35
00
со
изобретение относится к составам керамических масс и может быть использовано при производстве санитарных фарфоровых изделий.
Известен состав массы ij- для изделий, включающий глину, перлит, карбонатную марганцевую руду и бутылочное стекло при следующем соотношении указанных компонеитов, вес.%: Глина 37-42 Перлит7-10
Карбонатная марганцевая руда33-36 Бутылочное стекло 15-25
Недостатком указанного состава является длительный срок оформления санитарных изделий (18,5-22 ч), что являетсятормозом механизации трудоемкой технологии литья.
Наиболее близкой к предлагаемой является фарфоровая масса 2 , включающая огнеупорную глину, каолин, пегматит, кварцевый песок и фарфоровый бой при следующем соотношении компонентов, мас.%:
Огнеупорная глина 13-23 Каолин27-30
Полевой шпат18-20
Кварцевый песок22-27
Фарфоровый бой8-12
Недостатком указанной фарфоровой ассы является длительный срок оформления изделий (18,5-2-2 ч), а также низкая термостойкость издели.
Цель изобретения - сокращение роков оформления изделий и повышение термостойкости.
Указанная цель достигается тем, то фарфоровая масса, включающая огнеупорную глину, каолин, пегматит, варцевый песок и фарфоровый бой, одержит указанные компоненты при ледующем соотношении, масо%: Огнеупорная глина. 6-9 Каолин14-18
Пегматит26-29
Кварцевый песок 29-31 Фарфоровый бой20-22
Литейную фарфоровую массу (шликер) отовят раздельным помолом непластичных материалов (кварцевого песка пегматита, фарфорового боя) в шаровых мельницах и последующим смешением их с предварительно разжиженными в пропеллерных мешалках пластичными материалами - огнеупорной глиной и каолином. В щликер вводят электролиты по весу сухого вещества %: кальцинированная сода О,1J-растворимое стекло 0,1-0,13. Помол осуществляют до остатка на сите № 006 1 . о «
