Изобретение относится к электротехнике, электронике, радио-и приборостроению,, и предназначено для сборки выводов с базовыми деталями (основаниями) путем установки штырьковых элементов в гнезда базовых деталей.
л Известно устройство для сборки ; штырьковых элементов в отверстия базовой деташи с автоматическим ориентированием и поиском для обеспечения западания штырей в соответствуюцие гнезда базовой детали за счет вибрационного или электромагнитного воздействия на все или часть участвующих в процессе сборки деталей ij ,...
Недостаток устройства - низкая производительность.
Наиболее близким по технической сущности к предлагаемому является устройство для сборки штырьковых элементов с вазовой деталью, содержащее рснованяе с трайспортирующим столом, механизм ориентации и потучной выдачи цггырьковых элементов с транспортнь в1 каналами, механизм установки штырьковых элементов в базовую деталь и механизм переноса и вакуумного захвата базовых деталей И « : -,;- .
Однако известное устройство не Обеспечивает выегокЬй п роизводительНОСТЙ, ,/;. , :. . . , V .. ;-, ,- ,., .
Цель изобретения - повышение прог йзврдительнос1 и в/работе. : ,
Поставленная ЦёЯь достигаетря тем, что уртройствбчоля сборки штырьковых элементов с базовой деталью, содержащее основание с транспортирующим столом, механизм ориентации и поютучиой вьщачи штырьковых элементов с транспортными каналами, механизм установки штырьковых элементов в базовую деталь и механизм переноса и вакуумнрго захвата базовых деталей, снабжено кольцевым накопителем р радиально размещеннымН гнездами, установленным на транспрртйрующем столе, приемопередающим золотником , установленньал над кольцевым накопителем в зоне сборки, при этом механизм псхптучной выдачи снабжен другим золотником, соединенным С вакуумными транспортными каналами и установленным над кольцевым накопителем.
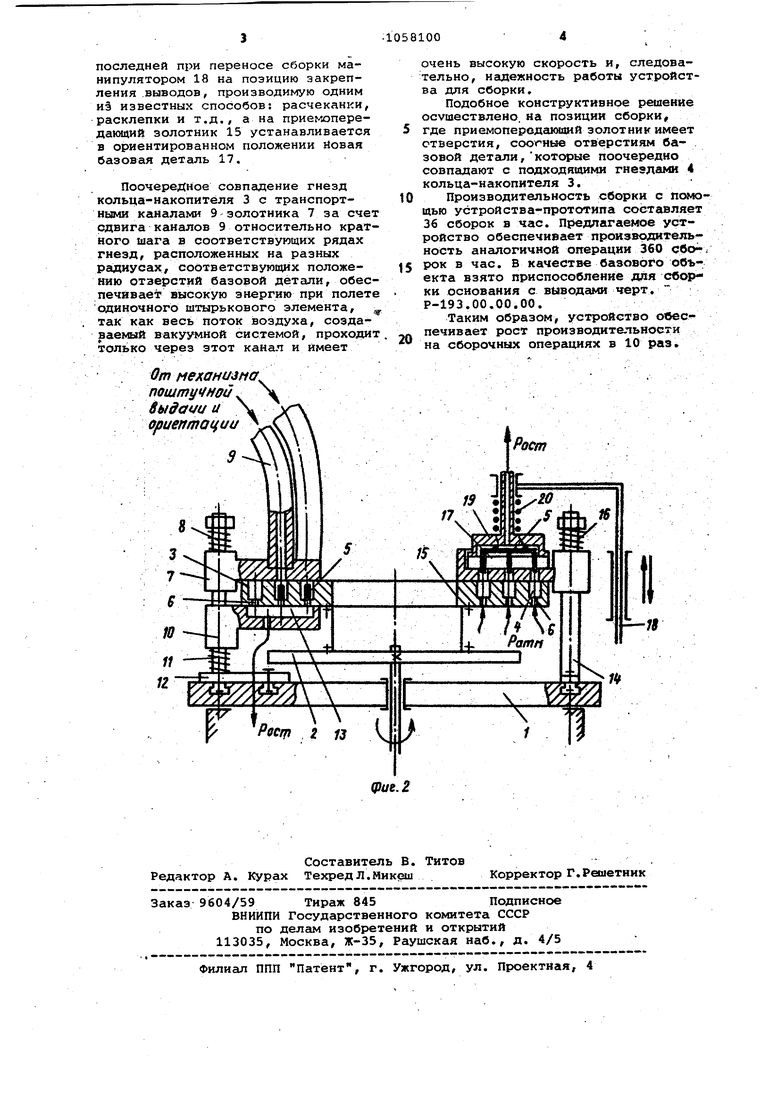
На фиг. 1 показано устройство, вид в плане; а на фиг. 2 - то же, азрез.
