Изобретение относится к сварке и может быть использовано в энергомашиностроении при автоматической сварке под флюсом корневых швов толстостенных конструкций с узкой разделкой кромок и с последующим заполнением разделки.
Цель изобретения - обеспечение сварки толстостенных конструкций с узкой разделкой, улучшение качества сварного шва путем повышения точности направления электродов.
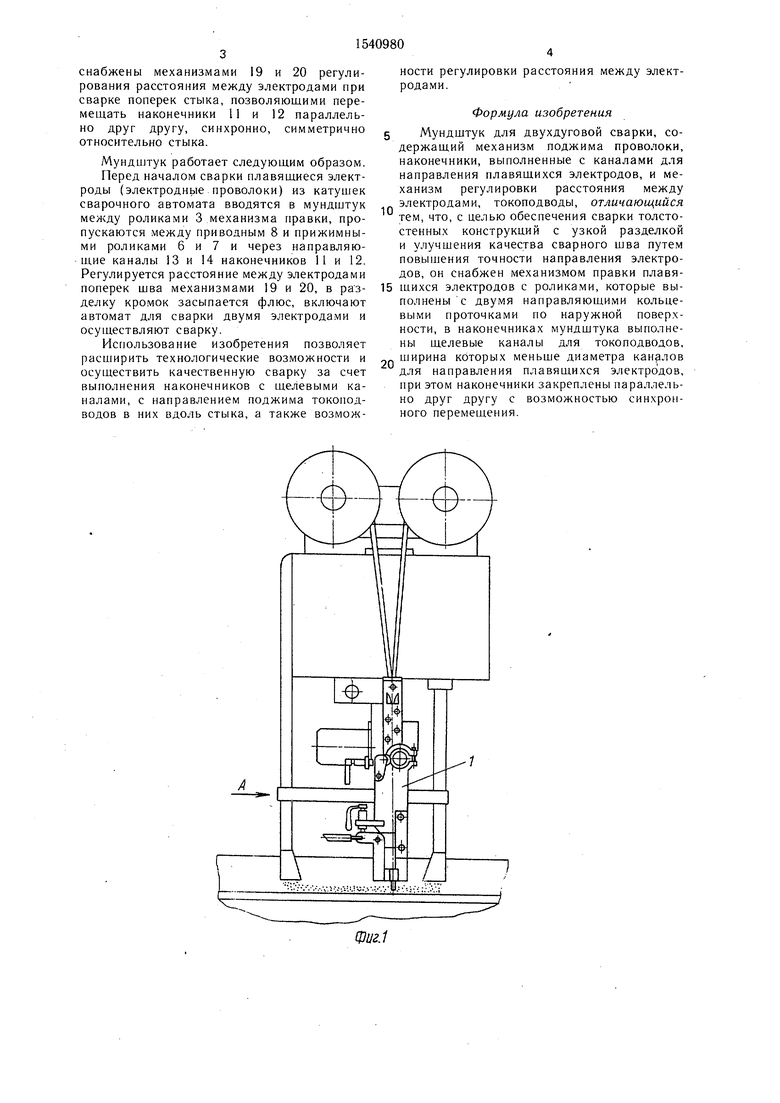
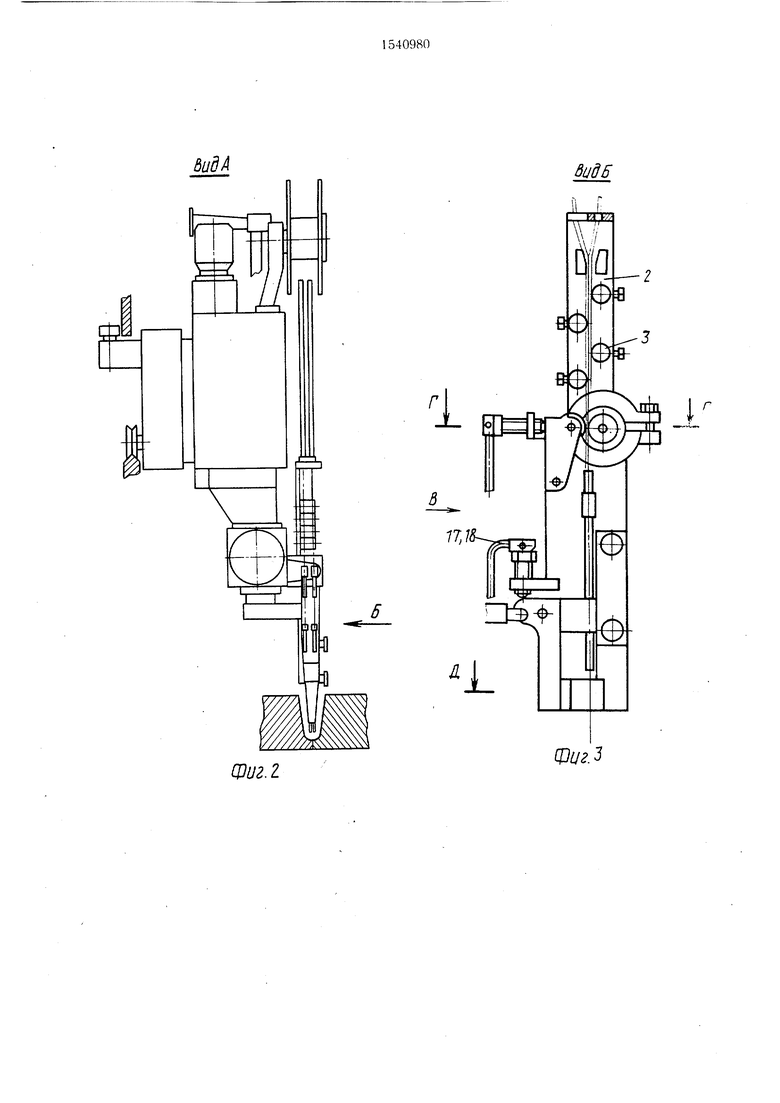
На фиг. 1 изображен мундштук, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - вид В на фиг. 3; на фиг. 5 -- разрез Г-Г на фиг. 3; на фиг. 6 - разрез Д-Д на фиг. 3.
Мундштук 1 для двухдуговой сварки состоит из корпуса 2, на котором закреплены ролики 3 механизма правки, каждый из которых выполнен с двумя направляющими кольцевыми проточками по наруж ной поверхности, прижимных -механизмов 4 и 5 с роликами 6 и 7 индивидуального поджима каждого плавящегося электрода к приводному ролику 8, установленного на валу подающего механизма сварочного аппарата. К нижней части корпуса 2 мундштука крепятся посредством кронштейнов 9 и 10 наконечники 11 и 12, расположенные параллельно друг другу, выполненные в виде пластин с направляющими каналами 13 и 14 для плавящихся электродов (проволоки) и щелевыми каналами, выполненными в виде проточек, в которые входят токо- подводы 15 и 16, имеющие индивидуальные поджимные механизмы 17 и 18. Наконечники выполнены из износостойкого неэлектропроводного материала.
