Изобретение относится к оборудованию для сварки упаковочных оболочек из термопластов и, в частност к термоимпульсным сварочным устройСтвам.
Известно устройство для термоимпульсной сварки термопластов, содержащее сварочный электрод с нагревателем из металлической л.енты с повыитенным электрическим сопротивлением ij .
Недостатками этого устройства являются невозможность сварки одновременно нескольких несвязанных межДу собой швов без нагрева -материала между ними и малая производительность при изготовлении упаковой,
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для изготовления упаковочной оболочки из полимерных пленок, содержащее плиту и сварочные элементы, каждый из которых имеет ленточный нагреватель 2 ,
Недостаток указанного устройства заключается в том, что за счет жесткого крепления и фиксации сварочных элементов оно позволяет получать .упаковочную ленту только со строго определенными размерами швов направлениями и расстояниями между швами. На этом устройстве невозможно также производить сварку упаково, ной оболочки с одновр€:менной упаковкой в нее изделий.
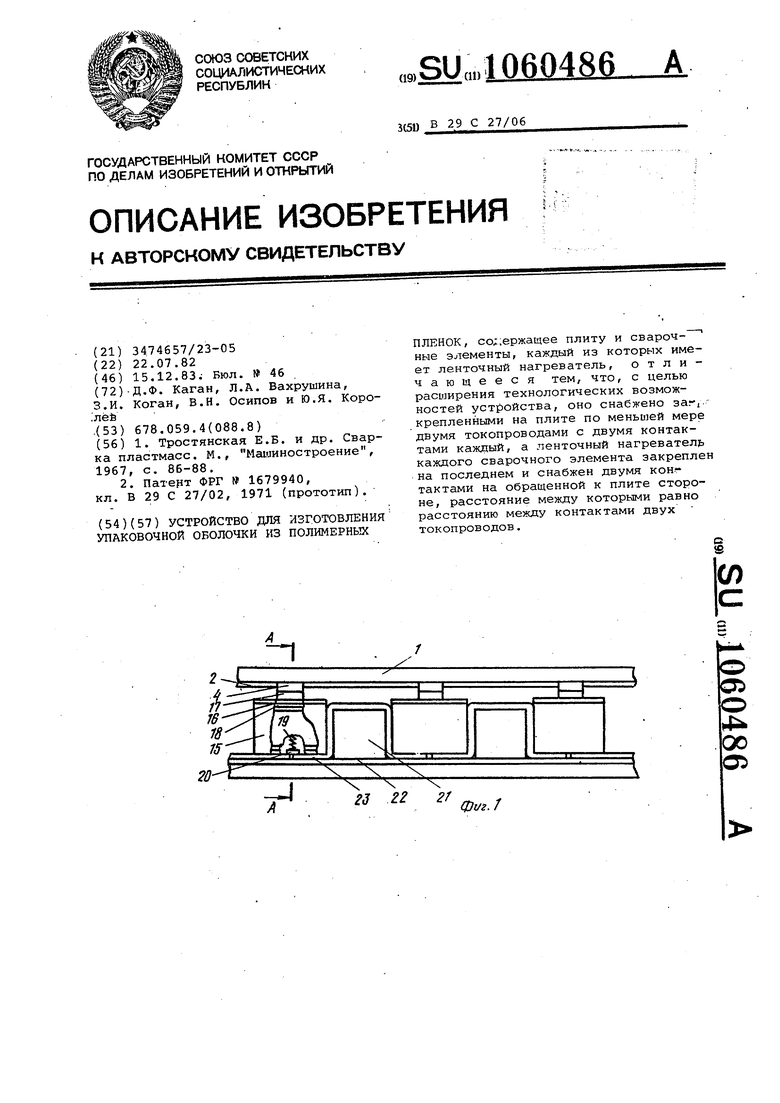
Целью изобретения яшляется расширение технологических возможносте устройства. Указанная цель дос7игается тем, что устройство для изготовления упаковочной оболочки.из полимерных пленок , содержащее плиту и сварочные элементы, каждый из которых имеет ленточный нагреватель, снабжено закрепленными на плите по меньшей мере двумя токопроводами: с двумя контактами каждый, а ленточный нагреватель каждого сварочного элемента закреплен на Последнем и снабжен двумя контактами на обращенной к плите стороне, расстояние между которыми равно расстоянию между контактами двух токопроводов.
