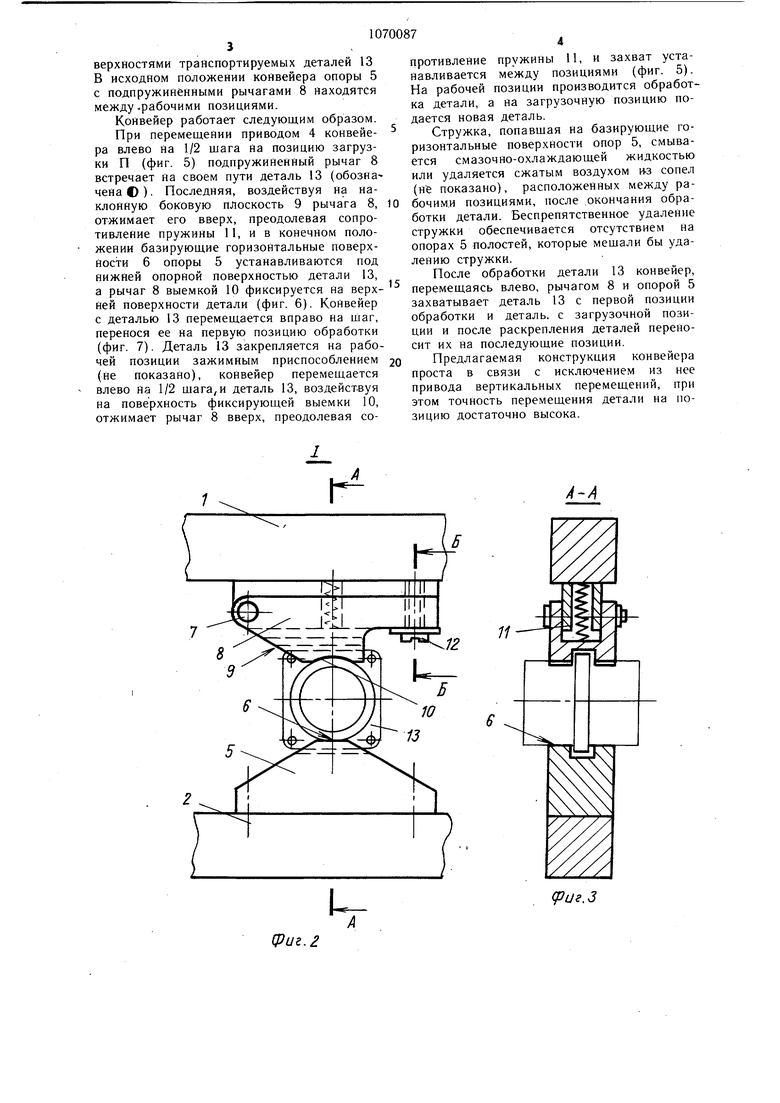
Изобретение относится к машиностроению и может быть использовано в автоматических линиях с жесткой транспортной связью между позициями. Известен шаговый конвейер автоматической линии, содержаш.ий штангу, расположенную над рабочими позициями, связанную с приводом горизонтального перемещения. На штанге с шагом, равным шагу транспортирования, установлены вертикальные ограничительные планки для транспортируемых деталей. Под штангой вдоль линии закреплены неподвижные направляющие для транспортируемой детали, прерывающиеся непосредственно над рабочими зонами станков. Под рабочими зонами установлены подъемники с горизонтальными площадками. Горизонтальные площадки подъемников в исходном положении подняты и образуют с направляющими одну плоскость. Штанга конвейера перемещает детали, установленные между ограничительными планками, по направляющим На шаг в горизонтальном направлении, и детали попадают на горизонтальные площадки подъемников. После этого подъемники опускаются и детали выходят из полости, образованной ограничительными планками, попадая в зону фиксации на станках. После окончания обработки подъемники поднимают детали на линию горизонтального транспортирования 1. Недостатки указанного устройства-наличие привода вертикального перемещения подъемников, что усложняет конструкцию и снижает его надежность; пониженная точность установки из-за возможности потери ориентации в момент опускания и подъема (так как деталь в это время не закреплена) и необходимости наличия зазора между ограничительными планками и деталью; горизонтальные площадки подъемников расположены непосредственно под рабочими зонами станков и попавшая на них стружка приводит к неправильной установке деталей. Наиболее близким по технической сущности к предлагаемому является шаговый конвейер автоматической линии, содержащий горизонтальную подвижную раму, закрепленные на подвижной раме захваты для деталей и привод возвратно-поступательного перемещения подвижной рамы. Конвейер работает по циклу: опускание захватов, перемещение с деталями между рабочими позициями на щаг, подъем захватов после закрепления деталей на станках, возврат в исходное положение 2. Недостатки известного конвейера - наличие привода вертикального перемещения захватов, что усложняет конструкцию конвейера и снижает его надежность; низкая точность позиционирования из-за влияния жесткости направляющих вертикального перемещения, зазоров в них и консольного расположения захватов при опускании. Цель изобретения - упрощение конструкции и увеличение точности позиционирования. Указанная цель достигается тем, что в шаговом конвейере автоматической линии, содержащем горизонтальную подвижную раму, закрепленные на подвижной раме захваты для деталей, и привод возвратно-поступательного перемещения подвижной рамы, последняя выполнена в виде жестко связанных между собой параллельных