Ширина щелевой проточки выбирается меньше диаметра направляющих каналов длп исключения возможных отклонений электродов в направляющем канале наконечника в процессе сварки. Наконечники
ел
4Ь
О СО
оо
снабжены механизмами 19 и 20 регулирования расстояния между электродами при сварке поперек стыка, позволяющими перемещать наконечники 11 и 12 параллельно друг другу, синхронно, симметрично относительно стыка.
ности регулировки расстояния между электродами.
Мундштук работает следующим образом.
Перед началом сварки плавящиеся электроды (электродные проволоки) из катушек сварочного автомата вводятся в мундштук
Формула изобретения
5 Мундштук для двухдуговой сварки, содержащий механизм поджима проволоки, наконечники, выполненные с каналами для направления плавящихся электродов, и механизм регулировки расстояния между
сварочного автомата вводятся в мундштук электродами, токоподводы огличающийся между роликами 3 механизма правки, про- 1° тем, что, с «- -ью обеспечени са Рки тмсто
сУрГго шиеРканалы 13 и 14 наконечников 11 и 12. повышения точности направления электро- Регулируется расстояние между электродами дов, он снабжен механизмом правки плавяs Г :™ двумя мектрода ™° --
осуществить качественную сварку за счет2° для направления плавящихся электродов, Гьшолнения наконечников с щелевыми ка-при этом наконечники закреплены параллель- налами с направлением поджима токопод-но друг другу с возможностью синхрон- водов в них вдоль стыка, а также возмож-ного перемещения.
