Известны станки для высокочастотного нагрева и закалки малогабаритных изделий, например плашек клуппа, состоящие из загрузочного бункера, толкателя для подачи изделий из бункера и ленточного транспортера для перемещения изделия относительно неподвижного индуктора. Но они не обеспечивают возможности установки изделий призматической или цилиндрической формы на движущийся транспортер в вертикальном неустойчивом положении.
Для устранения этого недостатка предлагается использовать для подачи изделий из бункера на транспортер направляющий желоб, передняя стенка у которого выполнена криволинейной, а боковая стенка - в направлении движения транспортера и дно желоба - подвижными и отходят под действием упора на подвижной каретке толкателя.
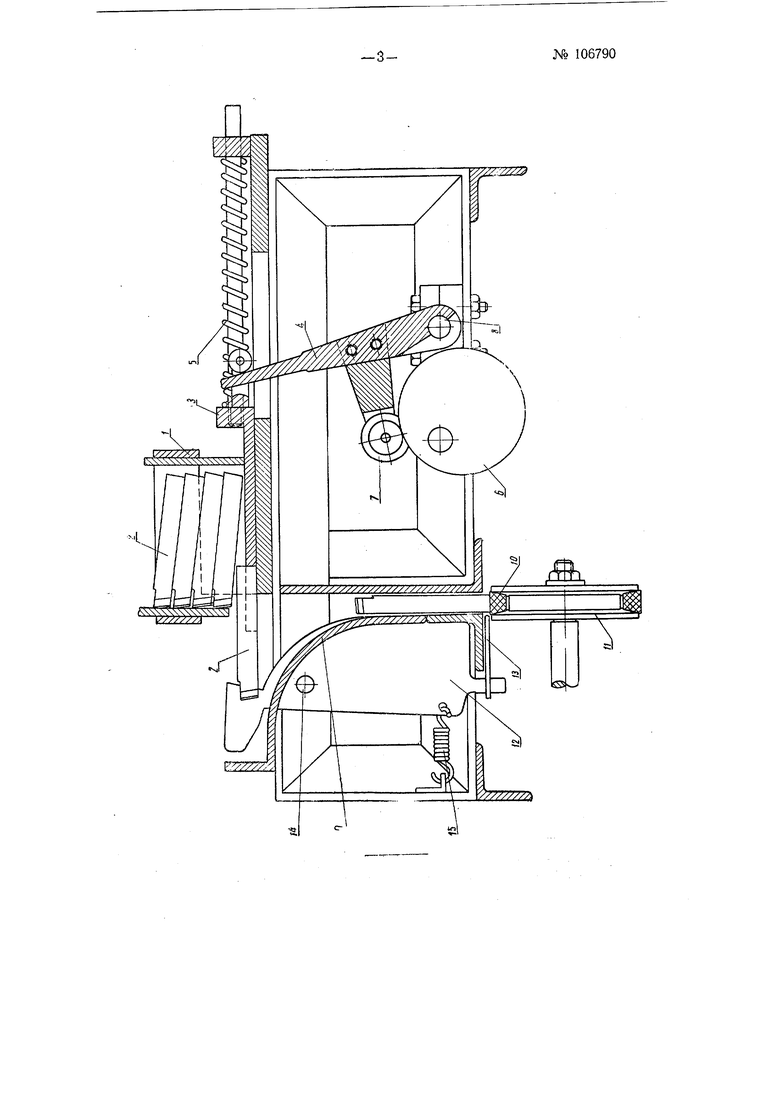
Устройство станка и его действие поясняются чертежом.
Загрузочный бункер 1 расположен в верхней части станка и служит для изделий 2, подлежащих закалке. Толкатель 5 совершает возвратно-поступательные движения под действием упора 4 и пружины 5. Вращающийся эксцентрик 6 и ролик 7 создают колебательные движения упора 4, поворачиваемого около оси 8. Желоб 9 направляет изделие 2 на ленточный транспортер 10, движущийся с помощью приводного шкива 11. Подвижная стенка 12, связанная с подвижным дном 13 желоба, закреплена на оси 14 и оттягивается влево пружиной 15. Изделия, подлежащие зональной закалке, например плашки клуппа, укладываются в бункер плашмя, на широкую грань. Толкатель 3 при ходе вперед выталкивает очередное изделие в желоб. Благодаря тому, что передняя стенка желоба выполнена криволинейной, изделие при своем падении вниз поворачивается и принимает вертикальное положение. Толкатель 3 снабжен упором (на чертеже не показан), который при движении толкателя вперед воздействует на подвижную стенку 12, поворачивая ее около оси 14 вместе с подвижным
дном 13. При этом нижняя часть стенки 12 и дно 13 отходят внраво в момент надения изделия в желоб. nj-/ri дальнейшем движении толкателя 3 внраво подвижная стенка и дно желоба под действием пружины 15 отходят влево, а изделие опускается на транспортер 10 в вертикальном положении. Транспортер перемещает изделие в зону действия индуктора, где изделие нагревается, а затем попадает в закалочный бак. Предмет изобретения Автоматический станок для высокочастотного нагрева и закалки
плашек, состояш,ий из загрузочного бункера, толкателя, направляюш;его я елоба, транспортера, нагревательного индуктора и закалочного бака, отличаюш; и и с я тем, что, с целью поворота и точной установки изделий в вертикальном положении на плоском транспортере, передняя стенка направляюш;ёго желоба, выполнена криволинейной, а боковая стенка и дно желоба подвижными и отходят под действием упора на подвижной каретке толкателя при установке изделия на транспортер.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Автоматизированная поточная линия для термической обработки | 1983 |
|
SU1108114A1 |
| Установка для закалки изделий | 1984 |
|
SU1177359A1 |
| Станок для изготовления резьбовых изделий | 1987 |
|
SU1440592A1 |
| Устройство для индукционной закалки круглых деталей | 1969 |
|
SU614132A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| УСТАНОВКА ДЛЯ ЗАКАЛКИ РЕЛЬСОВЫХ ПОДКЛАДОК | 1992 |
|
RU2040552C1 |
| Автомат для закалки деталей типа колец | 1979 |
|
SU865933A1 |
| Станок для закалки зубчатых венцов | 1978 |
|
SU732396A1 |