связанных между верхней с жестко закрепленными на ней упорами и нижней щтанг, при этом каждый захват для детали выполнен из расположенной на нижней штанге опоры с горизонтальной площадкой и шарнирно установленного напротив опоры на верхней щтанге прижима, который выполнен в виде рычага с наклонной плоскостью. подпружиненного перпендикулярно направлению транспортирования к упору, При этом каждый прижим имеет фиксирующую выемку. А упор выполнен в виде головки винта. На фиг. 1 показан конвейер, общий вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5-7 фиксированные положения конвейера, послеДовательно занимаемые им в работе; положение, перемещение конвейера - l га, перемещение конвейера вправо на щаг для переноса деталей с поз « позицию соответственно, Шаговый конвейер содержит горизонтальную подвижную раму, выполненную виде жестко связанных между собой параллельных верхней 1 и нижней 2 штанг установленных в направляющих стоек з закрепленных между рабочими позициями. Штанги 1 и 2 связаны с приводом 4 J-i-i I CJ III п 1 Ki возвратно-поступательного перемещения, На подвижной раме закреплены захваты для деталей, каждый из которых выполнен из расположенной на нижней штанге 2 жесткой опоры 5 с горизонтальной площадкой 6 для базирования детали и шарнирно установленного посредством оси 7 напротив опоры 5 на верхней штанге 1 прижима, который выполнен в виде рычага 8 с наклонной плоскостью 9 и фиксирующей выемкой 10, подпружиненного посредством пружины 11 перпендикулярно направлению транспортирования к упору 12, жестко закрепленному на верхней штанге 1 и выполненному в виде головки винта. Жесткие опоры 5 закреплены на нижней штанге 2 с шагом, равным шагу транспортирования, а горизонтальные площадки жестких опор 5 находятся на одной горизонтали с соответствующими опорными поверхностями транспортируемых деталей 13 В исходном положении конвейера опоры 5 с подпружиненными рычагами 8 находятся между-рабочими позициями. Конвейер работает следующим образом. При перемещении приводом 4 конвейера влево на 1/2 шага на позицию загрузки П (фиг. 5) подпружиненный рычаг 8 встречает на своем пути деталь 13 (обозначена)). Последняя, воздействуя на наклонную боковую плоскость 9 рычага 8, отжимает его вверх, преодолевая сопротивление пружины 11, и в конечном положении базирующие горизонтальные поверхности 6 опоры 5 устанавливаются под нижней опорной поверхностью детали 13, а рычаг 8 выемкой 10 фиксируется на верхней поверхности детали (фиг. 6). Конвейер с деталью 13 перемещается вправо на шаг, перенося ее на первую позицию обработки (фиг. 7). Деталь 13 закрепляется на рабочей позиции зажимным приспособлением (не показано), конвейер перемещается влево на 1/2 шага, и деталь 13, воздействуя на поверхность фиксирующей выемки 10, отжимает рычаг 8 вверх, преодолевая сопротивление пружины 11, и захват устанавливается между позициями (фиг. 5). На рабочей позиции