Изобретение относится к механизации и автоматизации обработки металлов давлением. Известно устройство для удаления деталей из штампа, содержащее приемник, выполненный в виде куска тканевой прорезиненной ленты, растянутой при помощи жестко соединенных с его узлами тросов, перекинутых через свободно вращающиеся ролики и намотанных на барабан. Тросы закреплены на барабане, который приводится во вращение посредством зубчато-реечной передачи, связанной с ползуном пресса, а ролики смонтированы на столе пресса в держателях, находящихся под действием пружин с регулируемым усилием 1. Известно также устройство для подачи листового материала, содержащее неподвижные ролики, силовой цилиндр,два подвижных ролика, один из которых жестко связан со штоком силового цилиндра, гибкие транспортирующие элементы, зигзагообразно охватывающие неподвижные и подвижные ролики 2. Однако для известных устройств характерна ненадежность в работе при подаче заготовок в зону обработки, когда заготовка подвергается в процессе обработки объемному деформированию, что увеличивает нагрузку на гибкие транспортирующие элементы и может вызвать их обрыв. Цель изобретения - повыщение надежности работы устройства. Поставленная цель достигается тем, что в устройстве для подачи и удаления заготовок, содержащем неподвижные ролики, силовой цилиндр, два подвижных ролика, один из которых жестко связан со щтоком силового цилиндра, гибкие транспортирующие элементы, зигзагообразно охватывающие неподвижные и подвижные ролики, другой подвижный ролик установлен с возможностью перемещения вдоль щтОка силового цилиндра и подпружинен относительно подвижного ролика, жестко закрепленного на aiTOKe силового цилиндра. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, разрез в зоне штамповки (верхняя часть). Устройство содержит раму, на которой установлены привод с ведущей звездочкой 1, подвижный ролик 2, силовой цилиндр 3, неподвижные ролики 4 и штамп- 5 с приводом щтамповки. Порщень 6 силового цилиндра 3 через шток 7 соединен с подвижным ролиКОМ 8, имеющим возможность перемещения вдоль штока 7. Подвижный ролик 2 установлен с возможностью перемещения вдоль щтока 7 и соединен с подвижным роликом 8 пружиной 9. Воздущная полость силового цилиндра 3 подпитывается постоянно воздухом под давлением из пневмосети 10. Поддержание постоянного давления в полости пневмокомпенсатора производится посредством клапана 11. Штамп 5 содержит подпружиненный стол 12 с пазами 13 для прохода в них несущих цепей 14 и упоры 15, расположенные так, что заготовка 16 после штамповки в них .не упирается. Устройство работает следующим образом. Привод вращает ведущую звездочку 1 непрерывно. Заготовка 16 укладывается- на цепи 14 и передается в зону щтамповки до упоров 15. Производится щтамповка. При этом пуансон прижимает заготовку 16 к подпружиненному столу 12. Заготовка 16 зажимает цепи 14, останавливая их. При этом ведущая звездочка 1, продолжая вращаться, при помощи ее ветви цепи 14, перемещает подвижный ролик 8 со штоком 7, растягивая пружину 9, и перемешает подвижный ролик 2, натягивая цепь 14. Подвижный ролик 8 через шток 7 поршнем 6 сжимает воздух в воздушной полости силового цилиндра 3. Постоянное давление в пневмокомпенсаторе поддерживается клапаном 11. После окончания штамповки, пуансон штампа 5 перемещается вверх, цепь 14 начинает двигаться, вынося деталь 16 из зоны штамповки и внося в нее следуюшую заготовку. Цепь 14 перемещается с увеличенной скоростью (вынос детали также с увеличенной скоростью) по сравнению с окружной скоростью звездочки 1. Это происходит за счет сложения скорости перемещения подвижного ролика 8, полученной за счет перемещения поршня 6, находящегося под давлением воздуха и скорости перемещения цепи за счет вращения приводной звездочки. Такое изменение скорости подачи цепей соответствует увеличению хода цепей в ветвях, прилегающих к зоне прессования, и в момент щтамповки обеспечивает сохранение их целостности, а при окончании щтамповки позволяет быстро восстановить транспортную длину этих ветвей и произвести извлечение отштампованной детали из зоны прессования.
