Изобретение относится к автоматизации производственных процессов и предназначено для использования в автоматических линиях. , . Целью изобретения является расширение технологических возможностей устройства.
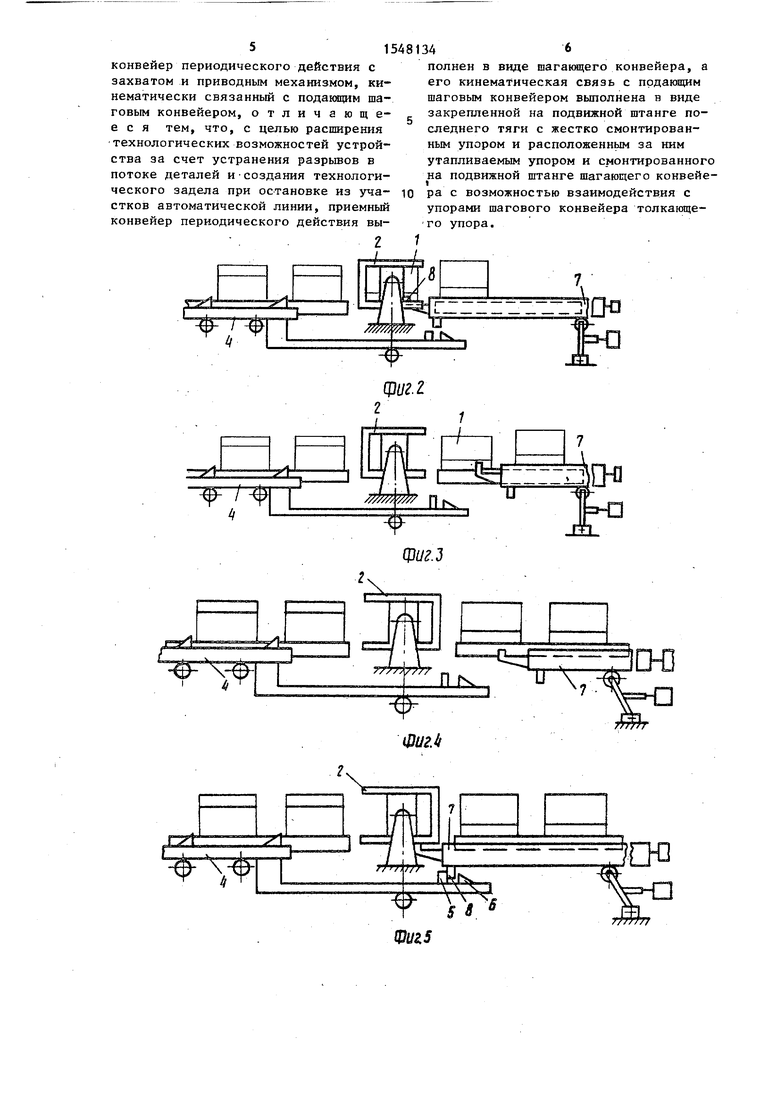
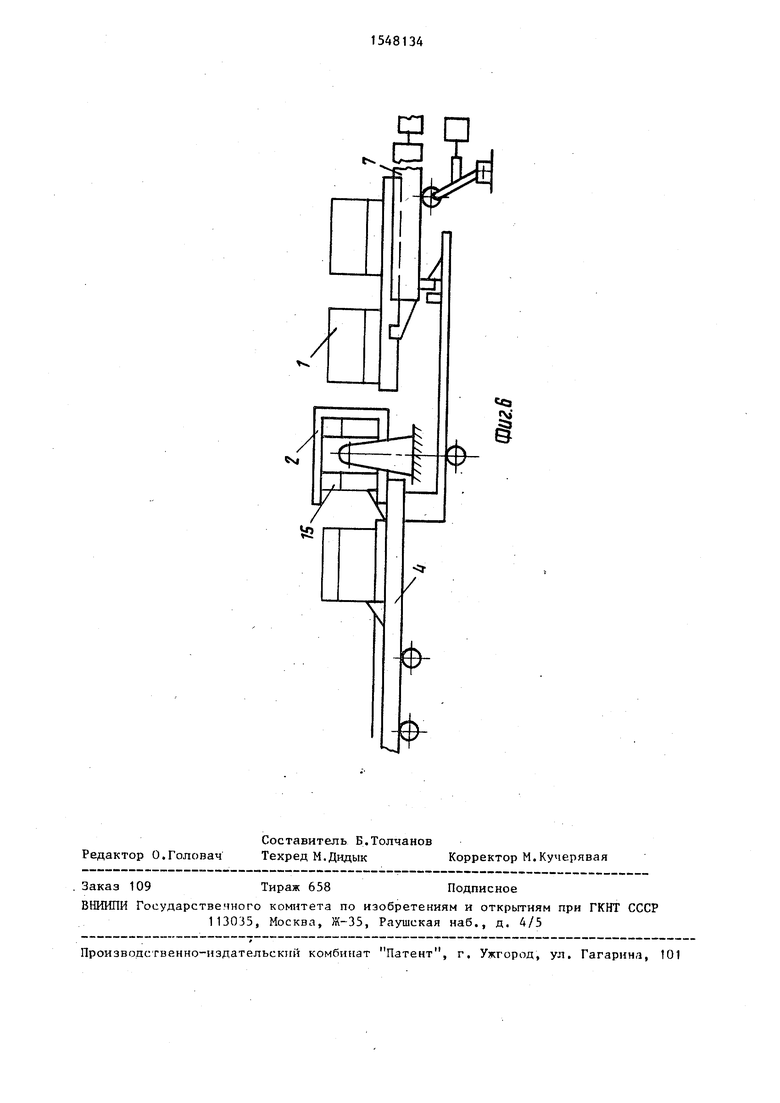
На фиг.1 изображено устройство перед поворотом кантователя с дета- лью на фиг.2 - то же, после поворота кантователя с деталью и захватом последней приемным шагающим конвейером, на фиг.З - то же, после перемещения детали из кантователя на приемный шагающий конвейер; на фиг.4 - то же, после поворота кантователя в положении нагрузки; на фиг.З - устройство в положении, при котором штанги конвейеров находятся в зацеп- лёнии; на фиг.6 - положение приемного шагающего конвейера после загрузки кантователя.
Устройство для транспортирования деталей 1 между автоматическими ли- ниями (не показано) содержит последовательно расположенные подающий шаговый конвейер, поворотное приспособление 2 в виде кантователя и приемный конвейер периодического деист- вия в виде шагающего конвейера. Подающий шаговый конвейер состоит из неподвижных направляющих 3 и подвижной штанги 4 с собачками 5. Приемный шагающий конвейер состоит из непод- вижной рамы 6, подвижной штанги 7, на которой закреплен захват 8, рычагов 9, на которые опирается подвижна штанга 7, и приводного механизма Последний выполнен в виде привода 10 перемещения подвижной штанги 7 и привода 11 подъема рычагов 9. Подающий шагающий конвейер и приемный шагающий конвейер кинематически связаны между собой.
Кинематическая связь выполнена в виде закрепленной на подвижной штанге 4 подающего шагового конвейера тяги 12 с жестко смонтированным упором 13 и утапливаемым упором 14 и смонтированного на подвижной штанге 7 шагающего конвейера с возможностью взаимодействия с упорами 13 и 14 толкающего упора 15.
