винта 33 и планки 34. Тра {спортный канал 6 содержит отсекатели 35 и опорную площадку 36. Управление работой автомата осуществляется отблока 37 упрайления. Автомат для маркировки плоских изделий работает следующим образом. : . Пеналы 27 с изделиями 7 устанавливй)от в многоканальный питающий магазиц 2, откуда. .7. самотечно подаются на транспортный канал 6. По команде оТ блока 37 управления включаются .все функ циональиь1е механизмы автомата. Отсекатели 35, установленные на транспортном канале 6, осуществляют поштучную подачу изделий 7 на опорную площадку 36,откуда изделия также пощтучно с помощью подпружиненного захвати 12 подающего диска 9 доставляются в зону маркировки механизма 5, где маркировочный ролик 10 наносит на корпус изделий 7 маркировочиый знак. Точность нанесения маркировочного знака обеспечивается благодаря тому, чтЬ подпружиненный захват 12 снабжен рабо чей площадкой 14 с упором 15, под котр рой установлен постоянный магнит 16. Вращаясь по часовой стрелке, подающий диск рн помощи упора 15 захвата 12 снимает очередное изделие 7 с.опорной площадки 38 л, удерживая его магнитом 16 на ровной -34 . площадке 14, подает поя маркпруюНпгй конительную кассету 4, где удерживается ролик 10, который переносит оттиск марки- от выпадания .подпружиненным упором, ровочиого знака на поверхность корпуса 24. После заполнения очередного капала изделия 7. Подпружименпый захват 12 обес- кассеты 4 изделиями последние выгружапечивает плотное прилегание поверхности ются затем в следующий за ним канал и корпуса изделия 7 к поверхности маркирую- 5 соответственно в работу включается элекщего ролика, а также в случае, если раз-. тромагнит 23, стоящий напротив данного мер корпуса изделия будет колебаться по ряда накопительной кассеты 4, Соответтолщине, может компенсировать эту раз- ствующий электромагнит 23 включается ницу, перемещаясь в радиальном направ- после того, как транспортер 18 перемеслении (вверх или вниз) в направляющих тится на щаг и сделает остановку. Цикли13. Таким образом, точность и качество ческоевключение электромагнита 23 и fteмаркировки гарантированы. Далее, вра- ремещение на шаг транспортера 18 осущещаясь по часовой стрелке, подающий диск ствляются синхронно с вращением подаю9 доставляет обработанное (отмаркирован- щего диска. 9 и маркирующего ролика 10, иое) изделие 7 к транспортному. каналу;- что обеспечивает непрерывность . работы 8, который обеспечивает съем и доставку )5 автомата в целом. По мере заполнения отего к механизму 17 перегрузки, выполненно- маркированными изделиями 7 накопительМ.У в виде многоканального замкнутого тран- „J кассеты 4 оператор производТ визуспортера 18. Под действием собственного „y контроль изделий 7. не прерывая веса (самотечио) отмаркированное изде- процесса работы автомата Р Р « я лие 7 перемещаясь по транспортному ка- -Изделия 7 расположены в кассете отналу 8, достигает канал-а 21 транспортера 20 крыто и они неподвижны, что снижает утом18 и заходит в него, где удерживается от ляемость оператора. Если при просмотре вьшадания подпружиненным фиксатором; оператор обнаруживает изделия с некачест20. После заполнения канала 21 транспор - венным маркировочным знаком, то он их тера 18 изделиями-включается привод 19; вынимает и на их место укладывает годи перемещает транспортер 18 по стрелке .„ , межоперационного задела. 8фиг, 2) на шаг равный шагу накопитель-; 25 одИого канала кассеты 4 Ьавна НОИ кассеты 4. Циклическое перемещение емкостиодного пенала 27. многоканального транспортера 18 осуще--Просмотрев, несколько .заполненных изствляется синхронно с вращением подаю- делиями 7 каналов кассеты 4 и удостовещего диска 9 и маркирующего ролика 10 ривщись в правильности и качестве наЦемеханизма 5, На выходе транспортного ка- сенного йаркнровочного знака, оператор нала 8 установлен датчик (не показан). несколько пустых пеналов 27. дающий команду (разрешение) на пере- устанавливает их в гнезда 26 переходной мещение транспортера 18. В случае, „уф 25 кассеты 4, при этом, упор 24. поизделие 7 не покидает канал 8 (т.