1:л to N|
л Изобретение относится к металлбобработке и может быть использовано для отделения заготовок от стопы и подачи их в зону обработки.
Известно загрузочное устройство, содержащее магазины и установленный под ними с возможностью возвратно-прступательного перемещения толка.тель для поштучной подачи .деталей в зону обработки .
Недостатком известного загрузочного устройства является то что при разгрузке первого магазина необходимо осуществить останов толкателя для поДачи второго магазина в зону действия толкателя, что снижает производительность устройства.
Цель изобретения - повышение производительности устройства.
Поставленная цель.дсэстигается тем, что загрузочное устройство, содержащее магазины и установленный под ними с возможностью возвратнопоступательного перемещения толкатель для поштучной подачи деталей в зону обработки, снабжено механизмами удержания стопы деталей в магазинах, фиксатором с горизонтальньоми консолями, установленным с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном направлению перемещения толкателя и взаимодействия с последним посредством дополнительно выполненного паза в толкателе, и клиньями, закрепленными на горизонтальных консолях фиксатора с возможностью взаимодействия с механизмами удержания стопы деталей магазинах.
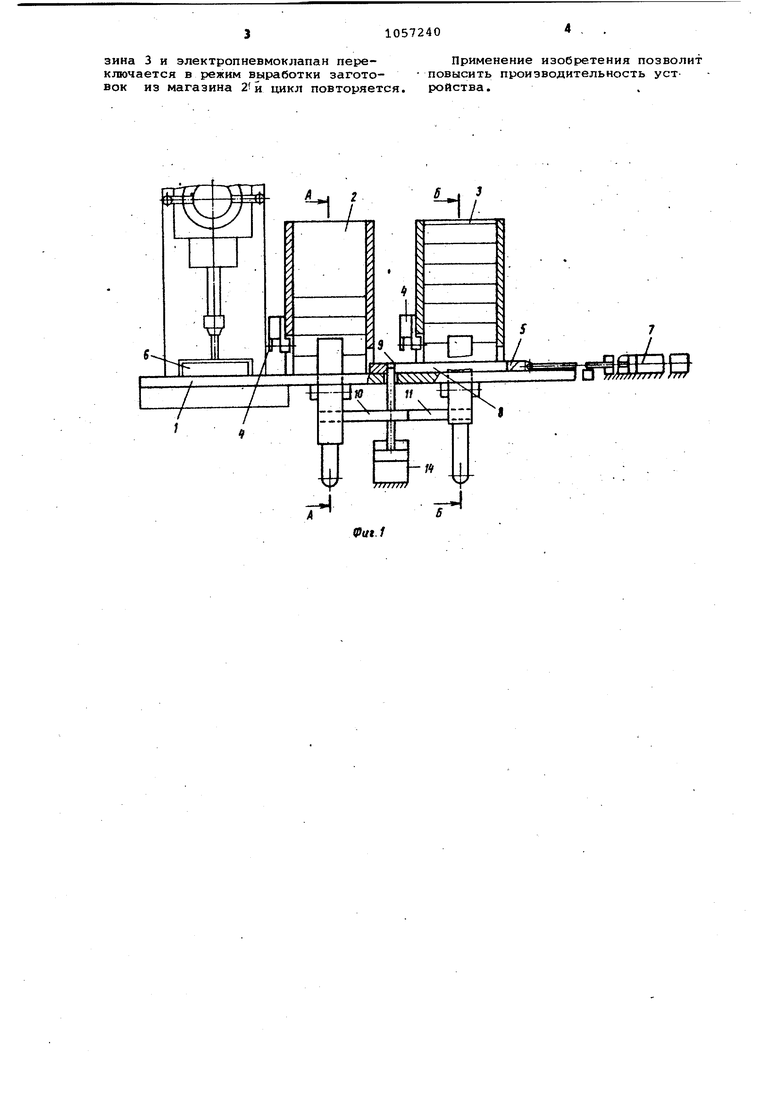
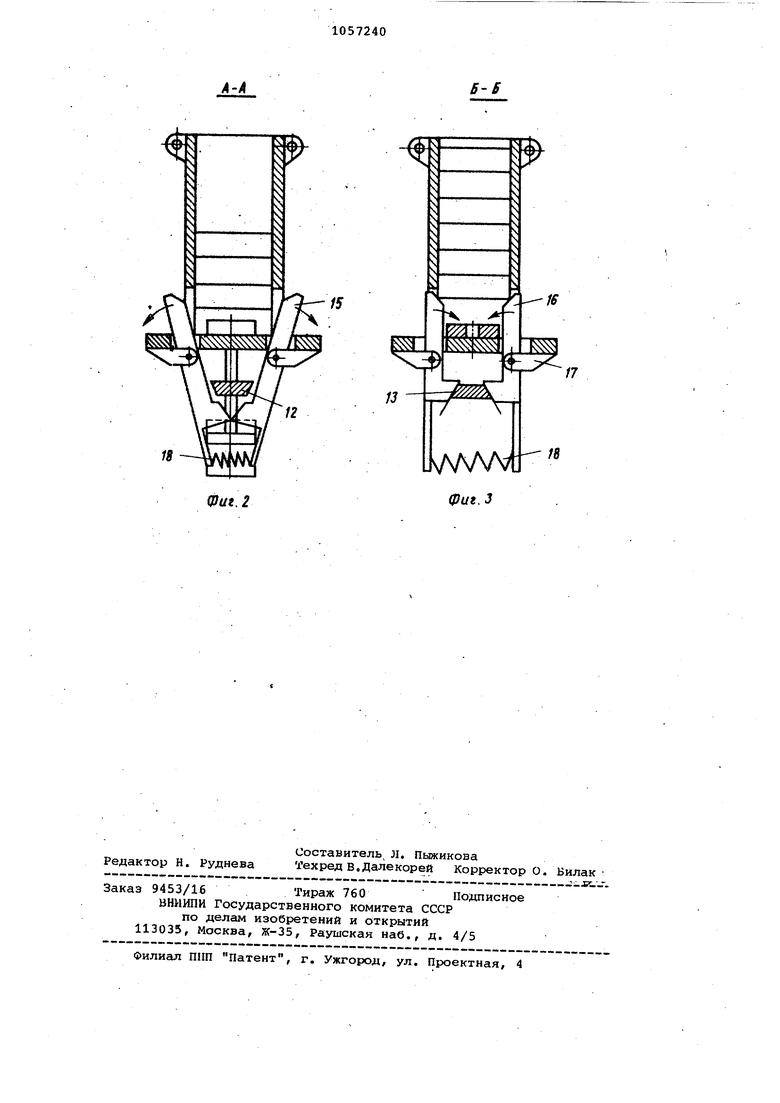
На фиг. 1 изображено устройство, общий вид, на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 .- разрез Б-Б на фиг. 1,
Загрузочное -устройство содержит снование 1, расположенные на нем магазины 2 и 3, установленные на магазинах электромикропереключатели 4, толкатель 5, размещенный под магазинами с возможностью возвратно-поступательного перемещения для поштучной подачи деталей в зо-. ну б обработки от привода 7 и имеющий паз 8, фиксатор 9 с горизонтальными консолями 10 и 11, на которых жестко закреплены клинья 12 и 13 с противоположно направленными вершинами.
Фиксатор 9 установлен с возможностью возвратно-поступательного перемещения от привода 14 и вхождения в паз толкателя 5, а клинья размещены с возможностью взаимодействия с механизмами 15 и 16 удержания стопы деталей в магазинах, выполненных в виде шарнирно закрепленных на петлях 17 двуплечих рычагов, соединенных между собой посредством пружин 18.
Устройство работает ;ледукидим образом.