Устройство работает следующим образом.
Поворотное приспособление 2 поворачивает деталь 1, вращаясь в направлении указанной стрелки в положение
Q 5 0
5 о с O 5
Q
5
выгрузки (фиг.2), затем штанга 7 шагающего конвейера приводом 10 перемещается в крайнее заднее положение. При этом упор 15 взаимодействует с упором 13 и через тягу 12 отодвигают штангу 4 в крайнее заднее положение, после чего штанга 7 приводом 11 через рычаги 9 поднимается, выводя упор 15 из зацепления с упором 13 и вводя захват 8 в зацепление с деталью 1 в поворотном приспособлении. Затем штанга 7 совершает ход вперед в крайнее переднее положение, перемещая при этом деталь 1 из поворотного приспособления 2 на неподвижную раму 6 (фиг.З). В крайнем переднем положении штанга 7 опускается, одновременно поворотное приспособление 2 поворачивается в положение загрузки (фиг.4). Затем подвижная штанга 7 движется в крайнее заднее положение, в конце хода которой упор 15 входит в зацепление с утапливаемым упором 14 (фиг.5), после чего подвижная штанга 7, не поднимаясь, движется в крайнее переднее положение. Упор 15 воздействует на упор 14, перемещает штангу 4 в крайнее переднее положение, а закрепленные на штанге собачки 5 перемещают детали 1 на шаг по неподвижным направляющим 3 шагового конвейера, при этом в поворотное приспособление загружается следующая деталь 1 (фиг.6), из крайнего переднего положения подвижная штанга 7, не поднимаясь, перемещается в среднее положение (фиг.1). При нахождении штанг 4 и 7 в среднем положении может вращаться поворотное приспособление 2. Когда штанга 7 приемного шагающего конвейера движется назад и вперед только в нижнем положении (без подъема и опускания), перемещение деталей на нем не происходит.
