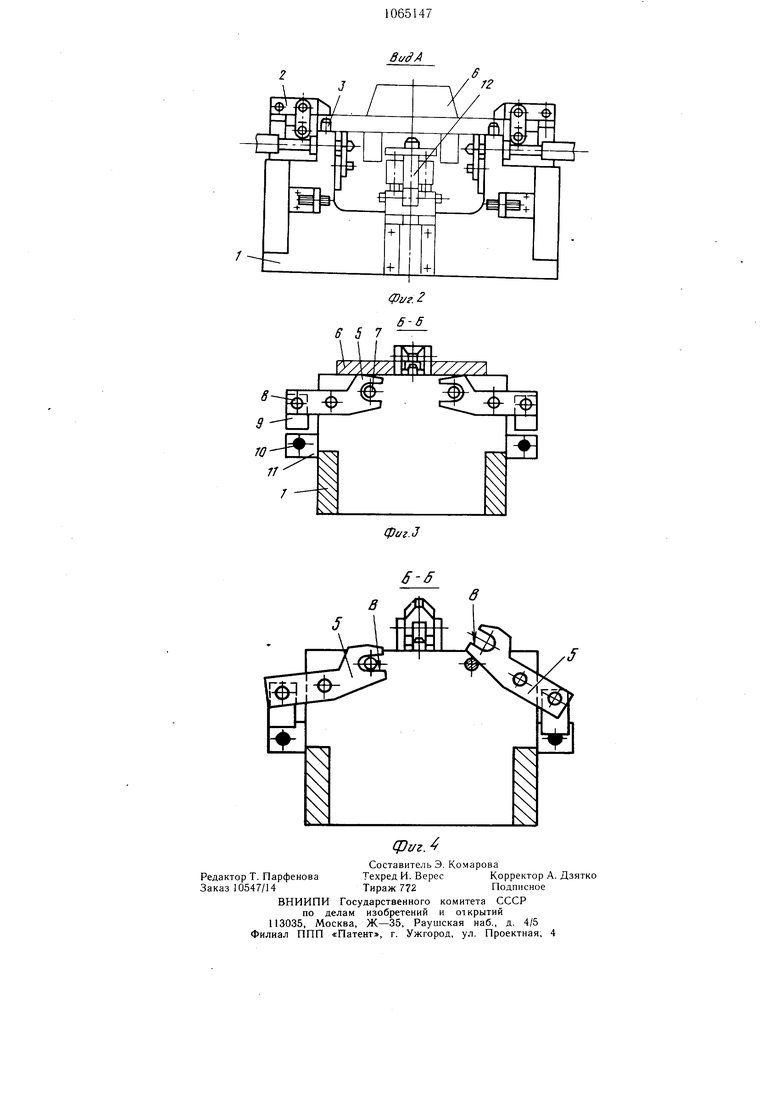
Изобретение относится к станкостроению и может быть использовано в бесступенчатых автоматических линиях для деталей типа картеров главных передач, ступиц, фланцев, подшипниковых крышек и других подобных деталей. Известно устройство для контроля целостности режущих инструментов в автоматической линии механической обработки изделий, содержащее установлен-ные по количеству режущих инструментов качающиеся относительно неподвижной оси двуплечие рычаги, одно плечо каждого из которых установлено с возможностью взаимодействия с конечным выключателем. В данном устройстве при поломке инструмента рычаг-щуп под действием пружины опускается, что приводит к срабатыванию конечного выключателя и к подаче аварийного сигнала. При вращении инструмента плечо рычага-щупа, взаимодействующего с инструментом, отводится от инструмента поворотом оси рычага 1. К недостатку известного устройства следует отнести наличие привода поворота рь1чага-щупа от инструмента в процессе обработки этим инструментом изделия. Цель изобретения - упрощение конструкции устройства контроля целостности инструмента путем совмещения операций контроля целостности режущих инструментов со съемом изделий с установочно-зажимного приспособления автоматичекой линии. Для достижения поставленной цели в устройстве контроля целостности режущих инструментов в автоматической линии механической обработки изделий, содержащем установленные по количеству режущих инструментов качающиеся относительно неГ-Г/-1ГТГ 1ЛМ 11Г иГ /-ЧТП П ЧХ ClГМ-ШОППГ ГТ 1 т Г Т подвижной оси двуплечие рычаги, одного плечо каждого из которых установлено с возможностью взаимодействия с конечным выключателем, плечо каждого двуплечего рычага, противоположное плечу, взаимодействующему с концевым выключателем, выполнено в виде вилки, охватывающей во время контроля режущий инструмент и периодически взаимодействующей с обрабатываемым изделием и режущим инструментом. На фиг. 1 представлено устройство , вид в плане ; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1 (положение рычагов при установленной в устройстве обрабатываемой детали); на фиг. 4 - то же, фиг. 1 (положение рычагов при снятой детали, при этом левый рычаг показан в контакте с целым инструментом, а правый - в момент поломки инструмента). Устройство содержит корпус 1, на котором установлены зажимные устройства 2 и установочные пальцы 3. На закрепленных в корпусе 1 осях 4 свободно установлены двуплечие рычаги 5, количество которых равнй числу контролируемых инструментов. Однр плечо каждого рычага 5 выполнено в виде вилки, взаимодействующей с обрабатываемой деталью 6 и режущим инструментом 7, а второе плечо имеет ось 8, на которой свободно установлен противовес 9, вза: имодействующий в момент отсутствия (поломки) режущего инструмента с конечным выключателем 10, установленным на кронщтейне 11, прикрепленном к корпусу 1. Для установки деталей в приспособление и их съема используется транспортер 12 автоматическои линии. Устройство работает следующим образом. Деталь 6 подается в зону устройства с помощью транспортера 12, перемещающегося в верхнем положении. Затем с помощью этого же транспортера деталь 6 опускается вниз, соответствующими отверстиями садится на установочные пальцы 3 и своим фланцем нажи.