Такое выполнение устройства позволяет изменять размеры/ направление, и расстояние между швами в каждом последующем сварочном цикле, а также сваривать упаковочную оболочку с одновременной упаковкой в нее изделий.
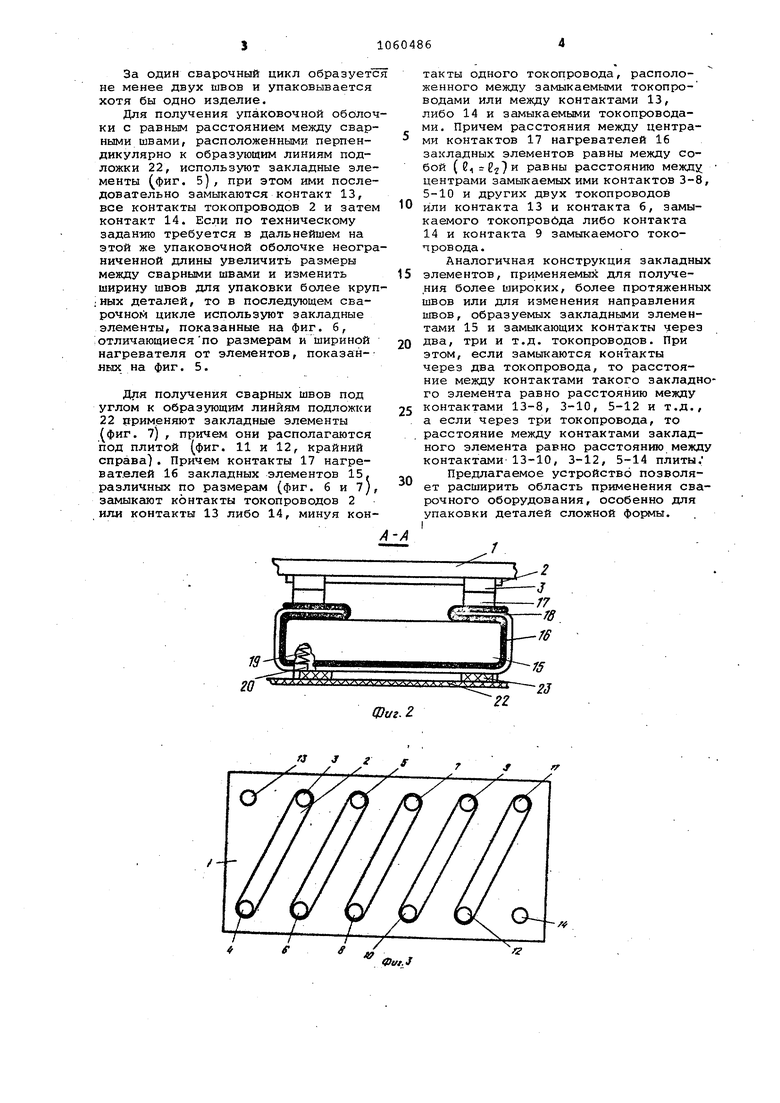
На фиг. 1 изображено предлагаемое устройство при одновременной сварке и упаковке деталей, общий вид; на фиг. 2 - разрез А-А на фиг. на фиг. 3 - плита, вид снизу; на фиг. 4-- то )ке, вид спереди; на фиг. 5-7 - закладные элементы различной конфигурации и размеров без антиадгезионных прокладок, вид сверху/ на фиг. 8-10 - то же, вид спереди; на фиг. 11 - плита с закладными элементами, вид снизу/ на фиг. 12 - то же, вид спереди/ на фиг. 13 - сваренная упаковочная оболочка с упакованными деталями, вид сверху/ на фиг. 14 - то же, вид спереди.
