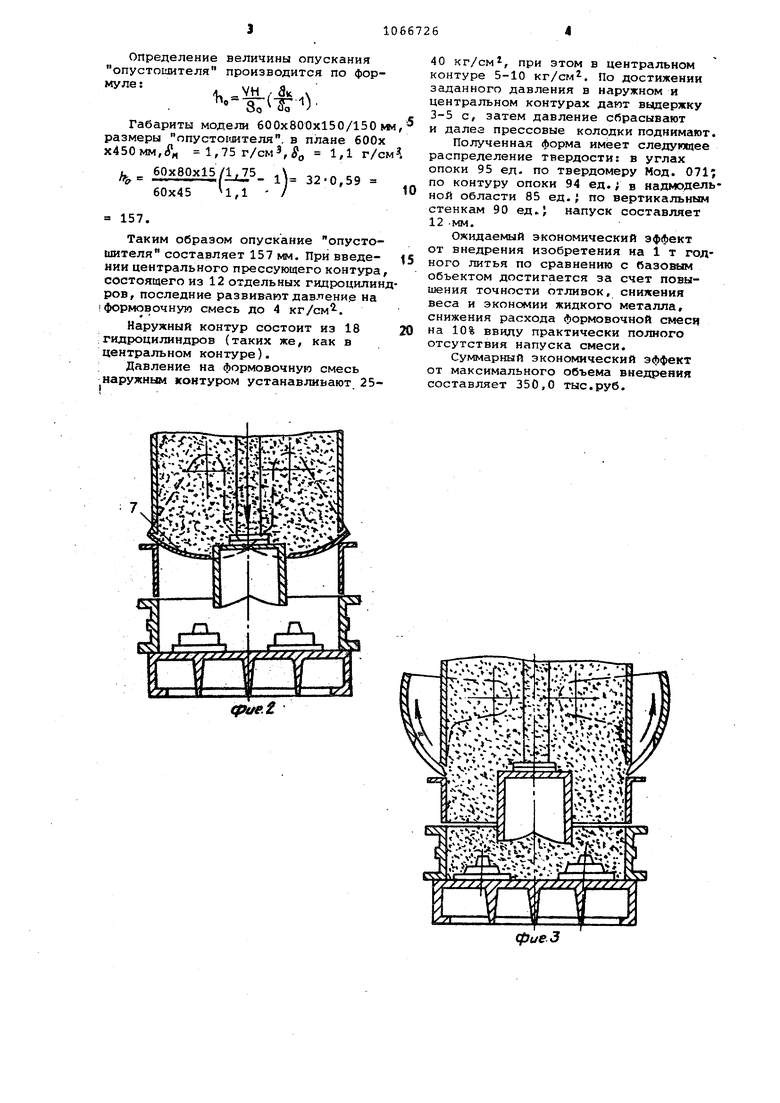
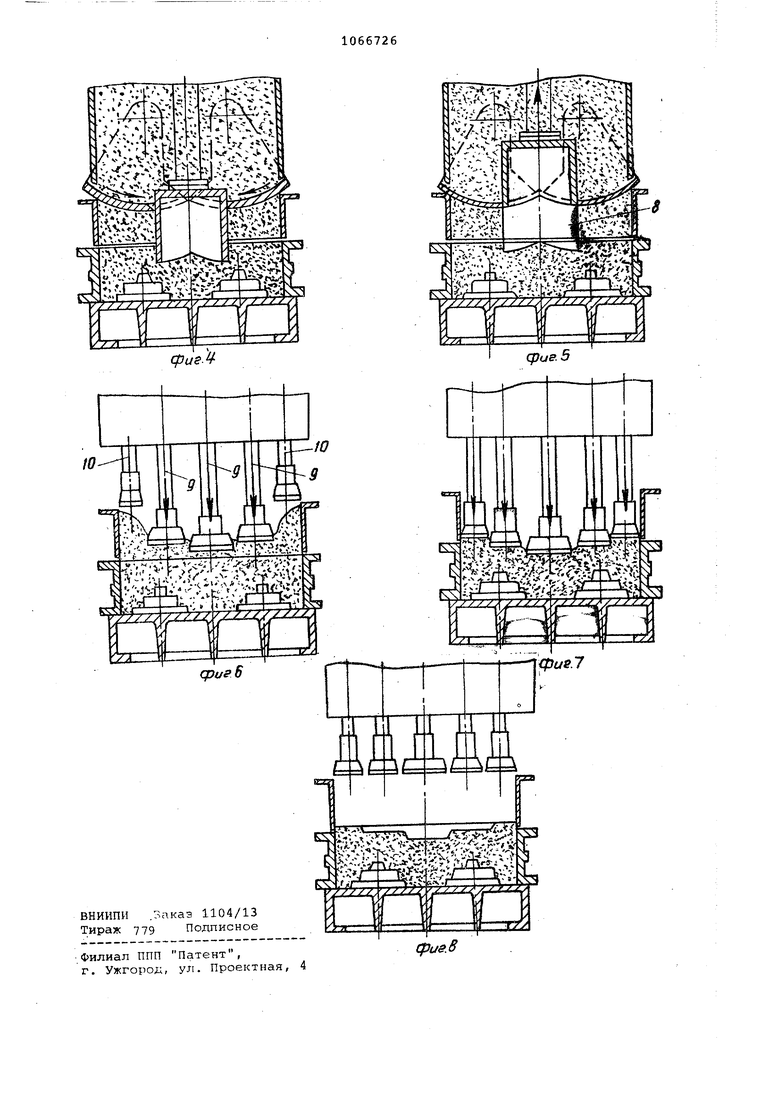
Изобретение относится к литейном производству, преимущественно к фор мовке по сырому методу прессования. Известен способ получения литейной формы методом прессования, вклю чающий установку опоки с наполнител ной рамкой на модельный комплект,, засыпку формовочной смеси, прессова ние и протягивание модели fl. Основным недостатком этого спосо ба является большая неравномерность уплотнения формовочной смеси из-за переуплотнения ее в надмодельной области и малого уплотнения по контуру ввиду большого трения о стенки опоки, Наиболее близким по технической сущности к предложенному является способ получения литейной формы методом прямого дифференциального пре сования отдельным цилиндрами 2 , Этот способ содержит засыпку фор мовочной смеси в опокур прессование дифференциальной прессовой колодкой и протягивание модели. . . Однако при уплотнении формы прес сованием, в особенности отливок коробчатой формы (блок цилиндров, головка блока, корпус трансмиссии и т.д.) сопротивление трения в зазоре между стенкой опоки и моделью во много раз превышает сопротивление в надмодельной области. При прессовании обычной дифферен циальной головкой и указанной засыпке, уплотнение форм на всех учас ках начинается- одновременно. По достижении заданного давления в надмодельной области (например, до 1520 кг/см ) смесь, находящаяся по ко туру опоки, только начинает уплотняться. При этом между стенками опоки и уплотненной частью формы возникают значительные распорные напряжения. Для их преодоления приходится увеличивать усилие на смесь, что неизбежно ведет к переуплотнен: у) литейной формы в надмодельной области. При таком способе получается литейная форма, именмдая твердость в центре на 5-10 ед. больше, чем у стенок и в углах опоки. Такое распределение твердости не является оптимальным для получения качественной отливки, ибо переуплот йение в зоне расположения отливки затрудняет усадку металла, выход га за, заполнение металлом узких, мест, уменьшает податливость формы при протяжке и т.