со
С50
/
Изобретение относится к технологическому оборудованию для изготовления электрических машин и может быть использовано в злектротехничес кой промьппленности и других отраслях промышленности, выпускающих злектри- ческие машины.
Цель изобретения - упрощение конструкции полуавтомата и повьшение ег производительности.
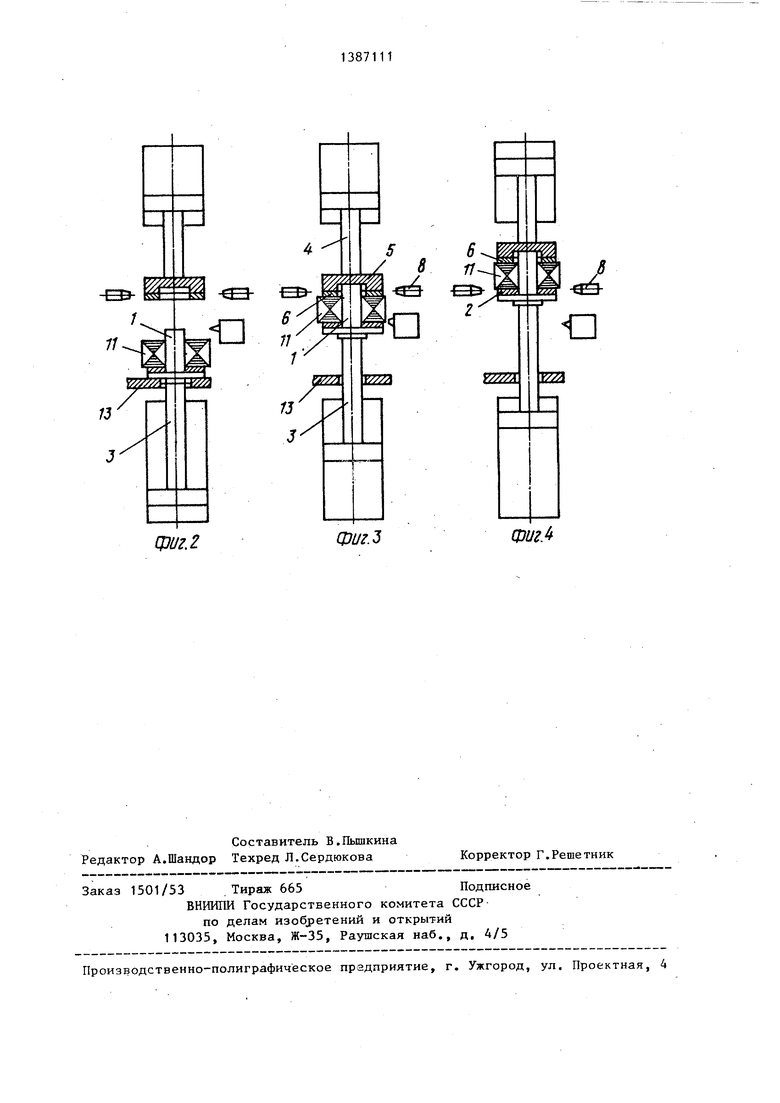
На фиг. 1 показана функциональна.я схема предлагаемого полуавтомата в момент подачи пакета на .рабочую позицию j на фиг. 2 - основные элемён- ты полуавтомата в момент начала движения пакета , на фиг. 3 - то же, в мойент сжатия пакета, замера е,го высоты и начала сварки; на фиг. 4 - то же, в момент окончания сварки.
Полуавтомат для сборки пакетов сердечников злектрическйх (ашин содержит сборочную оправку 1 разжимного типа с медной шайбой 2, опрес совочный силовой цилиндр 3 со штоком прижимной цилиндр 4 со штоком, прижимной втулкой 5 и медной шайбой 6, неподвижно закрепленное основание 7 со сварочными горелками 8, датчик 9 давления опрессовки и электрически связанный с ним механизм 10 контроля высоты пакета 11 сердечника, а также обратно связанный с этим механизмом блок 12 управления цилиндрами 3 и 4, двухпозиционный поворотный стол 13 и источник 14 сварочного тока,электрически связанный с механизмом 10 контроля.
Полуавтомат работает следующим образом.
На сборочную оправку 1 разжимного типа с медной шайбой 2, расположенную на подготовительной позиции поворотного стола 13, вручную или .с помощью робота свободно, так как поса- дочные поверхности оправки 1 имеют в исходном состоянии уменьшенные размеры, устанавливается набор листов пакета 1 1 сердечника. После поворота стола 13 оправка 1 с пакетом 11 ока- зьтается на рабочей позиции. Шток нижнего цилиндра 3 начинает подниматься и через отверстие поворотного стола 13 доходит до оправки 1,после чего указанная оправка с пакетом на- чинает подниматься до соприкосновения с медной шайбой 6, укрепленной .на прижимной втулке 5 и расположенной напротив сварочных горелок 8.При
этом происходит разжим оправки Т, в результате чего ее посадочные поверхности принимают требуемые размеры и обеспечивается окончательная ориентация пакета.
