Изобретение относится к литейном производству, в частности к способам отделения керамики от крупногабаритных фасонных отливок.
Известна установка для отделения керамики от блоков отливок, реализу тая способ отделения керамики, заклчагацийся в приложении к блоку отливок периодической ударно-инерционно нагрузки в продольно-осевом (вертикальном) направлении Cl.
Однако указанный способ отделени керамики не обеспечивает достаточного качества очист.ки отливок и имеет низкую производительность.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ выбивки стержней из крупногабаритных отливок, реализованный в вибрационной машине для выбивки стержней и характеризующийся вибрационным воздействием в продольно-осевом (горизонтальном) направлении на отливку, установленную в пневматических тисках 2,
К недостаткам известного способа относятся низкая производительность и неудовлетворительное качество очистки отливок, изготовленных в керамических формах по выплавляемым моде лям, а также невозможность ручной корректировки положения отливки, подвешенной во вспомогательных подъемно-транспортных приспособлениях,
Цель изобретения - повышение производительности и улучшение качества очистки отливок,
j Указанная цель достигается тем, 1ЧТО согласно способу отделения керамики от крупногабаритных фасонных отливок, изготовленных центробежным литьем по выплавляемым моделям, прей мущественно с горизонтальной осью вращения, включающему механическое воздействие на отливку в виде периодической ударно-инерционной нагрузки периодическую ударно-инерционную нагрузку прикладывают поочередно в горизонтальном и в вертикальном направлениях, причем ударную нагрузку в вертикальном направлении создают за счет силы тяжести отливки,
Способ осуществляют следующим образом.
Отливку,имеющую преимущественно форму тела враицения со сквозным продольным отверстием, устанавливают на упоре и наконечнике вибратора с возможностью свободного провисания на конических поверхностях упора и наконечника.
Далее отливку подвергают периодической ударно-инерционной нагрузке, каждый цикл которой включает в себя движение отливки вверх вправо (при движении наконечника вибратора влево) , при этом движение вниз происходит за счет силы тяжести отливки и сопровождается ударом о конусный наконечник вибратора, который вследствие большой скорости движения успевает отойти в крайнее положение и начать поступательное движение вправо,
В результате указанных движений отливки в керамике формы возникают отжимающие и растягивающие напряжения поочередно в горизонтальном и вертикальном направлениях, что ускоряет и улучшает качество очистки.
На фиг, 1 представлена предлагаемая установка для реализации предлагаемого способа, общий вид; на фиг,2сечение А-А на фиг, 1; на фиг, 3 положение отливки в момент удара; на фиг, 4 - то же, между ударами.
Установка состоит из станины 1, камеры 2, подвижного кожуха 3, перемещающегося на роликах 4 по направляющим 5, пневмомолотка б, снабженного конусным наконечником 7, пневмоцилиндра 8 подпора, шток 9 которого имеет на конце конусный упор 10, подвижного приемного стола 11 для установки отливок 12, передвигающегося на роликах 13 по направляющим 14 и снабженного раздвижными центрирующими призмами 15 и приводным механизмом 16, ленточного транспортера 17 для удаления отбитой керамики.
Отбивка керамики производится следующим образом.
Отливка 12 с помощью обычных подъемно-транспортных средств перемещается на приемный стол 11 и центрируется призмами 15, для чего последние сдвигаются или раздвигаются посредством приводного механизма 16, Стол 11 на роликах 13 перемещается по направляющим 14 в сторону пневмомолотка 6 и прижимает находящуюся на нем отливку 12 к конусному наконечнику 7, С другого торца отливка поджимается КОНУСНЫМ упором 10 и оказывается зажатой между пневмомолотком и пневмоцилиндром 8 подпора. Далее центрирукядие призмы 15 раздвигаются, а конусный упор 10 отводится назад на 2-3 мм и фиксируется в этом положении, отливка свободно повисает #а конусах 7 и 10, Перед включением вибратора кожух 3 на роликах 4 перемещается по направляющим 5 в рабочее положение. При работе вибратора отливка колеблется с большой частотой как в осевом, т-ак и в радиальном направлениях, в результате чего возникают усилия.