Устройство для изготовления упаковочной оболочки из полимерных пленок содержит плиту 1, изготовленную из изоляционного материала. На плите 1 закреплены токопроводы 2 каждый из которых имеет по два контакта Зи4, 5иб, 7и8, 9 и 10, 11 и 12 соответственно. Количество токопроводов должно быть не менее двух. На плите 1 закреплен также два контакта 13 и 14, имеющие выводы с противоположной стороны плиты (фиг. 3 и 4), к которым подводится электрическое напряжение от источника (не показан). Контакты 3-12 вместе с контактами 13 и 14 образуют два параллельных ряда контактов.. Устройство содержит также компле сварочных закладных элементов 15 различных размеров и конфигурации, на которых закреплены изготовленные из материала с повышенным электрическим сопротивлением ленточные нагреватели 16. Каждый ленточный нагреватель 16 имеет по два контакт 17 на обращенной к плите стороне, расстояние между которыми равно расстоянию между замыкаемыми контактами двух токопроводов 2, образующих с этим нагревателем после замыкания единую электрическую цепь.
На закладном элементе 15 закреплена антиадгезионная прокладка 18 для предотвращения прилипания к нагревателю 16 свариваемых материалов. На закладном элементе 15 установлены также-подпружиненные пружиной 19 -не менее двух штырьков 20, препятствующих смещению термопластичной накладной ленты, крепящей к термопластичной подложке упа овыраемые детали.
Устройство работает следующим образом.
Упаковываемые детали 21 располагают на термопластичной подложке 22 и закрывают термопластичной накладной лентой 23.
Дуя осуществления сварки плита 1 смьжается с закладными элементами 15 (фиг. 1), при этом контакты 17 нагревателей 16 закладных элементов 15 замыкают контакты токопроводов 2 плиты 1, образуя электрическую цепь из токопроводов 2 и нагревателей 16.
За один сварочный цикл образуетс не менее двух швов и упаковывается хотя бы одно изделие.
Для получения упаковочной оболочки с равным расстоянием между сварными швами, расположенными перпендикулярно к образующим линиям подложки 22, используют закладные элементы (фиг. 5) , при этом ими последовательно замыкаются контакт 13, все контакты токопроводов 2 и затем контакт 14. Если по техническому заданию требуется в дальнейшем на этой же упаковочной оболочке неограниченной длины увеличить размеры между сварными швами и изменить ширину швов для упаковки более круп.ных деталей, то в последующем сварочной цикле используют закладные элементы, показанные на Фиг. 6,
iотличающиесяпо размерам и шириной нагревателя от элементов, показанЯЕК на фиг. 5.
Для получения сварных швов под углом к образующим линиям подложки 22 применяют закладные элементы фиг. 7) , причем они располагаются под плитой (фиг. 11 и 12, крайний справа). Причем контакты 17 нагревателей 16 закладных элементов 15. различных по размерам (фиг. 6 и 7), замыкают контакты токопроводов 2 или контакты 13 либо 14, минуя контакты одного токопровода, расположенного между замыкаемыми токопроводами или между контактами 13, либо 14 и замыкаемыми токопроводами. Причем расстояния между центрами контактов 17 нагревателей 16
закладных элементов равны между собой (G, равны расстоянию между центрами замыкаемых ими контактов 3-8, 5-10 и других двух токопроводов
0 или контакта 13 и контакта 6, замыкаемого токопровбда либо контакта 14 и контакта 9 замыкаемого токопровода.