Отливку изделий производят в гипсовых формах. .Полуфабрикат после отливки поступает на подвялку а затем на сушку. Подвял су осуществляют непосредственно в и,ехе на стеллажах Сушку проводят в туннельной сушилке начальг1ой температуре теплоносителя 40-5.S и конечной 90-100 С. Продолжитель1;г..;::ь суьжи 24-30 ч. Высушенный полуфабрикат подвергают керосиновому контролю и глазуруют методом окунания. Обжиг изделий .проводят в тунр1ельных печах при 1230-1260°С, Длительность обжига 22-24 ч.
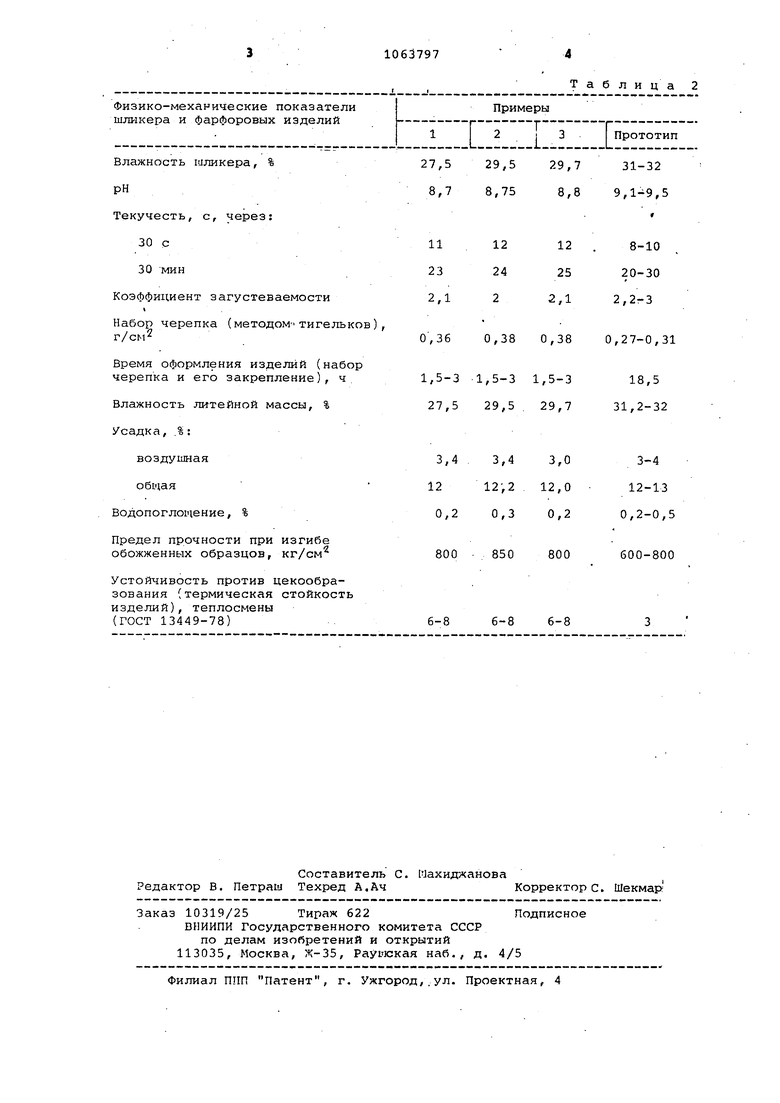
В табл. 1 приведены конкретные составы фарфоровых масс, в табл. 2свойства полученных образцов.
Предлагаемая масса, позволяющая значительно ускорить процесс литьяf удовлетворительно ведет себя на все стадиях технологического процесса литья, сушки и обжига, а готовые изделия из нее по водопоглс щению и термостойкости полностью отвечают предъявляемым требованиям.
Как видно из приведенных данных, предлагаемая масса обладает улучшенными фильтрационными свойствами, чт позволяет оформлять изделия за 1,53 ч, в то время как известная масса позволяет оформлять изделия за 18,522 ч.
Таким образом, предлагаемая масса позволяет значительно ускорить процесс литья санитарных изделий при улучшении свойств получаемого Фарфора.
Т а б
и ц а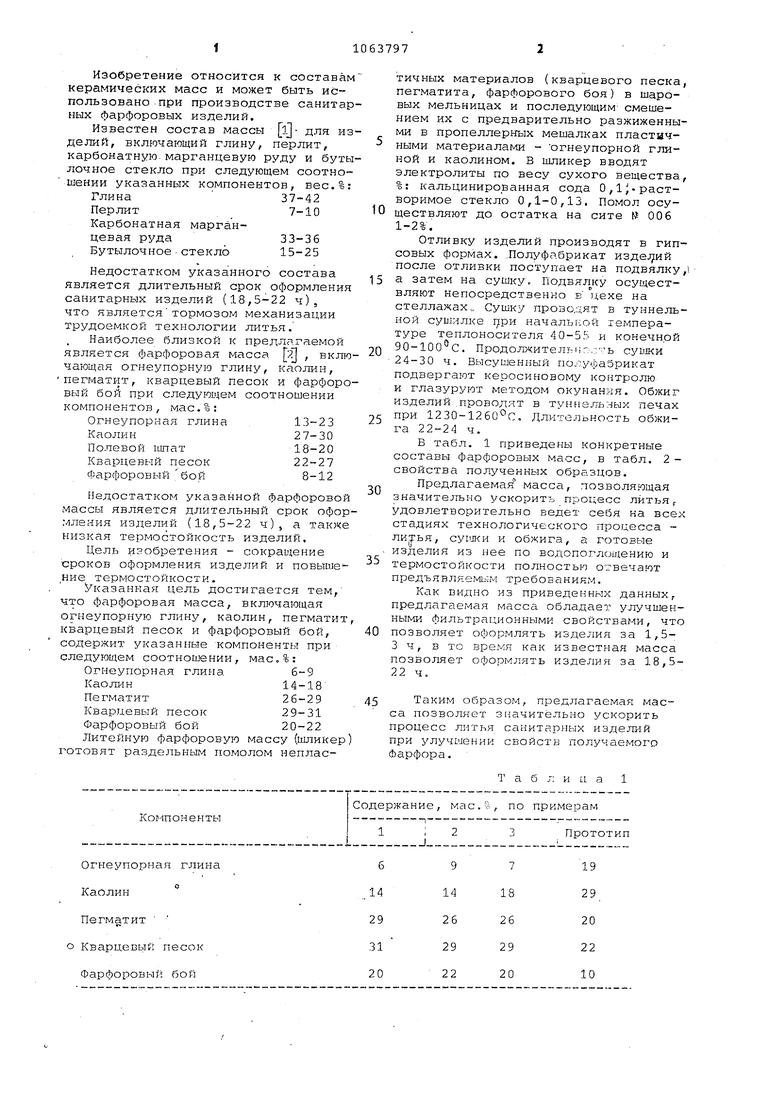
| название | год | авторы | номер документа |
|---|---|---|---|
| Фарфоровая масса | 1988 |
|
SU1537666A1 |
| Фарфоровая масса | 1985 |
|
SU1291579A1 |
| Фарфоровая масса | 1985 |
|
SU1303591A1 |
| КЕРАМИЧЕСКАЯ МАССА | 1997 |
|
RU2133242C1 |
| КЕРАМИЧЕСКАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗОЛЯТОРОВ | 1999 |
|
RU2140405C1 |
| Керамическая масса | 1982 |
|
SU1057470A1 |
