(54) УСТРОЙСТВО ЗАГРУЗКИ СТАНКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки станков | 1981 |
|
SU986725A2 |
| Устройство для загрузки металлорежущего станка | 1977 |
|
SU722732A1 |
| Устройство для загрузки металлорежущего станка | 1986 |
|
SU1360967A1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Гибкий производственный модуль | 1986 |
|
SU1404273A1 |
| Транспортное устройство автоматической линии | 1981 |
|
SU1024233A1 |
| Установка для отделения листовых заготовок от стопы,подачи в пресс и удаления обработанного материала | 1982 |
|
SU1049265A1 |
| Транспортное устройство автоматической линии | 1978 |
|
SU918028A2 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
| Автоматизированная технологическая единица | 1985 |
|
SU1240577A1 |
Изобретение относится к области .металлообработки и может быть использовано для автоматической загрузки металло-, режущих станков заготовками и удаления готовых деталей после их обработки.
Известно устройство загрузки станков, содержащее магазины с ориентирующими ячейками, образованными параллельно расположенными призмами, подвижный стол для размещения упомянутых магазинов и однорукий автооператор, рука которого снабжена двумя поворотными вокруг общей оси схватками с зажимными пальцами 1.
Конструкция устройства не обеспечивает плотного заполнения магазинов.
С целью повыщения надежности плотного заполнения магазина, призмы установлены наклонно к плоскости основания магазина, а на подвижном столе под магазином в месте наименьщего расстояния от призмы к его основанию установлен подъемник с ходом, равным перепаду наклона призм по вертикали.
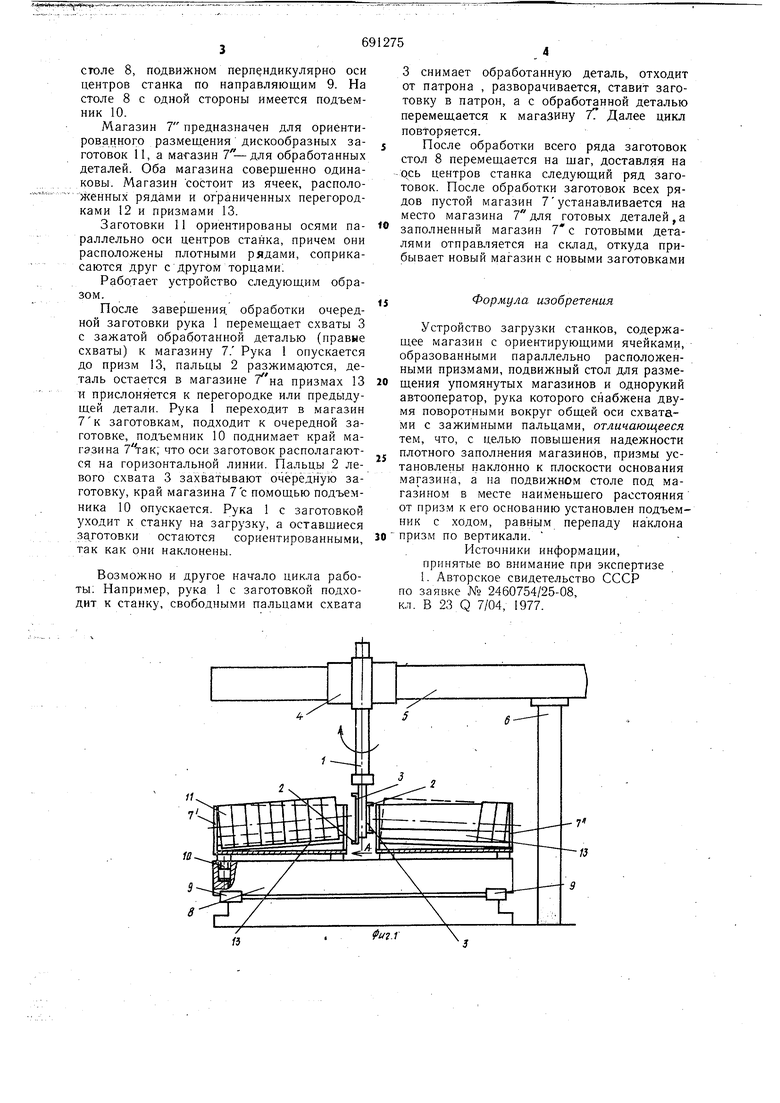
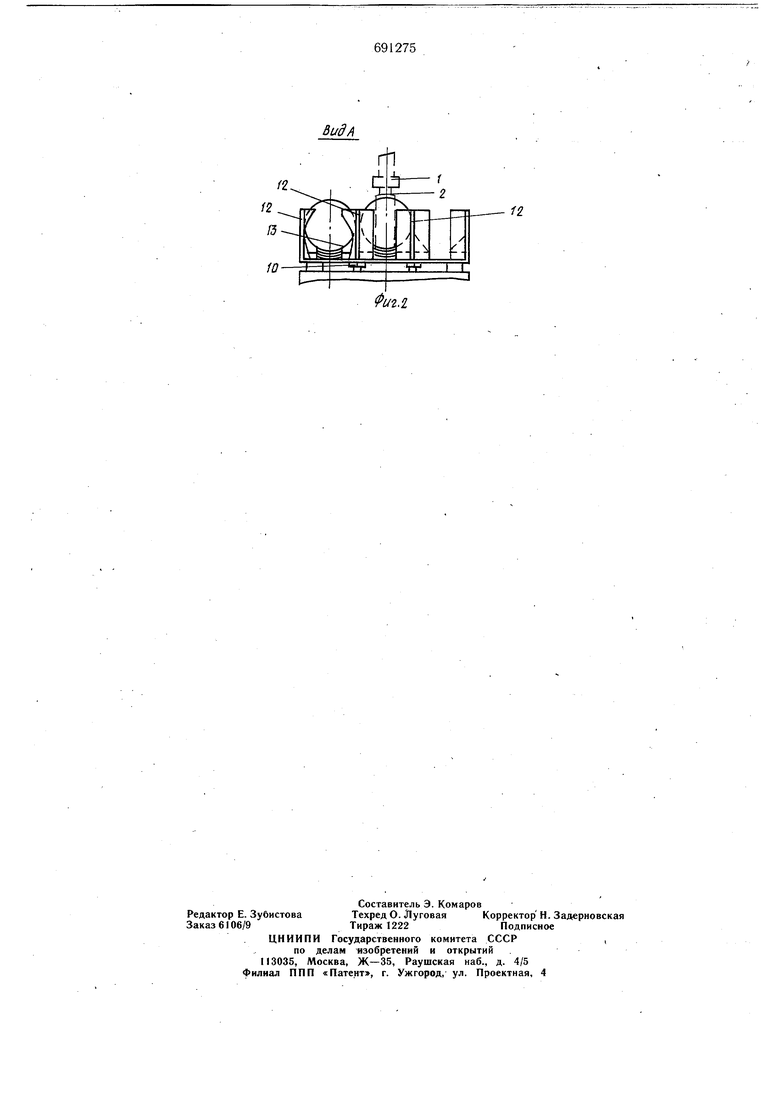
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг. 1.
Устройство для загрузки токарного станка состоит из автооператора портального типа и магазинного устройства.
Автооператор представляет собой механическую руку j с зажимными пальцами 2, установленными на схватах 3. Схваты 3 расположены друг против друга, симметрично относительно общей геометрической оси их поворота.
Пальцы 2 каждого схвата 3 могут перемещаться навстречу один другому в вер-тикальной плоскости, а ось их поворота совпадает с осью пальцев 2.
Рука 1 расположена в пространстве вертикально и подвижна в осевом направлении относительно каретки 4, в свою очередь подвижной по направляющей балке 5f портала. Балка 5 установлена на неподвижных опорах 6 параллельно линии центров загружаемого станка (на чертеже не показан).
Магазинное устройство состоит из сменных магазинов 7и 7устанавливаемых на