Устройство состоит из неподвижного основания 1, расположенного над ним непрерывно вращающегося оворотного стола 2, на котором закреплено кольцо-накопитель 3 с гнезами 4 для набора штырьковых эле ентов 5, имеющими снизу сквозные каналы 6 для создания разряжения
или поступления атмосферного воздуха, золотника 7 механизма поштучной выдачи с пружиной 8 и транспортными вакуумными каналами 9, нижнего золотника 10 с пружиной 11, установ5 ленных на кронштей 12, который закреплен в Т-образных пазах основания 1. Нижний золотник 10 полостью 13 связан с вакуумным отсосом. Транспортные вакуумные каналы 9 располо0 жены в золотнике 7 каждый над соот- . ветствукнцим рядом гнезд кольца-накопителя 3 на расстояниях, обеспечивающих их свободный монтаж и обблуживание, и сдвинуты относительно
5 шага гнезд кольца-накопителя в каждом из рядов так, что они поочередно Совпадают с его гнездами при вращении кольца-накопителя.
На основании 1 распрложен также
Q кронштейн 14 р приемопередающим золотником 15, подпружиненным пружиной 16, на котором сверху устанавливается базовая деталь 17. Также в этой зоне размещается манипулятор
с 18, совершающий возвратно-прступа- . тельные движения вверх - вниз и вправо - влево с вакуумной присоской 19 и пружиной 20 для переноса базовой со шть5 ьковыми элементами на позицию закрепления штырь0 элементрв в базовой детали. Устройство содержит также механизм ориентации и поштучной выдачи собираемых элементов (не пока:зан). Устройство работает следующим
5 образом.
От Механизма счрйентации и поштучной выдачи штырьковые элементы пода. ются к транспортньам вакуумным кана лам 9 при совпадении соответствую0 лцегр канала с гнездом, движущегося по окружности вместе с поворотным ртолом 2, кольца-накопителя 3 за счет разряжения, существ.ующего постоянно в полости 13 нижнего золот5 ника 10 (РОСТ ) создаваемого системой oTcocai, штырек вместе с воздушным потоком получает движение по соответствующему вакуумному транспортному каналу и устанавливается
Q в гнездо кольца-накопителя 3. Таким образом за золотником 7 в направлении движения поворотного стрла 2 все гнезда кольца-накопителя оказываются в разное время занятыми штырьковыми элементами 5. По мере подхода в зону сборки занятые штырьковыми элементами гнезда кольца-накопителя 3 совпадают с отверстиями приемопередающего золотника 15, которые соосны отверстиям базовой
0 детали 17 и за счет разряжения в вакуумной присоске 19 потоками атмосферного воздуха снизу (РОТМ поднимаются и устанавливаются поочередно в отверстиях базовой
5 детсши 17 и удерживаются вместе с
последней при переносе сборки манипулятором 18 на позицию закрепления .выводов , производимую одним и§ известных способов: расчеканки, расклепки и т.д., а на приемопередакяций золотник 15 устанавливается в ориентированном положении Новая базовая деталь 17.
Поочередное совпадение гнезд кольца-накопителя 3 с транспортньоии кгшалами 9 золотника 7 за счет сдвига каналов 9 относительно кратного шага в соответствующих рядах гнезд, расположенных на разных радиусах, соответствующих положению отверстий базовой детали, обеспечивает высокую энергию при полете одиночного штырькового элемента, так как весь поток воздуха, создаваемый вакуумной системой, проходит только через этот канал и имеет
От меканИЗпа. поштучное/. Sb/ffatfu а ориептации
очень высокую скорость и, следовательно, надежность работы устройства для сборки.
Подобное конструктивное решение осуществлено, на позиции сборки, где приемопередающий золотник имеет отверстия, соогные отверстиям базовой детали, котсфые поочередно совпадают с подходящими гнездами 4 кольца-накопителя 3.
Производительность сборки с помо0щью устройства-прототипа соетгиаляет 36 сборок в час. Предлагаемое устройство обеспечивает производитель нооть аналогичной операции 360 с«5о-. рок в час. В качестве базового объ5екта взято приспособление для сворки основания с выводами черт. Р-193.00.00.00.