Магазины 2 и 3 захватами с помощью петель устанавливают на основание 1. В это время шток привода 14 выдвинут вверх, фиксатор 9 контактирует с поверхностью замкнутого паза 8, выполненного в шибер6 ном толкателе 5. Клинья 12 и 13 не контактируют с наклонными поверхнцстями рычагов, механизмов удержания стопы деталей. При этом верхние концы рычагов разведены наружу пру5 жиной 18, заготовки в магазине 2
(фиг. 2) опираются на основание 1, а заготовки в магазине 3 (фиг. 3) опираются на верхние, сведенные к средине концы рычагов, так как конQ соль 11 своим клином воздействует на наклонные поверхности рычагов, а пружина 18 растянута.
.При таком положении устройства заготовки поштучно подаются толкаг телем 5, холостой ход которого огра(Ничен фиксатором9, из магазина 2 в зону 6 обработки. В таком режиме Устройство работает до момента, пока последняя, заготовка не ляжет наоснование 1 и освободит щуп
0 электромикропереключателя 4.
Контакты электромикропереключателя 4 магазина 2 замкнутся и включат электропневмоклапан (не показан)
5 управления приводом 14 в положение подачи воздуха в штоковую полость. Шток привода 14, опускаясь вниз, опустит вниз фиксатор 9, который выйдет чиз зацепления с пазом 8.,
0 При этом клин консоли 10, двигаясь вниз и войдя в контакт с наклонными поверхностями рычагов механизма 15 удержания стопы деталей в магазине 2, сведет к середине.верхние концы рычагов в положение удержания заготовок на весу в. магазине 2. Толкатель 5, не удерживаемый фиксатором 9, отойдет от магазина 3 в положение возможности захвата из него заготовок. Клин консоли 11
выйдет из контакта с наклонными поверхностями рычагов механизма 16 удержания стопы деталей и нижняя заготовка вместе со стопой заготовок в магазине 3 опустится на осно5 вание 1, при этом разомкнутся контакты электромикропереключателя 4 магазина 3 и через электропневмрклапан (не показан) включит в работу привод 7. В таком положении уст0 ройства производится выработка заготовок из магазина 3, в процессе которой пустой магазин 2 заменяется полным. После выработки заготовон.-из магазина 3 устройство через
5 электромикропереключатель 4 мага310572404 , .
«™LL Р° иевмоклапан пере- Применение изобретения позволит ключается в режим выработки загото- - повысить производительность уствок из магазина цикл повторяется. ройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В КАРТОННЫЕ ЯЩИКИ | 1991 |
|
RU2005678C1 |
| Устройство для поштучной выдачи деталей | 1988 |
|
SU1608000A1 |
| Устройство для поштучной подачи листовых заготовок в рабочую зону пресса | 1990 |
|
SU1727946A1 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1980 |
|
SU912353A1 |
| Устройство для отделения листовой заготовки от стопы и подачи ее в рабочую зону пресса | 1982 |
|
SU1058686A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Устройство для поштучной выдачи листовых заготовок | 1990 |
|
SU1776479A1 |
| Устройство для отделения заготовки от стопы и подачи ее в зону обработки | 1982 |
|
SU1123780A1 |
| Роторно-конвейерная машина с вертикальной осью для листовой штамповки | 1986 |
|
SU1428562A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
ЗАГРУЗОЧНОЕ УСТРОЙСТВО, содержащее магазины и установленный под ними с возможностью возвратно-поступа:тельного перемещения тол, катель для поштучной подачи деталей в зону обработки, о т л и ч а гоад е е с я тем, что, с целью повышения производительности устройства, оно снабжено механизмами удержания стопы деталей в магазинах, фиксатором с гчзризонтальными консолями, установленным, с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном направлению перемещения толкателя и взаимодействия с последним .посредством дополнительно выполненного паза в толкателе, и клиньями с противоположно направленными вершинами , закрепленнБ1ми на горизонтальных консолях фиксатора с возможностью взаимодействия с механизмами удержания стопы деталей в мага- О зинах.® СО
А-А
Sf
;j-4
IB
WsAM
Puz.2
фиг. 3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Загрузочное устройство | 1977 |
|
SU749631A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