д. Помимо этого, недостаточная плотность формы у стенок вынуждает отодвигать модели, т.е. нерационально использовать формуемую площадь опоки, и затрудняет перемещение опоки по транспортным путям ввиду недостаточно надежного сцепления формовочной смеси со стенками опоки. Цель изобретения - улучшение ка- чества формы и увеличение заформованной площади опоки. Для достижения указанной цели согласно способу изготовления литейной формы, включающему засыпку формовочной смеси в опоку, прессование дифференциальной прессовой колодкой и протягивание модели, при прессовании вначале уплотняют центральную часть с усилием 1-4 кг/см-, далее по контуру опоки производят уплотнение с усилием 20-40 кг/см , одновременно увеличивается усилие в центральной части до 5-10 кг/см. Hci фиг« 1 изображена опока, установленная на модельный комплект в исходном положении; на фиг. 2 введение опустошителяj на фиг.З засыпка смеси; на фиг. 4 - закрытие челюстей) на фиг. 5 - извлечение опустоимтеля; на фиг. 6 - прессование центральной части; на фиг. 7 прессование по контуру опоки; на фиг. 8 - подъем прессующих колодок. Способ осуществляется в следующей последовательности. В исходном положении модельный комплект 1, установленная на нем опока 2 и наполнительная pai.iKa 3 находятся под бункером 4, который снабжен челюстным затвором 5. Внутри бункера 4 помещен опустошитель 6. Опустошитель б вводят в наполнительную рамку 3 и надмодельнуго область опоки 2, при этом челюстной затвор 5 остается закрытым, а опустошитель б движется в окно, которое имеется в днище 7 челюстного затвора 5. Далее засыпают формовочную при открытии челюстного затвора 5. Закрывают челюстной затвор, отсекая столб формовочной смеси, находящийся в бункеое, пои этом попийходит