Таким образом, устройство овесгпечивает рост производительности
0 на сборочных операциях в 10 раз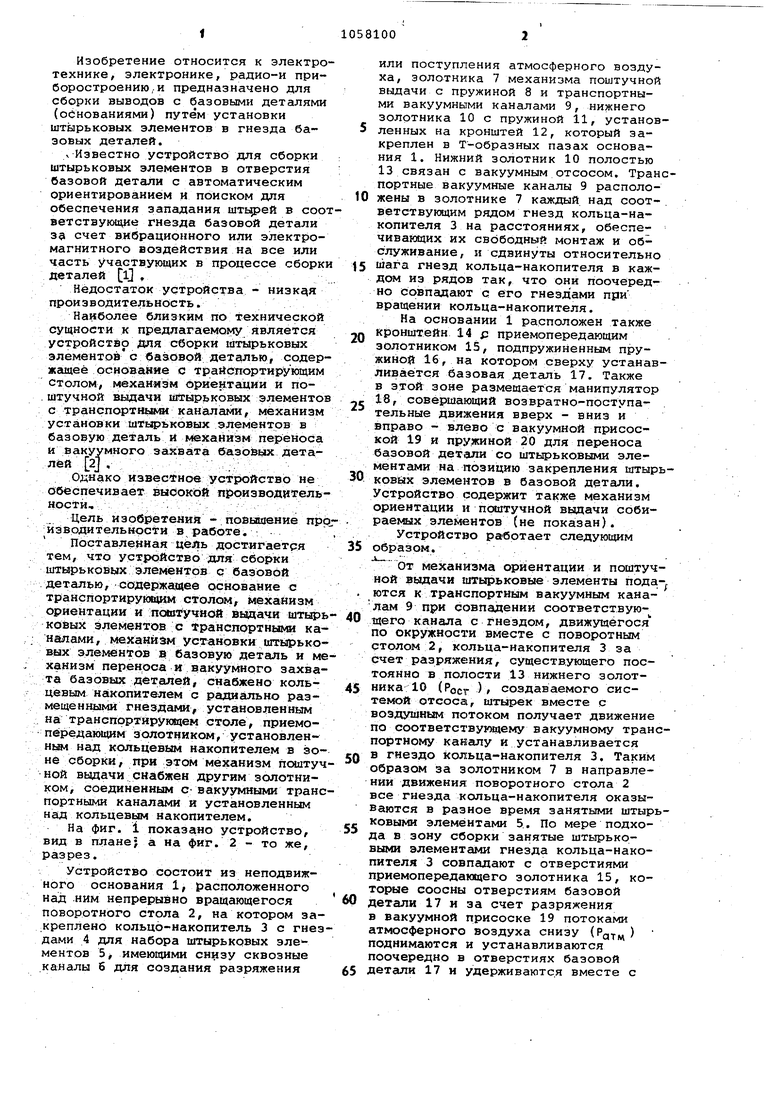
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ ЧАСОВЫХ МЕХАНИЗМОВ | 1973 |
|
SU366959A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| Устройство для сборки и контактной сварки деталей | 1978 |
|
SU770696A1 |
| Загрузочный ротор | 1988 |
|
SU1553313A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| Загрузочное устройство | 1989 |
|
SU1798111A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Автомат для сборки конических подшипников | 1990 |
|
SU1787226A3 |
| Устройство для поштучной выдачи деталей | 1987 |
|
SU1641576A1 |
| Транспортная система автоматической линии сборки | 1984 |
|
SU1166967A1 |
УСТРОЙСТВО ДЛЯ СВОРКИ ВЕГЫРЬКОШЛХ ЭЛЕМЕНТОВ С БАЗОВОЙ |Р5ТАЛЪЮ, содержащее основание с .т|ранспортирукя1шм столом, механизм ориентации и поатучной выдачи штырЬ ковых элементов с транспортшлта каналами , механизм установки штырьковых элементов в базовую деталь и механизм переноса и вакуумного захвата базовых деталей, о т л и чающееся тем, что, с целью повышения производительности в работе, оно снабжено кольцевым накопителем с радиально размещенными гнездами, установленные, иа транспортирующем столе, приемопередгисвдий золотником, установленным над кольцевым накопителем в зоне сборки, при этЫ механизм поштучной выдачи . снабжен другим золртниксм, соединенным с вакуумньвш транспортньми каналами и установленным над коЛьцевБМ накопителем. (О СП 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Малов А.Н | |||
| Механизация и автоматизация сророчных работ в приборостроении | |||
| М., Машиностроение, 1964, с, 150-151, 159-163 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для сборки радиодеталей | 1973 |
|
SU475668A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