мает на рычаги 5, которые при этом занимают положение, показанное на фиг. 3. После этого с помощью устройств 2 деталь зажимается и вступают в работу режущие инструменты 7, которые свободно проходят вилки рычагов 5, не касаясь их стенок. После обработки инструменты 7 возвращаются в исходное положение, Затем деталь разжимается и устройства 2 также возвращаются в исходное положение. Транспортер 2 при своем ходе вверх снимает деталь 6 с этого приспособления и далее посылает ее на следующее приспособление. При этом рычаги 5, освободивщиеся . от давления на них детали 6, под действием противовеса 9 поворачиваются вокруг осей 4, и, если инструменты 7 целы, то сбоими нижними кромками вступают во взаимодействие с этими инструментами и останавливаются в положении, показанном на фиг. 4 (рычаг слева). При этом противовесы 9 не могут достигнуть коммутативной зоны конечных выключателей 10 и, следовательно, можно продолжать следующий цикл. Если же произощла поломка хотя бы одного инструмента, то соответствующий рычаг 5, не встретив на своем пути препятствия, поворачивается в положение, показанное на фиг. 4 (рычаг справа), при этом соответствующий противовес 9 входит в коммутативную зону выключателя 10, который замыкается и подает аварийный сигнал о запрещении последующего цикла.
557
фиг. 2 6-5
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля целостности режущих инструментов на станке | 1989 |
|
SU1785841A1 |
| Автоматическая линия | 1986 |
|
SU1419857A1 |
| Автоматическая линия | 1980 |
|
SU889387A1 |
| Устройство для контроля целостностиРЕжущЕгО иНСТРуМЕНТА | 1979 |
|
SU837599A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| УСТАНОВКА ДЛЯ ТРАНСПОРТИРОВАНИЯ ПАКОВОК, | 1964 |
|
SU165394A1 |
| Устройство для контроля целостности инструмента | 1990 |
|
SU1830308A1 |
| Устройство для контроля обрабатываемых отверстий | 1982 |
|
SU1065108A1 |
| Установка для транспортирования паковок, например ленты, намотанной на катушки, от чесальных к ленточным машинам, а от последних к ровничным и прядильным машинам | 1960 |
|
SU135003A1 |
| Агрегатный станок | 1982 |
|
SU1006167A1 |
УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЦЕЛОСТНОСТИ РЕЖУЩИХ ИНСТРУМЕНТОВ В АВТОМАТИЧЕСКОЙ ЛИНИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ, содержащее расположенные на неподвижных осях по количеству режущих инW 77 струментов двуплечие рычаги, одно плечо каждого из которых установлено с возможностью взаимодействия с концевым выключателем, отличающееся тем, что, с целью упрощения конструкции устройства путем совмещения операций контроля целостности режущих инструментов со съемом обрабатываемых изделий с установочно-зажимного приспособления автоматической линии, плечо каждого двуплечего рычага, противоположное плечу, взаимодействующему с концевым выключателем, выполнено в виде вилки, охватывающей во время контроля режущий инструмент и установленной с возможностью периодического взаимодействия с обрабатываемым изделием и режущим инструментом. & (Л 05 ел i 72
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройства для сигнализации о состоянии инструмента в автоматическом производстве | |||
| Под ред | |||
| А | |||
| Я | |||
| Малкина, М., ВНИИ, 1963, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