е. случаи- ворачиваясь вокруг оси 28. высвобождает но не займет место в канале 21 тра нспор- ; „зделие 7. .и оно самотечно выгружается, тера 18), транспортер 18. подающий диск пеналы 27. Одновременно срабатывает 9и маркирующий ролик 10 не будут пере- ; датчик 29. который подает сигнал в блок мещаться.«,37 управления о том. что очередной канал При достижении первым каналом 21 кассеты 4 освободился от обработанных транспортера 18, в котором находится отмар-- изделий 7 и готов для прйема-новой пар. кированное изделие 7, первого от операто- тии изделий. . ра канала накопительной кассеты 4 ера- 40 . батывает средство 22 перемещения фик-Таким образом, предлагаемая конструк сатора кассеты 4, выполненное, например, - ция автомата при непрерывном цикле ра в внде электромагнита 23. Число электро- боты всех исполнительных механизмов магнитов 23 равно числу каналов накопи- позволяет производить одиовремеиио с нательной кассеты 4 и установлены электро- ; несением маркирующего знака визуальмагниты иапротив каждого канала нако- 5 „ый контроль неподвижных изделий, оце- , пительной кассеты 4.над каждым каналом нить их качество, при необходимости транспортера 18. Таким образом, электро- бракованные и дополнить годными издемагнит 23 концом своего сердечника нажн- лиями неполностью заполненный канал 1иает на свободный конец подпружиненного- накопительной кассеты, выгрузнть отрабо фиксатора 20 и высвобождает изделие 7 „тайные изделия в пеналы, а также заме из канала 21. Изделие 7 самотечно выгру- нить пустые пеналы в питающем магазн;жается из канала 21 транспортера 18 в на- не 2. . .. l()5()89;j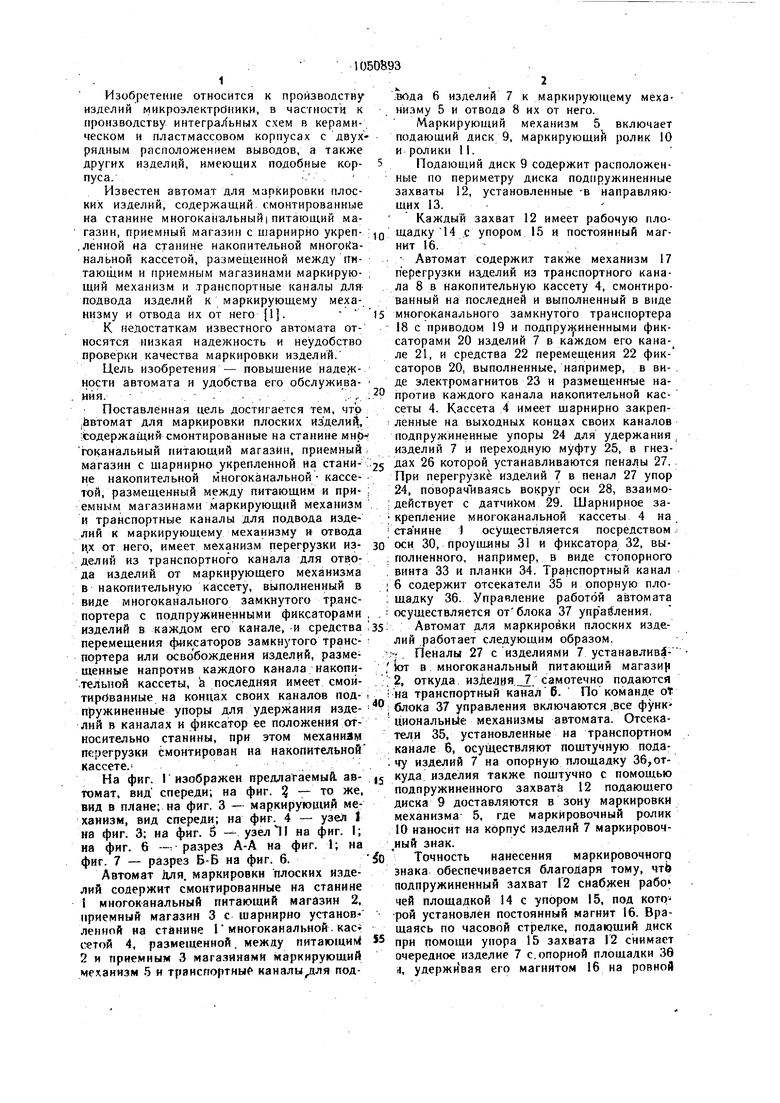
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для маркировки плоских изделий | 1990 |
|
SU1745565A1 |
| Автомат для маркировки плоских изделий | 1978 |
|
SU859200A1 |
| Устройство для маркировки плоских изделий | 1981 |
|
SU1066838A1 |
| Устройство для подрезки выводов микросхем | 1983 |
|
SU1073909A1 |
| Устройство для подрезки выводов микросхем | 1985 |
|
SU1307616A1 |
| Устройство для маркировки и укладки дискообразных изделий | 1987 |
|
SU1504167A1 |
| Автомат для маркировки плоских изделий | 1978 |
|
SU724362A1 |
| Устройство для маркировки этикеток | 1991 |
|
SU1781135A1 |
| Автомат для контроля и сортировки изделий цилиндрической формы | 1985 |
|
SU1359006A1 |
| Автоматическая линия Свиноренко для технологической обработки радиоэлементов | 1986 |
|
SU1426755A1 |
АВТОМАТ ДЛЯ МАРКИРОВКИ ПЛОСКИХ ИЗДЕЛИЙ, содержащий смон.тированиые на станине многоканальный питающий магазин, приемнЬ1н магазин с шарнирно укрепленной ла станине накопительной многоканальной кассетой, размещенный между питающим и приемным магазинами маркирующий механизм и транспортные каналы подвода изделий к маркирующему механизму и отвода- их от него. S отличающийся тем, что, с целью повышения его надежности и удобства обслуживания, он имеет механизм перегрузки изделий на транспортного канала для отвода изделий от маркирующего механизма в накопительную кассету, выполненный в виде многоканального замкнутого транспортера с подпружиненными фиксаторами изделий в каждом его канале и средства перемещения фиксаторов замкиутого транспортера для освобождения изделий, размещенные напротив каждого канала накопительной кассеты, а последняя имеет смонтированные на концах своих каналов подпружиненныеупоры для удержания изделий в каиалах и фик сатор ее положения относительно станины, при этом механизм перегрузки смоитирован на накопительной Кассете. (Л г ел о 00 со со J/ Л7 Фиг.1
/1-/1
го
Фиг.д
Фиг. 7
| , 1 | |||
| Автомат для маркировки плоских изделий | 1978 |
|
SU859200A1 |
| Механический грохот | 1922 |
|
SU41A1 |