столе 8, подвижном перпендикулярно оси центров станка по направляющим 9. На столе 8 с одной стороны имеется подъемник 10.
Магазин 7 предназначен для ориентированного размещения дискообразных заготовок 11, а магазин 7-для обработанных деталей. Оба магазина соверщенно одинаковы. Магазин состоит из ячеек, расположенных рядами и ограниченных перегородками 12 и призмами 13.
Заготовки 11 ориентированы осями параллельно оси центров станка, причем они расположены плотными рядами, соприкасаются друг с другом торцами:
Работает устройство следующим образом. .,,
После заверпления. обработки очередной заготовки рука 1 перемещает схваты 3 с зажатой обработанной деталью (правые . Рука 1 опускается схваты) к магазину 1 до призм 13, пальцы 2 разжимаются, деталь остается в магазине /на призмах 13 и прислоняется к перегородке или предыдущей детали. Рука 1 переходит в магазин 7к заготовкам, подходит к очередной заготовке, подъемник 10 поднимает край магазина что оси заготовок располагаются на горизонтальной линии. Пальцы 2 левого схвата 3 захватывают очерёдную заготовку, край магазина 7с помощью подъемника 10 опускается. Рука 1 с заготовкой уходит к станку на загрузку, а оставщиеся заготовки остаются сориентированными, так как они наклонены.
Возможно и другое начало цикла работы: Например, рука 1 с заготовкой подходит к станку, свободными пальцами схвата
3 снимает обработанную деталь, отходит от патрона , разворачивается, ставит заготовку в патрон, а с обработанной деталью перемещается к магазину 7 Далее цикл повторяется.
После обработки всего ряда заготовок стол 8 перемещается на щаг, доставляя на QCb центров станка следующий ряд заготовок. После обработки заготовок всех рядов пустой магазин 7устанавливается на место магазина 7 для готовых деталей , а заполненный магазин 7 с готовыми деталями отправляется на склад, откуда прибывает новый магазин с новыми заготовками
Формула изобретения
Устройство загрузки станков, содержащее магазин с ориентирующими ячейками, образованными параллельно расположенными призмами, подвижный стол для размещения упомянутых магазинов и однорукий автооператор, рука которого снабжена двумя поворотными вокруг общей оси схватами с зажимными пальцами, отличающееся тем, что, с целью повыщения надежности плотного заполнения магазинов, призмы установлены наклонно к плоскости основания магазина, а на подвижном столе под магазином в месте наименьщего расстояния от призм к его основанию установлен подъемник с ходом, равным перепаду наклона призм по вертикали.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2460754/25-08, кл. В 23 Q 7/04, 1977.