дозирование ее, определяемое наполнительной рамкой 3; Извлекают опустошитель 6, при этом в форме образуется незаполненный карман 8, объем которого позволяет в дальнейшем получить необходимую степень уплотнения и одинаковый уровень напуска. Вводят прессукмцие колодки внутреннего контура 9, уплотняют формовочную смесь прессующими колодками наружного контура 10 с высоким удельным давлением 25-400 кг/см, при этом на прессующих колодках 9 внутреннего контура увеличивается давление до 5-10 кг/см. Затем заканчивают прессование и производят подъем прессующих колодок . получения формы используют следукйще режимы.
Определение величины опускания опустошителя производится по формуле :1/., а
.
Габариты модели 600x800x150/150 мм размеры опустошителя, в плане бООх х450мм,$и 1,75 г/см, д 1,1 г/см
/1Л5. 1 32-0,59
60x80x15,
4,1 /
60x45
157.
Таким образом опускание опустошителя составляет 157 мм. При введеНИИ центрального прессующего контура, состоящего нз 12 отдельных гидроцилиндров, последние развивают давлени.е на (формовочную смесь до 4 кг/см.
#
Наружный контур состоит из 18 Iгидроцилиндров (таких же, как в центральном контуре).
Давление на формовочную смесь наружным контуром устанавливают 2540 кг/см, при этом в центральном контуре 5-10 кг/см. По достижении заданного давления в наружном и центральном контурах дают выдержку 3-5 с, затем давление сбрасывают и далеа прессовые колодки поднимают.
Полученная форма имеет следующее распределение твердости; в углах опоки 95 ед. по твердомеру Мод. 071 по контуру опоки 94 ед.; в надмодельной области 85 ед.; по вертикальным стенкам 90 ед.} напуск составляет 12-мм.
Ожидаемый экономический эффект от внедрения изобретения на 1 т годного литья по сравнению с базовым объектом достигается за счет повышения точности отливок, снижения веса и экономии жидкого металла, снижения расхода формовочной смесц на 10% ввиду практически полного отсутствия напуска смеси.