производится обработка детали, а на загрузочную позицию подается новая деталь. Стружка, попавшая на базирующие горизонтальные поверхности опор 5, смывается смазочно-охлаждающей жидкостью или удаляется сжатым воздухом и-з сопел (н% показано), расположенных между ра.. . бочими позициями, после окончания обработки детали. Беспрепятственное удаление стружки обеспечивается отсутствием на опорах 5 полостей, которые мешали бы удалению стружки. После обработки детали 13 конвей ер. и.. -, перемещаясь влево, рычагом 8 и опорой & захватывает деталь 13 с первой позиции обработки и деталь, с загрузочной позиции и после раскрепления деталей переносит их на последующие позиции. Предлагаемая конструкция конвейера проста в связи с исключением из нее привода вертикальных перемещений, при этом точность перемещения детали на позицию достаточно высока.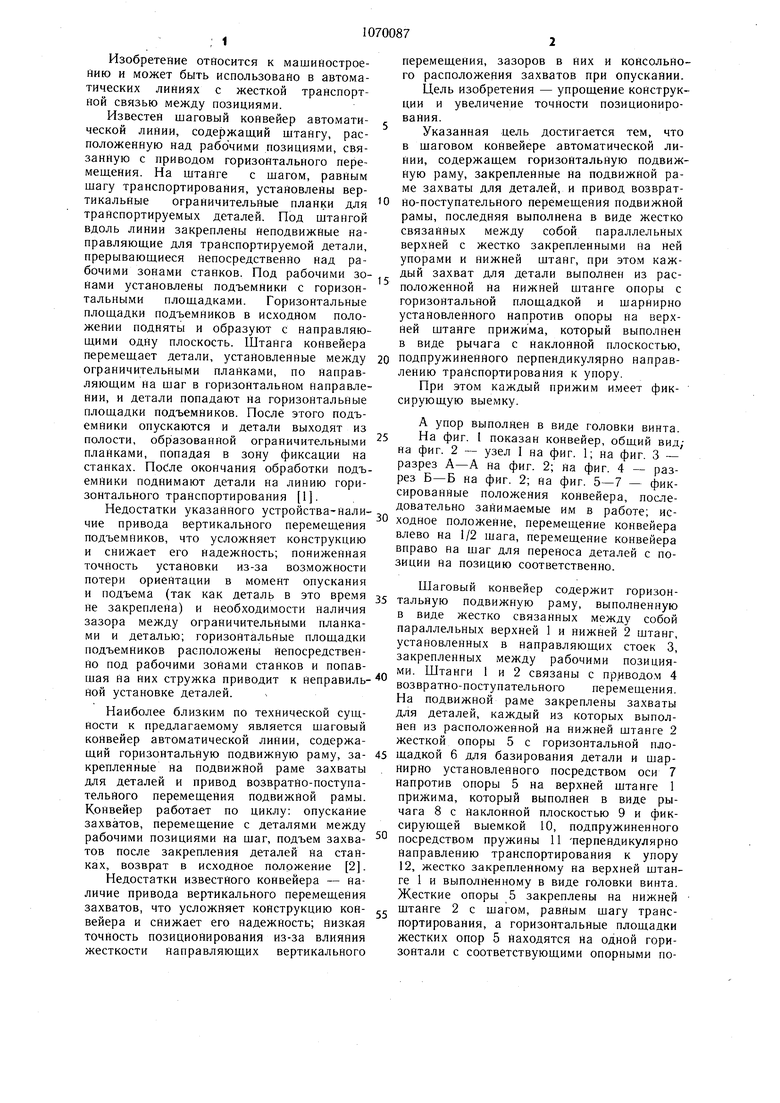
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаговый конвейер | 1988 |
|
SU1546366A1 |
| Шаговый конвейер | 1988 |
|
SU1521682A1 |
| КОМПЛЕКС ПОДЪЕМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ ДЛЯ УТИЛИЗАЦИИ ЖИДКИХ РАДИОАКТИВНЫХ ОТХОДОВ НА АТОМНОЙ ЭЛЕКТРОСТАНЦИИ И ЕГО СОСТАВНЫЕ ЧАСТИ | 2007 |
|
RU2350545C1 |
| Шаговый конвейер | 1985 |
|
SU1310311A1 |
| Устройство для транспортирования деталей между автоматическими линиями | 1988 |
|
SU1548134A1 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
| Шаговый конвейер | 1974 |
|
SU564230A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Конвейер автоматической линии | 1983 |
|
SU1093648A1 |
1. ШАГОВЫЙ КОНВЕЙЕР АВТОМАТИЧЕСКОЙ ЛИНИИ, содержащий горизонтальную подвижную раму, закрепленные на подвижной раме захваты для деталей и привод возвратно-поступательного перемещения подвижной рамы, отличающийся тем, что, с целью упрощения конструкции и повышения точности позиционирования, подвижная рама выполнена в виде жестко связанных между собой параллельных верхней с жестко закрепленными на ней упорами и нижней штанг, при этом каждый захват для детали выполнен из расположенной на нижней штанге опоры с горизонтальной площадкой и шарнирно установленного напротив опоры на верхней штанге прижима, который выполнен в виде рычага с наклонной плоскостью, подпружиненного перпендикулярно направлению транспортирования к упору. 2.Конвейер по п. 1, отличающийся тем, что каждый прижим имеет фиксирующую выемку. 3.Конвейер по п. 1, отличающийся тем, что упор выполнен в виде головки винта. (Л оо |
А-А
(Риг. 2
(риг. 3
IТ
гРЗ
В
фиг. 7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Транспортные устройства автоматических линий из агрегатных станков, Обзор, М., НИИМАШ, сер | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Справочник металлиста, т | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Приспособление для подачи воды в паровой котел | 1920 |
|
SU229A1 |
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
