Изобретение относится к перазрушаклцему контролю и может быть яспользовано при ультразвуковом контроле сварных соединений, Известен способ ультразвукового контроля изделий, заключакщийся в том, что излучают s изделие сдвиговые волны принимают зеркально от раженные от дефекта волны, сравнива ют их амплитуды, по которым определяют характер дефекта Г J Недостатком известного способа является невозможность определения размеров плоскосттапс дефектов,, Наиболее близким к прилагаемому по техническор сущности является способ ультразвукового контроля сварных соединений,, заключагсшщйся в том, что излучают в изделие ультразвуковые вол1- ы, принимают под фиксированнь м углом сдвиговые волны в одной точке изделия от верхнего к дефекта, в другой точке изделия от нижнего края дефекта, а величину дефекта определяют, по времени расп ространегшя ультразвуковых волн, уг лу j, под которым принимают сдвиговые волны и по их скорости. Излучение и при СДВИГОВЫХ волн осуществляют п одинаковыми углами в точках, равноудаленных от проекции дефекта на поверхность изделия 2 J. Недостаток это-го способа состоит а низких достоверности и точности контроля, определяемых мальрч ypo ней сдвиговых волн, дифрагированных на краях дефекта. Цель изобретения - повышение дос товерности и точности контроля. Поставленная цель достигается тем,что согласно способу ультразвукового контроля сварных соединений заключающемуся в ток, что напучают в изделие ультразвуковые волны, принимают под фиксированным углом сдвиговые волны в одной точке изде,геия от верхнего края дефекта, в другой точке изделия - от нижнего к дефекта, а величины опре деляют по времею распространения ультразвуковых волн, углу, под кото рым при1а1мают сдвиговые волны и по их скорости5 излучают в изделие нормально его поверкности продольraje ультразвуковые волныд принимают в одной точке изделия сдвиговые волны, трансформированные из прямой продольной волны на верхнем крае де фекта и зеркально отразившееся от дна кзделиЯз а в другой точке изделия- сдвиговые BonHbis траисфор tиpoвaннъIe на нижнем крае дефекта из продельной волны5 зеркапьно отразившейся от дна издепиЯ; измеряют расстоякие от этой точки приема до точки ввода прод,ольных волн в издехше, которое учитывают при вычислении размера дефекта. Кроме того, сдвиговые волны принимают под углом 90-агс sin где Cg и Ср- скорости сдвиговых и продольных волн соответственно. На чертеже гфедставлена схема реализации способа. Схема содержит излуча 0 Щ1Й преобразозатепь два приемных преобразователя 2 и 3. установленньпс на позерхности изделия 4;, содержащего дефект 5. Способ осуществляют следую-Щ лм образом. На контролируемом издел11и 4 устанав,тшвают излучающий пряной преобразователь 1 и два наклонных приемных преобразователя 2 и 3, или один прямой .преобразователь, который может последовательно занимать два положения в точках 2 и 3. Расстояние 1 мелоду излучающим преобразователем { и первьш приемньш преобоазователем 2, а также расстояние Е между преобразователем I и вторым приемньш преобразователем 3 и углы cL выбирают образом, чтобы выяе вить дефектьз на заданной глубине. Указанные расстояния и угол oi свяйаны соотношением F, ( Е , где Н - толщина изделия; tf - глубина дефектов S поиск которых ведется -пои контроле. При контроле CBapi-шх сое щнений излучают продольные волшы прямым преобразователем I з/становленным на сварной шов,, и перемеща.