ности регулировки расстояния между электродами.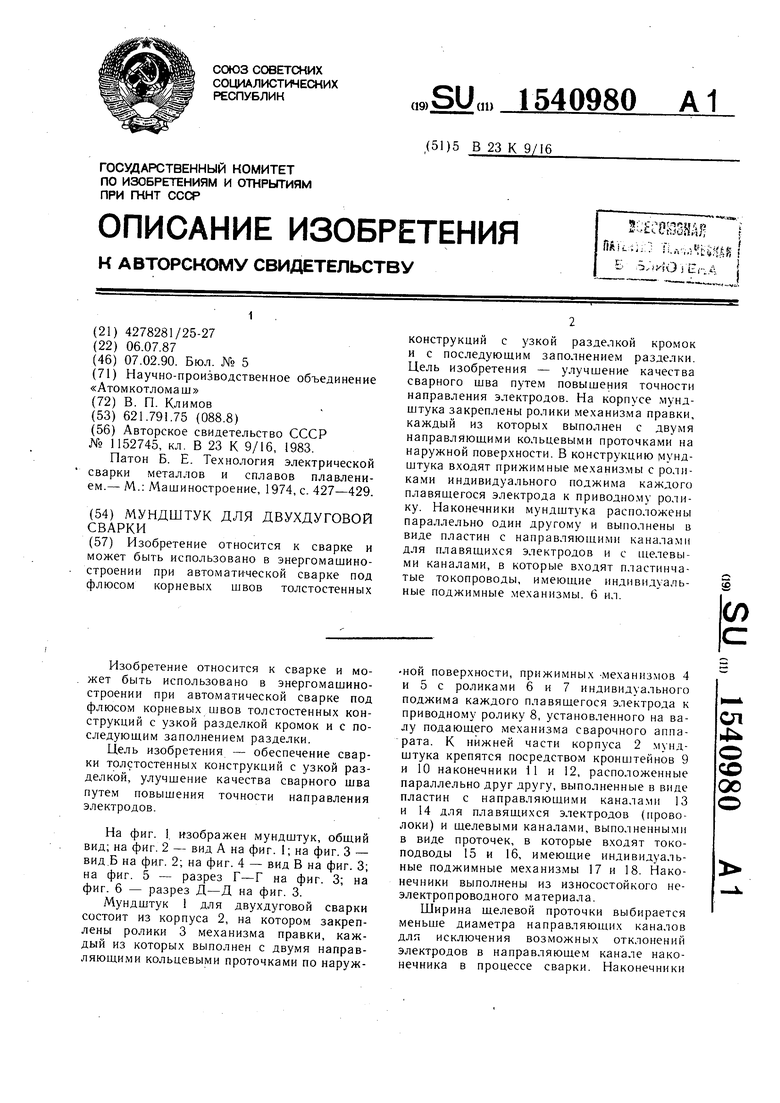
| название | год | авторы | номер документа |
|---|---|---|---|
| Мундштук для дуговой сварки плавящимсяэлЕКТРОдОМ | 1979 |
|
SU841843A1 |
| ТОКОПОДВОДЯЩИЙ МУНДШТУК ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В УЗКУЮ РАЗДЕЛКУ | 2012 |
|
RU2521166C2 |
| Устройство для дуговой сварки плавящимся электродом | 1977 |
|
SU1089856A1 |
| Устройство для двухдуговой сварки | 1975 |
|
SU742088A1 |
| Устройство для двухдуговой автоматической сварки | 1982 |
|
SU1074678A1 |
| Устройство для дуговой сварки в щелевую разделку | 1987 |
|
SU1632689A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU202408A1 |
| СВАРОЧНЫЙ АППАРАТ И СПОСОБ СВАРКИ | 2010 |
|
RU2547985C2 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Сварочный мундштук | 1978 |
|
SU841844A1 |
Изобретение относится к сварке и может быть использовано в энергомашиностроении при автоматической сварке под флюсом корневых швов толстостенных конструкций с узкой разделкой кромок и с последующим заполнением разделки. Цель изобретения - улучшение качества сварного шва путем повышения точности направления электродов. на корпусе мундштука закреплены ролики механизма правки, каждый из которых выполнен с двумя направляющими кольцевыми проточками на наружной поверхности. В конструкцию мундштука входят прижимные механизмы с роликами индивидуального поджима каждого плавящегося электрода к приводному ролику. Наконечники мундштука расположены параллельно один другому и выполнены в виде пластин с направляющими каналами для плавящихся электродов и с щелевыми каналами, в которые входят пластинчатые токоподводы, имеющие индивидуальные поджимные механизмы. 6 ил.
Ј-глф
Т
7
4l ll
ff
j
9№
Ј5
к
yew
0«60frSI
г-г
Фиг.5
н
12
| Токоподводящий контакт | 1983 |
|
SU1152745A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Патон Б | |||
| Е | |||
| Технология электрической сварки металлов и сплавов плавлением.- М.: Машиностроение, 1974, с | |||
| Способ уравновешивания движущихся масс поршневых машин | 1925 |
|
SU427A1 |
