Изобретение относится к обработке мотсшлов давлением, в частности к штампам для вырубки пазов на концах профилей и труб.
Известен штамп для вырубки пазов
,на концах замкнутых профилей, содер жащий верхнюю подвижную плиту, нижню неподви;кную плиту, пуансон, консольно-шарнирный матрицедержатель, матрицу и клин с при водом flj.
Недостатками известного штампа яв ляются сложность конструкици и необходимость после каждого рабочего хода удалять крючком высечки, из штампа, а также то, что вырубка пазов производится с, переворо.том заготовки вдоль оси и последующим разворотом ее на 180°
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является штамп для вырубки пазов на концах профилей и труб, содержащий верхнюю подвижную плиту с закрепленным на ней пластинчатым пуансоном с двумя режуцщми ножами на одной его грани, нижнюю неподвижную плиту с матрицами, регулируемый ynopf2J.
Недостатками данного штампа являются необходимость разворота заготовки для пробивки пазов с противоположной стороны профиля, а также то, что подача заготовки может осуществляться только при среднем положении ползуна пресса, что неудобно.
Цель изобретения - повЕЛше-ние производительности за счет устранения промежуточных кантовых заготовок.
Поставленная цель достигается тем, что, в штампе для вырубки пазов на концах профилей и труб,содержащем верхнюю подвижную плиту с закрепленным на ней пластинчатым пуансоном с двумя режущими ножами на одной его грани, нижнюю неподвижную плиту с матрицами, регулируемый упор, пуансон снабжен двумя дополнительныкм режущими ножами, установленными на другой грани пластинчатого пуансона симметрично- первым, режущие ножи каждой пары закреплены с возможность поворота в плоскости перемещения пуансона и связаны между собой упругим элементом.
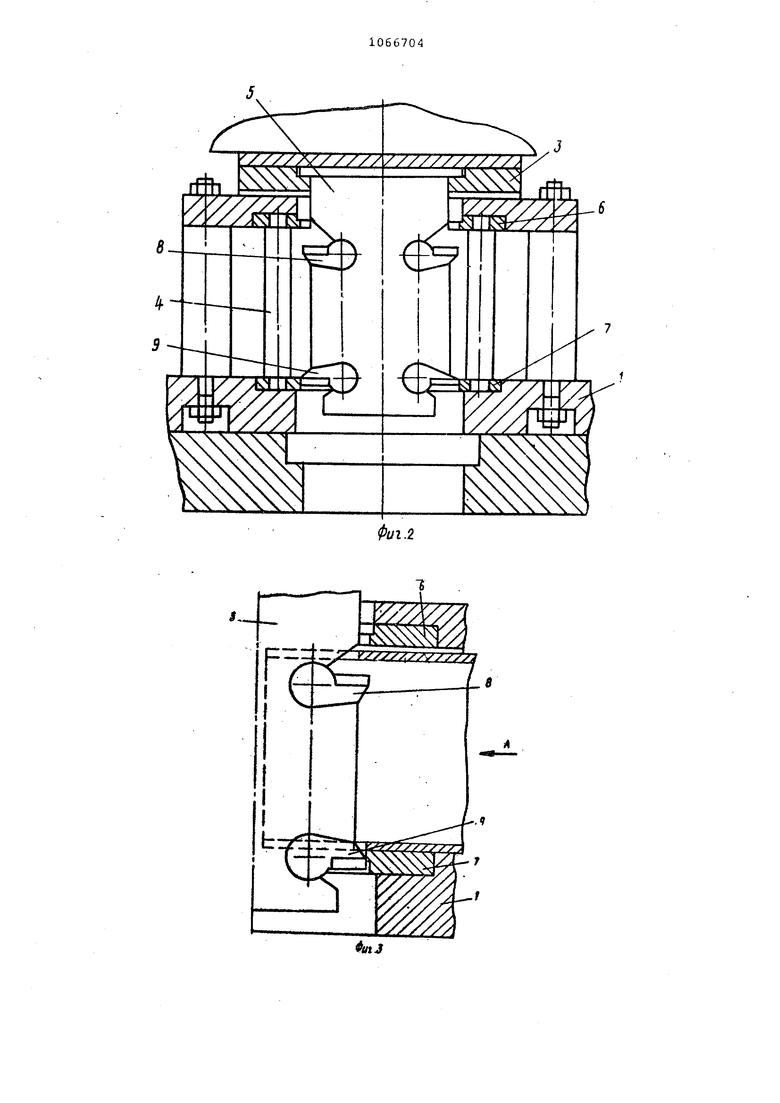
На фиг.1 изображен штамп в рабочем положении, общий вид; фиг.2 то же, вид сбоку7 на фиг.З - положен пуансона пун нижнем положении пс5лзуна пресса; на фиг.4 - положение пуансона прп верхнем положении ползуна пресса; на фиг.5 - вид А на фи г.3.
Штамп состоит из блока 1 с приводом 2, верхней плиты 3 и сменного пакета 4, содержащего пуансон 5 и жестко соединенные между собой верхнюю б и нижнюю 7 матрицы. На пуансоне 5 подвижно закреплены два верхних и два нижних режущих ножа 8 и, 9 KOTOEMje попарно ( верхний и нижний) соединены пружинами 10, удерживающими режущие ножи в рабочем положении .