Аналогичная конструкция закладных 5 элементов, применяемых для получения более широких, более протяженных швов или для изменения направления швов, образуемых закладными элементами 15 и замыкающих контакты через два, три и т.д. токопроводов. При
0 этом, если замыкаются контакты через два токопровода, то расстояние между контактами такого закладного элемента равно расстоянию между контактами 13-8, 3-10, 5-12 и т.д.,
5 а если через три токопровода, то расстояние между контактами закладного элемента равно расстоянию между контактами 13-10, 3-12, 5-14 плиты. Предлагаемое устройство позволя0ет расширить область применения сварочного оборудования, особенно для упаковки деталей сложной формы.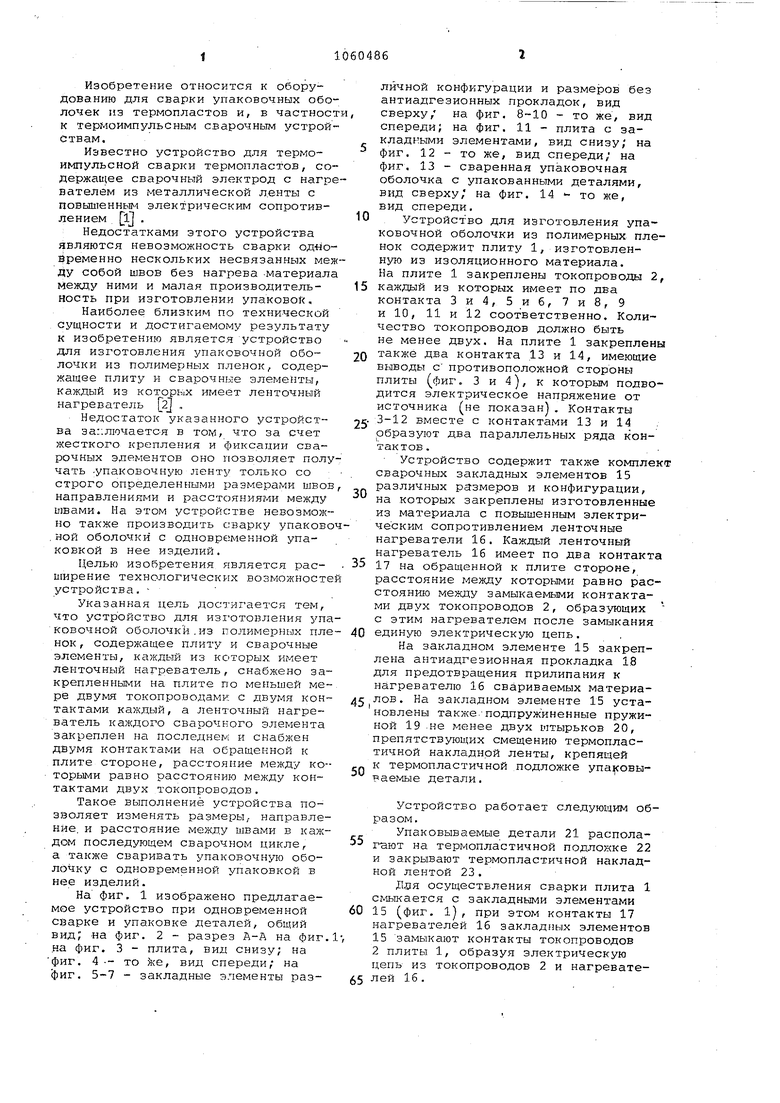
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковывания предметов в пакеты из термосклеивающегося материала | 1988 |
|
SU1701593A1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| Устройство для термоимпульсной сварки полимерных пленок | 1983 |
|
SU1118535A1 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ГАБАРИТНЫХ ИЗДЕЛИЙ В ПЛЕНКУ | 2020 |
|
RU2752990C1 |
| Устройство для управления термоимпульсной сваркой поперечных швов пакетов с жидким пищевым продуктом | 1980 |
|
SU897642A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТКИ С ЯЧЕИСТОЙ СТРУКТУРОЙ ДЛЯ УКРЕПЛЕНИЯ ГРУНТОВЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2153417C1 |
| Устройство для контактно-тепловой сварки термопластов | 1982 |
|
SU1052401A1 |
| Устройство для изготовления пакетов с прямоугольным дном из термопластичного материала | 1981 |
|
SU1076305A1 |
| УСТРОЙСТВО И СПОСОБ, ПРЕДНАЗНАЧЕННЫЕ ДЛЯ ИСПОЛЬЗОВАНИЯ ПРИ ИЗГОТОВЛЕНИИ УПАКОВОК | 2006 |
|
RU2388666C2 |
| Устройство для изготовления, наполнения и запечатывания пакетов из ленточного термосклеивающегося материала | 1988 |
|
SU1551588A1 |


Фиг. г фш.ff
ifcmoyf/VA-a.povec/foeo fforjjajfjffe/y«p
Z7, // Фиг. 7 Фиг. /
rf
jr
20
u
f/
2/
г/
2J
Фг/г. f
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Тростянская Е.В | |||
| и др | |||
| Сварка пластмасс | |||
| М., Машиностроение, 1967, с | |||
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ ПЬЕЗОЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1679940A1 |
| Солесос | 1922 |
|
SU29A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