Использование предлагаемого способа для очистки отливок, полученных способом центробежного литья по выплавляемым моделям, позволяет организовать механизированное производство крупногабаритных стальных фасонных деталей с сохранением части поверхностей в литом необработанном виде взамен штампованных заготовок и поковок, что способствует снижению трудоемкости механической обработки деталей и сокргицению отходов металла в стружку. Кроме того, обеспечивается возможность перевода целого ряда узлов машин на изготовление их методом центробежного литья в виде одной цельнолитой конструкции, что также способствует снижению трудоемкости изготовления машин и изделий.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки отливок и устройство для его осуществления | 1980 |
|
SU865514A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| Установка для выбивки безопочныхСТОпОчНыХ фОРМ | 1979 |
|
SU846095A1 |
| Установка для выбивки крупногабаритных литейных форм | 1978 |
|
SU722677A1 |
| УСТАНОВКА ДЛЯ ОТДЕЛЕНИЯ КЕРАМИКИ И ОТЛИВОК ОТ БЛОКОВ ОТЛИВОК | 1972 |
|
SU419316A1 |
| Устройство для центробежного фасонного литья | 1979 |
|
SU859020A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ЦЕНТРОБЕЖНОЙ ЗАЛИВКИ КРУПНОГАБАРИТНЫХ ФАСОННЫХ ОТЛИВОК СЛОЖНОЙ ФОРМЫ ИЗ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 2014 |
|
RU2585604C1 |
| Установка для выбивки литейных форм | 1980 |
|
SU865516A1 |
| Выбивная установка | 1980 |
|
SU931290A1 |
| Установка для отделения литниковойСиСТЕМы OT ОТлиВОК | 1979 |
|
SU821059A1 |
СПОСОБ ОТДЕЛЕНИЯ КЕРАМИКИ ОТ КРУПНОГАБАРИТНЫХ ФАСОННЫХ ОТЛИВОК изготовленных центробежным литьем по выплавляемым моделям,преимущественно с горизонтальной осью вращения, включающий механическое воздействие на отливку в виде периодической ударно-инерционной нагрузки, отличающийся тем, что,, с целью повышения производительности и улучшения качества очистки отливок, периодическую ударно-инерционную нагрузку прикладывают поочередно в горизонтальном и вертикальном направлениях, причем ударную нагрузку в вертикальном направлении создают за счет силы тяжести отливки.(Л ср ) 01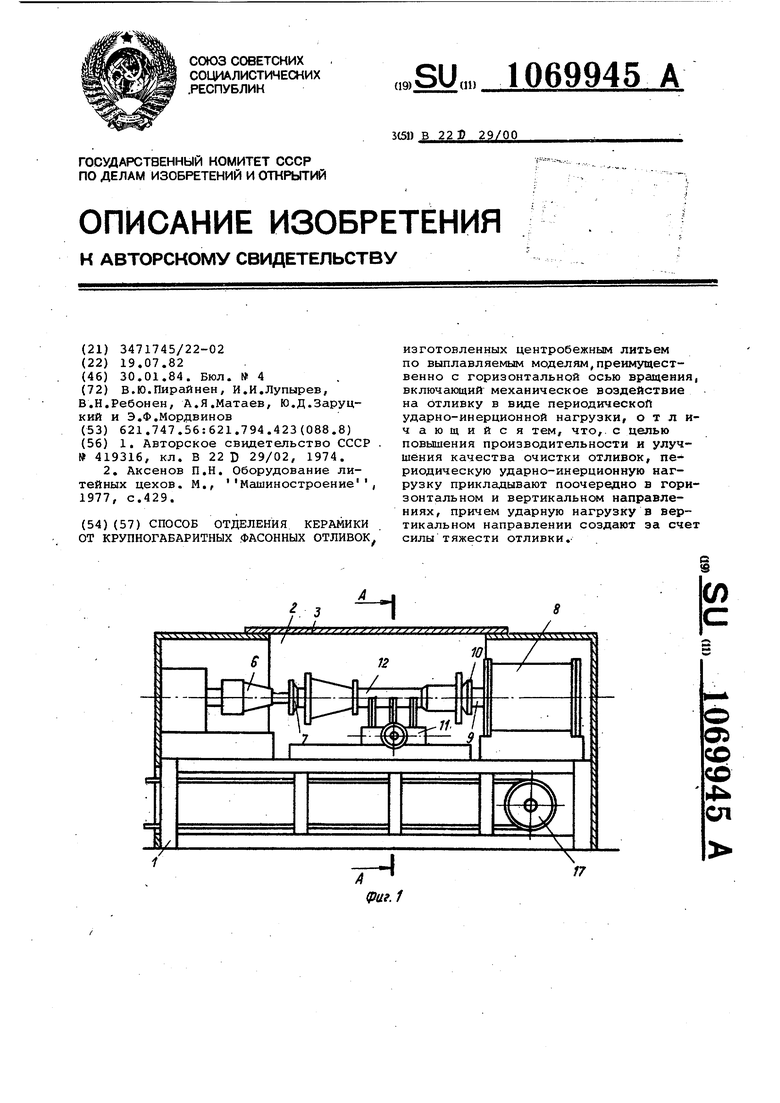
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТАНОВКА ДЛЯ ОТДЕЛЕНИЯ КЕРАМИКИ И ОТЛИВОК ОТ БЛОКОВ ОТЛИВОК | 1972 |
|
SU419316A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аксенов П.Н | |||
| Оборудование литейных цехов | |||
| М., Машиностроение, 1977, с.429. | |||