Штамп работает следующим образом. Сменный пакет 4 подается в рабо.чую зону. В окно пакета 4 вводится зготовка до упора в пуансон 5. В этом положении верхний режущий нож 8 находится над наружной поверхностью трубы, а нижний режущий нож 9 1) трубе. При движении пуансона 5 вниз нож 9 вырубает паз на нижней стенке трубы, а нож 8 при этом свободно проходит внутрь трубы за счет поворота его иа пуансоне 5. При об.ратном ходе штампа верхний нож 8 прорезает паз на верхней стенке трубы, а нож 9 свободно проходит через вырез. После этого заготовка подается вперед до упора вырезанной частью в пуансон -5 и цикл повторяется . Процесс вырезки пазов идет до тех пор пока торец заготовки не упрется в регулируемая упор (не покаран) По окончании вырезки пазов необходимой длины заготовка отводится назад, а пакет 4 при помощи при.вода 2 выводится в нерабочую зону.
Затем заготовка Через освободившееся пространство/ после вывода пакета, перемещается без разворота на другую сторону штампа. Пакет возвращается в рабочее положение и начинается вырезка пазов на другой стороне трубы, при этом работает вторая пара выступов-ножей, расположенных на пуансоне.
Использование штампа позволяет вырубать пазы в заготовке без переворотов последней.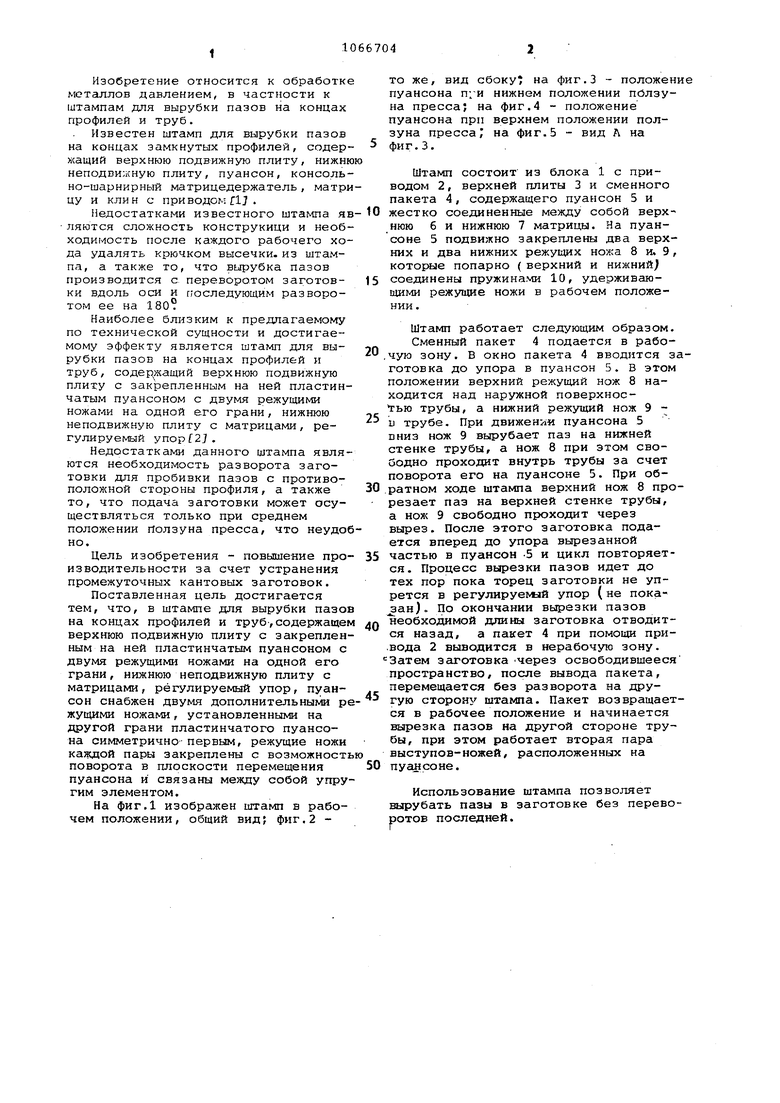
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки деталей из профилей | 1990 |
|
SU1795921A3 |
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |
| Штамп для вырезки деталей из пластичных материалов | 1975 |
|
SU537832A1 |
| УНИВЕРСАЛЬНЫЙ НОЖЕВОЙ ШТАМП | 2000 |
|
RU2174905C1 |
| Штамп для вырубки деталей из плоских заготовок | 1980 |
|
SU961819A1 |
| Штамп последовательного действия для получения заготовок петель из полосы | 1991 |
|
SU1819711A1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1991 |
|
RU2018395C1 |
| Штамп для вырубки круглых деталей | 1986 |
|
SU1433565A1 |
| Штамп-автомат для многорядной последовательной вырубки правильных шестиугольных пластин из листового металла | 1980 |
|
SU984573A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ШЕСТИГРАННЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО ПРОКАТА | 1992 |
|
RU2030944C1 |
ШТАМП ДЛЯ ВЫРУБКИ ПАЗОВ НА КОНЦАХ ПРОФИЛЕЙ И ТРУБ, содержаний верхнюю подвижную плиту с закрепленным на ней пластинчатым пуансоном с двумя режущими ножами на одной его грани, нижнюю неподвижную плиту с матрицами, регулируемый упор, о тл и чающийся тем, что, сцелью повьшения производительности за счет устранения промежуточных кантовок заготовок, пуансон снабжен двумя дополнительными режущими ножами, установленными на другой грани пластинчатого пуансона симметрично; первым, режущие ножи каждой пары зак1реплены с возможностью поворота в плоскости перемещения пуансона и связаны между собой упругим элементом.
| i | |||
| Изготовление металлических и монтаж строительных конструкций Научно-технический сборник | |||
| ЦБНТН Минмонтажспецстроя СССР, сер | |||
| vn, ,вып | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ПОВЫШЕНИЯ КАЧЕСТВА КОНТАКТНОГО СОЕДИНЕНИЯ УГЛЕРОДИСТЫХ АНОДОВ ЭЛЕКТРОЛИЗЕРОВ | 0 |
|
SU181821A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