Суммарный экономический эффект от максимального объема внедрения составляет 350,0 тыс.руб.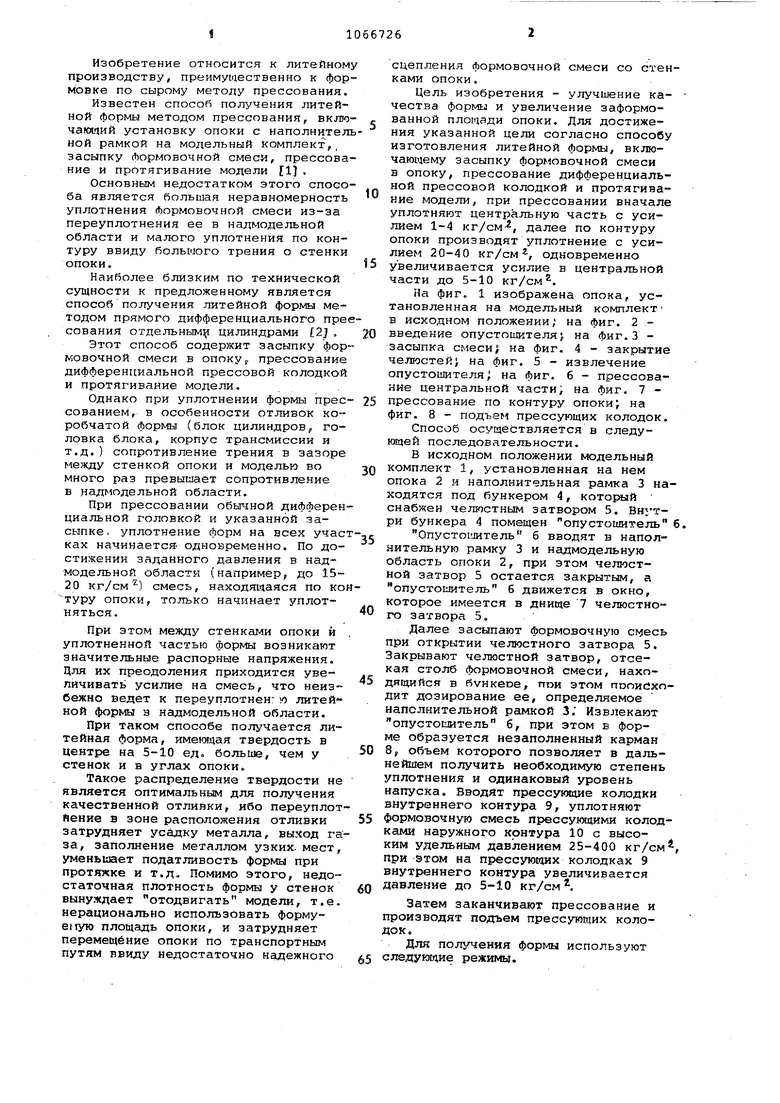
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный прессово-формовочный автомат проходного типа | 1979 |
|
SU978461A1 |
| Многопозиционный прессово-формовочный автомат | 1985 |
|
SU1435396A1 |
| Многопозиционный прессово-формовочный автомат | 1984 |
|
SU1235622A1 |
| Прессово-формовочный автомат про-ХОдНОгО ТипА | 1979 |
|
SU806233A1 |
| Многопозиционный прессово-формовочный автомат с плавающей оснасткой | 1981 |
|
SU969425A1 |
| Устройство для двухстороннего прессования литейных форм | 1978 |
|
SU789204A1 |
| Способ изготовления литейных форм | 1980 |
|
SU910317A1 |
| Способ изготовления литейных форм | 1980 |
|
SU899236A1 |
| Однопозиционный формовочный автомат | 1983 |
|
SU1210959A1 |
| Способ изготовления литейных форм "процесс ВМ-3 | 1980 |
|
SU952414A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ, включагаций засыпку формовочной смеси в опоку, прессование дифференциальной прессовой колодкой и протягивание модели, о т л и ч аю ti и и с я тем, что, с целью улучшения качества Лорм, увеличения заформованной площгади опоки, при прессовании сначала уплотняют центральную часть с усилием 1-4 кг/см, далее по контуру опоки производят уплотнение с усилием 20-40 кг/см 2, одновременно увеличивая усилие в центральной части до 5-10 кг/см.
(pue.t
фиеЗ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аксенов П.Н | |||
| Технология литейного производства | |||
| М.,Машиностроение, 1977, с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с | |||
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