н)т преобразоватегш 1-3 вдоль сварного соедлненило Признаком обнаружения дефектов является появление ультразвукшзых волн на преобразователях 2 и 3 или на одном из них, С помощью наклошак преобразователей 2 и 3 определяют тип дефекта по известно гу способу. выявлен плосксстной ефект, то производят измерение его азмера. Для этого перемещением пребразователей по поверхности изде
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля сварных соединений изделия | 1981 |
|
SU989472A1 |
| Способ ультразвукового контроля изделий | 1981 |
|
SU996934A1 |
| ПРОДОЛЬНО-ПОПЕРЕЧНЫЙ СПОСОБ РЕАЛИЗАЦИИ ЭХОЛОКАЦИОННОГО МЕТОДА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЯ ПО ВСЕМУ СЕЧЕНИЮ | 2014 |
|
RU2585304C1 |
| Способ промышленной ультразвуковой диагностики вертикально ориентированных дефектов призматической металлопродукции и устройство для его осуществления | 2015 |
|
RU2651431C1 |
| Способ ультразвукового контроля сварных соединений изделий | 1987 |
|
SU1439485A1 |
| Способ ультразвукового контроля изделий | 1985 |
|
SU1293638A1 |
| Ультразвуковой способ определения параметров плоскостных дефектов изделий | 1987 |
|
SU1516965A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА АКУСТИЧЕСКОГО КОНТАКТА ПРИ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ | 2012 |
|
RU2506585C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ПЛОСКОСТНЫХ НЕСПЛОШНОСТЕЙ В ТОЛСТОСТЕННЫХ ИЗДЕЛИЯХ УЛЬТРАЗВУКОВЫМ МЕТОДОМ | 2000 |
|
RU2192635C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ЗАКЛАДНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2044313C1 |
1 jCnOCOB УЛЬТРАЗВУКОВОГО КОН РОЛЯ сварных соединений, заключающийся в том, что излучают в изделие ультразвуковые волны, принимают под фиксированным углом сдвиговые волны в одной точке изделия от верхнего края дефекта, в другой точке изделия - от нижнего края дефекта, а величину дефекта определяют по времени распространения ультразвуковых волн, углу, под которым принимают I сдвиговые волны, и по их скорости. отличающийся тем, что,с целью повьше{шя достоверности и точности контроля, излучают в изделие нормально его поверхности продольные ультразвуковые волны, принимают в одной точке изделия сдвиговые волны, трансформированные из прямой продольной волны на верхнем крае дефекта и зеркально отразившиеся от дна изделия, а в другой точке изделия - сдвиговые волглы, трансформироваяшие на нижнем крае дефекта из-продольной волны, зеркально отразившейся от дна изделия, измеряют расстояние от этой точки приема до точки ввода продолЫмх волн в изделие, которое учитывают при вычислении размера дефекта. 2. Способ по п. , о т л и ч аю щ и и с я тем, что сдвиговые волны принимают под yглo 90 arc sin Cg/Cj, где Cg и Ср- скорости сдвиговых и продольных волн соответственно.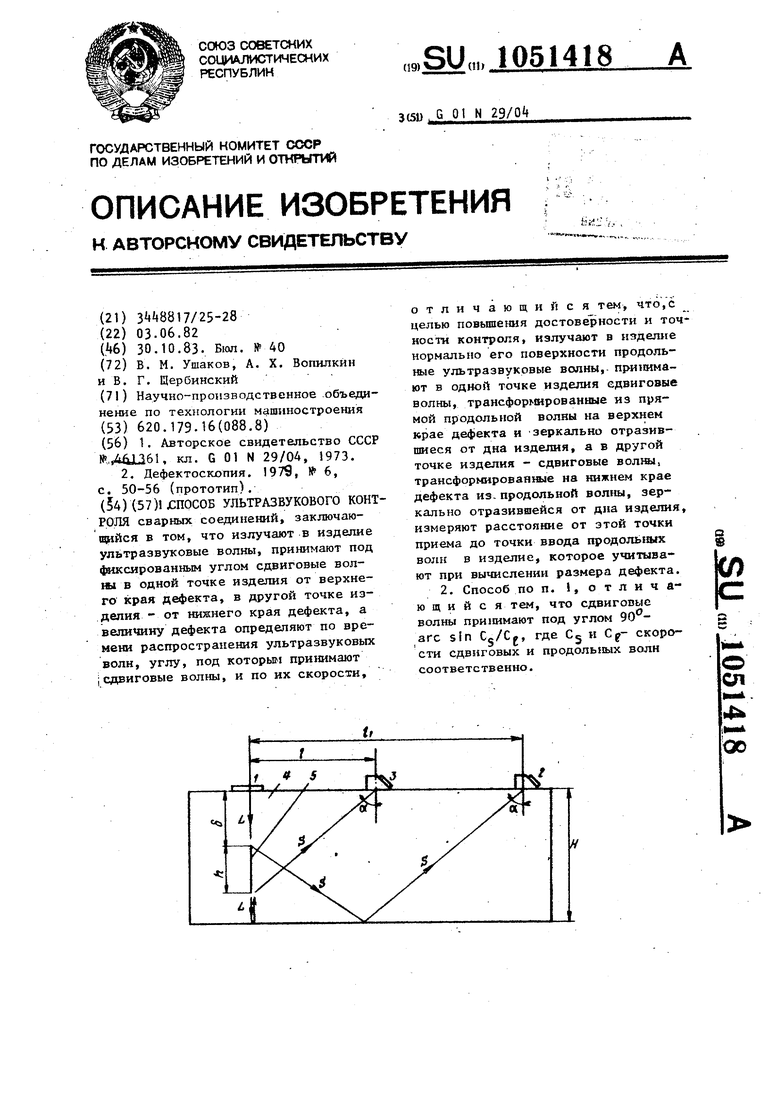
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство ССС №.,А4иб1, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Дефектоскопия | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