В нижнем положении штанга 7 входит в зацепление с тягой 12 посредством упоров 13-15, и осуществляет связь штанги 4 подающего шагового конвейера с приводом 10, т.е. работает только подающий шаговый конвейер.
Формула изобретения
Устройство для транспортирования деталей между автоматическими линиями, включающее последовательно расположенные подающий шаговый конвейер, поворотное приспособление и приемный
конвейер периодического действия с захватом и приводным механизмом, кинематически связанный с подающим шаговым конвейером, отличающееся тем, что, с целью расширения технологических возможностей устройства за счет устранения разрывов в потоке деталей исоздания технологического задела при остановке из участков автоматической линии, приемный конвейер периодического действия вы2
4
полней в виде шагающего конвейера, а его кинематическая связь с подающим шаговым конвейером выполнена в виде закрепленной на подвижной штанге последнего тяги с жестко смонтированным упором и расположенным за ним утапливаемым упором и смонтированного на подвижной штанге шагающего конвейера с возможностью взаимодействия с упорами шагового конвейера толкающе- то упора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь деталей в автоматических линиях с шаговым конвейером | 1980 |
|
SU918210A1 |
| Кантователь деталей | 1973 |
|
SU610753A1 |
| Кантователь | 1976 |
|
SU599873A2 |
| Кантователь шагового конвейера | 1987 |
|
SU1421639A1 |
| Установка для упаковки рулонов на поддоне | 1979 |
|
SU861174A1 |
| Устройство для транспортировки и ориентированной перегрузки деталей | 1986 |
|
SU1370029A1 |
| Полуавтоматическая линия для окончательной обработки, сборки и контроля блок-картеров двух типоразмеров двигателей внутреннего сгорания | 1973 |
|
SU443745A1 |
| Кантователь | 1973 |
|
SU524652A1 |
| Шаговый конвейер | 1985 |
|
SU1310311A1 |
| Поточная линия для обработки штучных длинномерных изделий | 1979 |
|
SU880505A1 |
Изобретение относится к автоматизации производственных процессов и позволяет расширить технологические возможности устройства. Устройство содержит последовательно расположенные подающий шаговый конвейер (К), поворотное приспособление (ПП) 2 и приемный шагающий К, кинематически связанный с подающим шаговым К. Последний состоит из неподвижных направляющих 3, подвижной штанги 4 с собачками 5. Приемный шагающий К состоит из неподвижной рамы 6, подвижной штанги 7, связанной с приводом 10 перемещения, и рычагов 9, соединенных с приводом 11 подъема. На штанге смонтирован захват 8 для детали 1. Связь подающего шагового К с приемным шагающим К выполнена в виде смонтированной на штанге 4 тяги 12 с неподвижным упором 13 и утапливаемым упором 14 и смонтированного на штанге 7 толкающего упора 15. После поворота ПП 2 в положение выгрузки штанга 7 приводом 10 перемещения перемещается в крайнее заднее положение и упор 15 взаимодействует с упором 13 и через тягу 12 отводит штангу 4 в крайнее заднее положение. Штанга 7 поднимается рычагами 9 вверх, упор 15 выходит из зацепления с упором 13 и захват 8 входит в зацепление с деталью 1, а штанга 7, перемещаясь вперед, передает деталь 1 из ПП 2 на раму 6. Штанга 7 опускается, а ПП 2 возвращается в положение захвата детали 1. Штанга 7 движется в крайнее заднее положение, проходит упор 14 и возвращается в крайнее переднее положение, перемещая через упор 14 штангу 4, собачки 5 перемещают детали 1 на шаг и одна из деталей подается в ПП 2. 6 ил.
фиг. г
Фиг.з
Ж ФигА
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЕТАЛЕЙ | 1973 |
|
SU426795A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| 1966 |
|
SU250020A1 | |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