1И12
/
ТА
r 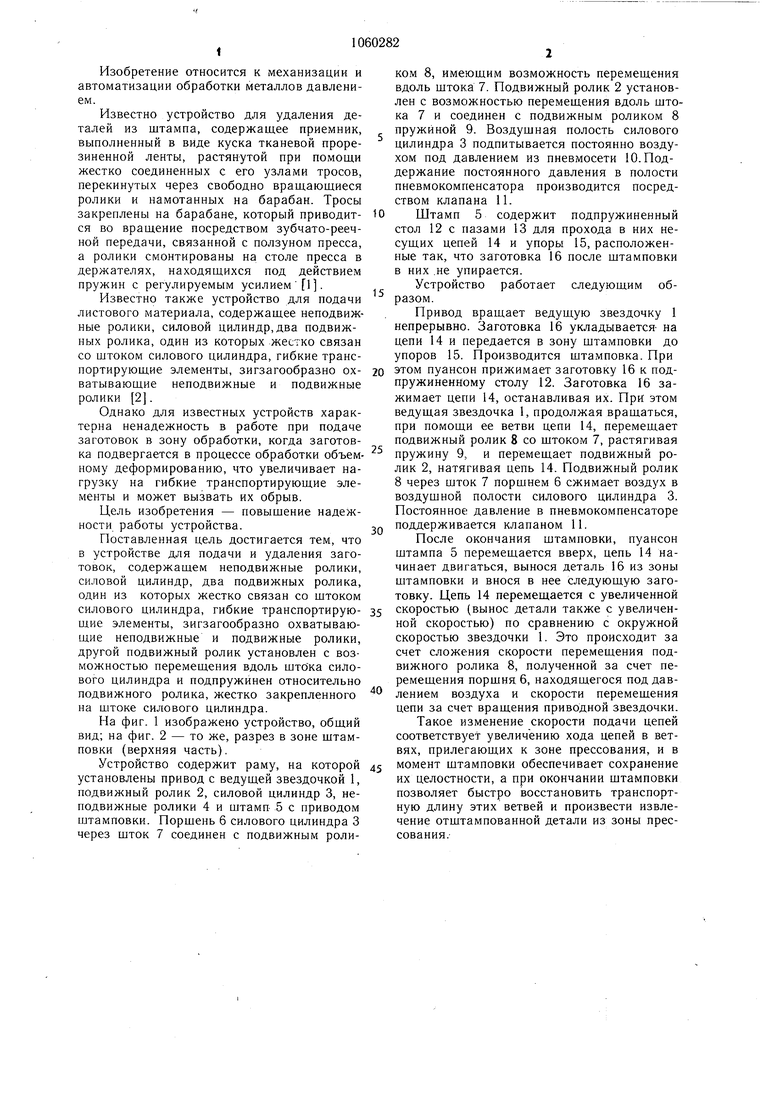
| название | год | авторы | номер документа |
|---|---|---|---|
| Цепной привод шаговой подачи заготовок в рабочую зону обрабатывающей машины | 1985 |
|
SU1268255A1 |
| Автоматизированная линия для многопереходной штамповки | 1986 |
|
SU1344471A1 |
| Установка для индукционного нагрева и подачи на последующую обработку листовых заготовок | 1984 |
|
SU1268625A1 |
| Устройство В.И.Васильева для штамповки деталей из листового материала | 1986 |
|
SU1388166A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Автоматическая линия для получения поковок в форме тел вращения | 1986 |
|
SU1459811A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Автоматизированный комплекс для штамповки | 1981 |
|
SU997924A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| Линия для штамповки деталей из листового материала | 1985 |
|
SU1282946A1 |
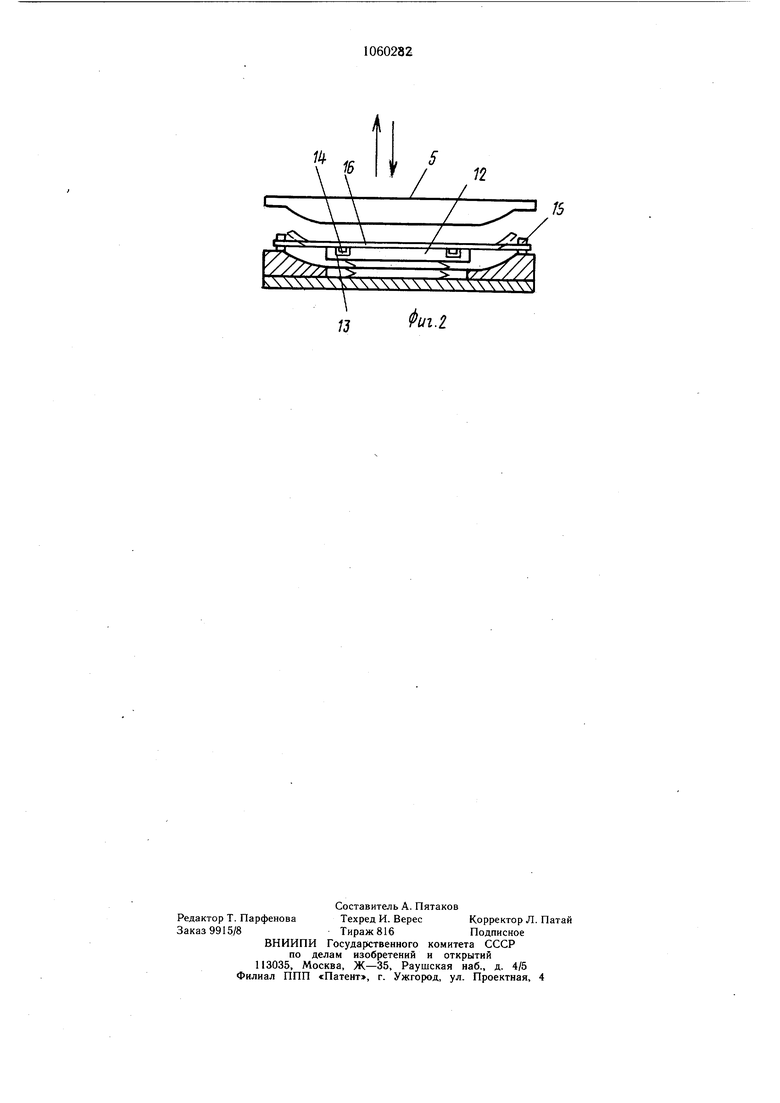
УСТРОЙСТВО ДЛЯ ПОДАЧИ И УДАЛЕНИЯ ЗАГОТОВОК, содержащее неподвижные ролики, силовой дилиндр, два подвижных ролика, один из которых жестко связан со штоком силового цилиндра, гибкие транспортирующие элементы, зигзагообразно охватывающие неподвижные и подвижные ролики, отличающееся тем, что,с целью повышения надежности, другой подвижный ролик установлен с возможностью перемещения вдоль штока силового цилиндра и подпружинен относительно подвижного ролика, жестко закрепленного на штоке силового цилиндра. (О О5 О tc оо ю
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ДЕТАЛЕЙ ИЗ ШТАМПА | 1967 |
|
SU224473A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЛИСТОВОГО МАТЕРИАЛА | 1967 |
|
SU215191A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