| КЕРАМИЧЕСКАЯ МАССА ДЛЯ ПОЛУЧЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКОГО ФАРФОРА | 2013 |
|
RU2539059C2 |
| КЕРАМИЧЕСКАЯ МАССА | 1999 |
|
RU2162830C2 |
| Керамическая шихта для изготовления фарфоровых изделий | 2023 |
|
RU2805702C1 |
| КЕРАМИЧЕСКАЯ МАССА | 1999 |
|
RU2162829C2 |
ФАРФОРОВАЯ МАССА, включающая огнеупорную глину, каолин, пегматит, кварцевый песок и фарфоровый бой, отличающаяся тем, что, с целью сокращения сроков оформления изделий и повышения термостойкости, она содержит указанные компоненты при следующем соотношении, мас.%: 6-9 Огнеупорная глина 14-18 Каолин 26-29 Пегматит 29-31 Кварцевый песок 20-22 Фарфоровый бой
Огнеупорная глина Каолин Пегматит Кварцевьтй песок Фарфоровый бой
19 29 20 22
9
18 26 29 20
14 26 29 22
10
Набор черепка (методом-тигельк г/см
Время оформления изделий (набо черепка и его закрепление), ч
Влажность литейной массы, % Усадка, .%:
воздушная
общая Водопоглощение, %
Предел прочности при изгибе обожженных образцов, кг/см
Устойчивость против ценообразования (термическая стойкость изделий), теплосмены (ГОСТ 13449-78)
Таблица 2
0,36 0,38 0,38 0,27-0,31
1,5-3 .1,5-3 1,5-3 18,5 27,5 29,5 29,7 31,2-32
3,4 3,4 3,0
3-4
2 12,2 12,0
12-13
0,2 0,3 0,2
0,2-0,5
850
800
800
600-800
6-8
6-8
6-8
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| КЕРАМИЧЕСКАЯ МАССА | 0 |
|
SU357182A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Бутнлева Е | |||
| С | |||
| и др | |||
| Освоение технологии производства санитарностроительных | |||
| изделий из фарфоровых масс на Лобнинском заводе | |||
| - Труды НИИстройкерамики, М., 1969, вып | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Способ получения продукта конденсации бетанафтола с формальдегидом | 1923 |
|
SU131A1 |