При достижении заданного давления опрессовки пакета 11 датчик 9 дает команду механизму 10 на проведение контроля высоты паке -а 11. При соблюдении необходимого размера высоты пакета 11 механизм 10 дает команду блоку 12 управления на продолжение движения вверх пакета 11- с помощью цилиндров 3 и 4 при сохранении заданного давления опрессовки. Одновременно на источник 14 тока от механизма 10 подается сигнал на начало сварки одновременно всеми горелками 8. Между электродом каждой горелки 8 и медной шайбой 6 возникает электрическая дуга. При дальнейшей подаче электрическая дуга плавно переходит с медной шайбы 6 на пакет 11. При этом сварного соединения между ними не образуется, так как величина сварочного тока, достаточная для расплавления стального сердечника, недостаточна для оплавления медной шайбы из-за значительно большей теплопроводности и теплоемкости меди.
Благодаря тому, что дуга зажигается не на самом пакете 11, на нем не образуются так называемый кратер и другие изъяны сварного шва. Не образуются изъяны и на медной шайбе 6 из-за указанных свойств меди. При перемещении всего пакета 11 относительно неподвижных горелок 8 сварные швы образуются по всей длине пакета сердечника, а затем дуга плавно переходит на медную шайбу 2. После чего пакет 11 останавливается и дуга прекращается. По указанной ранее причине сварное соединение между пакетом 11 и шайбой 2, а также изъяны сварного шва на сердечнике не образуются
Наружньй диаметр медных шайб 2 и 6 принимается меньшим диаметра пакета 1 1 на величину, приблизительно равную требуемой глубине сварного шва для того, чтобы уменьшить отвод . тепла от крайних листов пакета и обеспечить их .надежную приварку на требуемую глубину Высота каждой шайбы берется более диаметра пятна дуги во избежание повреждения пакета при возникновении и прекращении дуги.
После прекращения сварки пакет 11 сердечника опускается. При этом шток верхнего цилиндра 4 опускается до своего нижнего исходного положа- НИН и останавливается. Пакет 11 отделяется от шайбы 6, при этом оправка 1 сжимается и продолжает опус каться вместе со штоком нижнего цилиндра 3 до фиксации на поворотном столе 13, а шток 3 продолжает опускаться до своего нижнего исходного положения.
После этого поворотный стол 13 по ворачивается и переводит го.товьШ сердечник с рабочей на подготовительную позицию,.откуда он вручную или с по- мощью робота (не показан) свободно снимается с оправки 1. Одновременно с вьшедением готового сердечника с рабочей на подготовительную позицию с подготовительной на рабочую позицию переводится очередной пакет, установленный предварительно на подго- товительной позиции во время сварки предыдущего пакета.
Формула изобретения
1.Полуавтомат для сборки пакетов сердечников электрических машин,содержащий сборочную оправку, опрессо- вочные силовые цилиндры с блоком их управления, механизм контроля высоты пакета и сварочный механизм, отличающийся тем, что, с целью повышения производительности
и упрощения конструкции, полуавтомат снабжен датчиком давления оп- рессовки, электрически связанным с механизмом контроля высоты пакета, Э механизм контроля высоты пакета .электрически связан со сварочным механизмом и имеет обратную связь с блоком управления силовых цилиндров.
2.Полуавтомат по п. 1, отличающийся тем, что .снабжен двумя медными шайбами, выполненньми с диаметром, меньшим диаметра собираемого пакета на размер глубины сварного шва и высотой больше диаметра пятна сварочной дуг и, при этом одна шайба установлена на оправке,.а дру- гая-на прижимном силовом цилиндре.
цзиг.г
Фиг.Ъ
ФигА
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сборки пакетов сердечников электрических машин | 1982 |
|
SU1053227A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1982 |
|
SU1078540A1 |
| УСТАНОВКА ДЛЯ СВАРКИ СИЛЬФОНОВ | 2001 |
|
RU2196670C1 |
| Полуавтомат для сборки сердечников электрических машин | 1986 |
|
SU1415337A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1984 |
|
SU1334294A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| ВНУТРЕННЯЯ ОПРАВКА ТРУБОСВАРОЧНОГО СТАНА | 1993 |
|
RU2070450C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| Способ изготовления пакетов магнитопроводов электрических машин и устройство для его осуществления | 1987 |
|
SU1636941A1 |
| Устройство для сварки пакетов магнитопроводов электрических машин | 1990 |
|
SU1732413A1 |
Изобретение относится к технологическому оборудованию для изготовления электрических машин и может быть использовано в электротехнической промышленности. Цель изобретения - упрощение конструкции полуавтомата и повьш1ение его производительности. Полуавтомат содержит сборочную оправку 1, двухпозиционный стол 13, неподвижно закрепленное основание 7 со сварочными горелками 8 и два силовых цилиндра со штоками 3 и 4 и блоком 12 их управления, который связан с механизмом 10 контроля высоты пакета 11 и с датчиком давления опрессов- ки 9, которые связаны между собой и с источником сварочного тока 14. В процессе сборки при достижении заданного давления опрессовки датчик 9 дает команду устройству 10 на проведение контроля высоты пакета. При достижении заданного размера высоты пакета 11 устройство 10 дает команду приводу 12 и на источник тока 14,связанный с горелками 8. При сварке пакета электрическая дуга возникает между горелками 8 и медной шайбой 6, а по окончании сварки переходит с пакета на медную шайбу 2. 1 з.п. ф-лы, 4 ил. (О (Л
| Автомат для изготовления пакетов магнитопроводов | 1976 |
|
SU656159A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Полуавтомат для сборки пакетов сердечников электрических машин | 1982 |
|
SU1053227A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
