1
Изообретение относится к металлургии, в частности к изготовлению полых слитков,
Цель изобретения - повышение стойкости и расширение технологичеких возможностей.
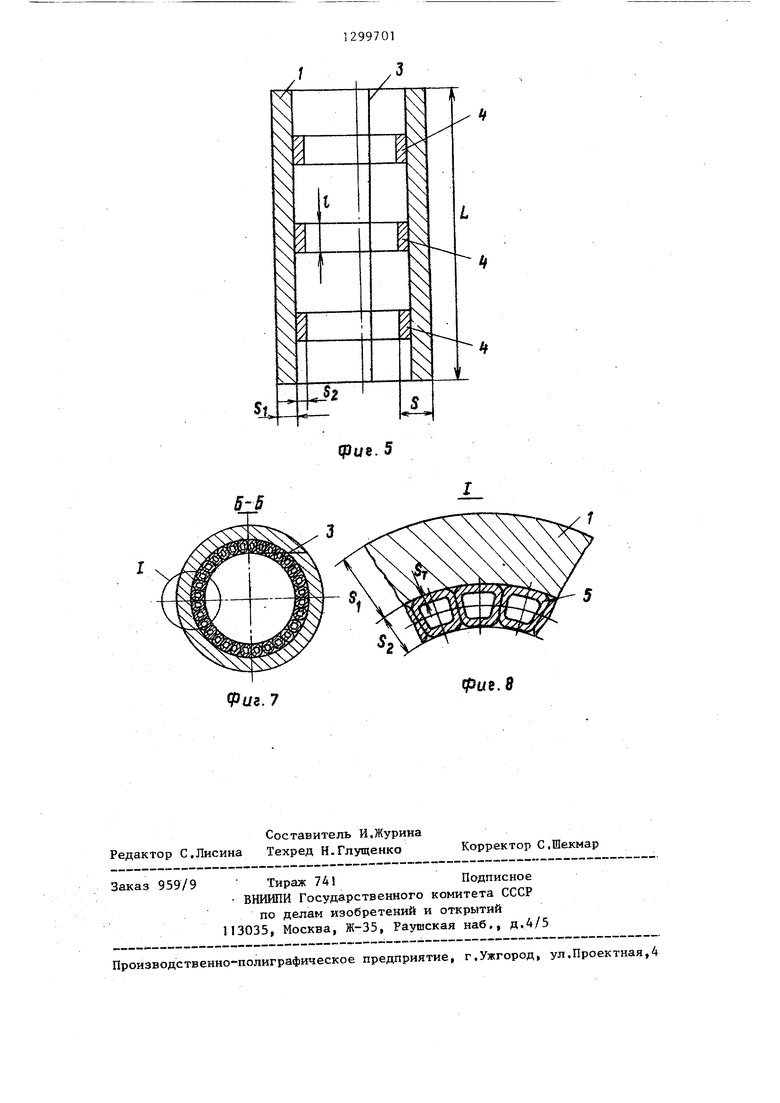
На фиг. схематически показан стержень, разрез; на фиг.2 - разрез А-А на фиг,1; на фиг.3-4 - последовательность изготовления стержня; на фиг,5 - стержень, плакирующий слой которого вьтолнен в виде бандажей, распределенных по длине стержня, разрез; на фиг,6 - то же, с плакирующим слоем, вьшолненным из сваренных между собой труб, разрез; на фиг,7 - разрез Б-Б на фиг,6; на фиг.,8 - узел I на фиг, 7 (в увеличенном виде), .
Стержень состоит из стальной обечайки } толщиной S| и длиной L, на внутренней поверхности которой наплавлен плакируюпщй слой 2 толщиной S,, При этом коэффициент линейного расширения наплавленного плакир5Ж - щего слоя cij превымает в 1,1,.. 1,6 раза коэффициент линейного расширения основного слоя oi, , т.е. Ы-у (t,1,.,
fO
f5
20
25
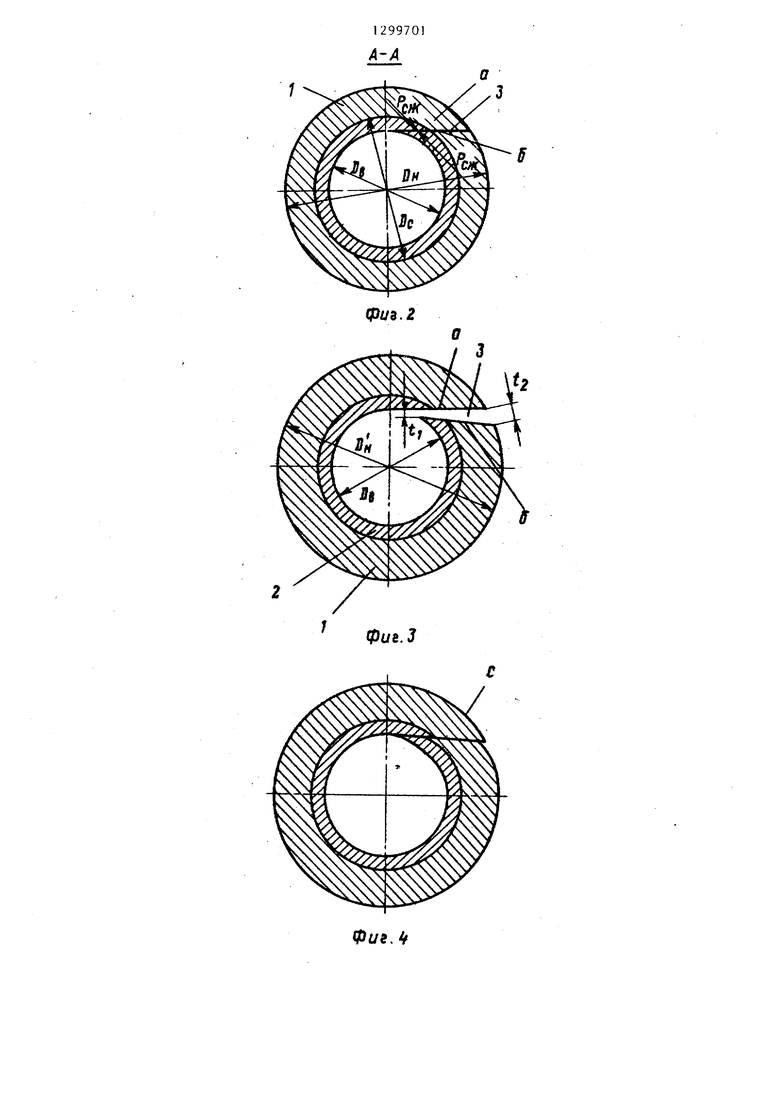
После разрезки обечайки пробки удаляют и края разреза за счет упругих напряжений (из-за разности ci и oi, ) плотно смыкаются, образуя одну плоскость.
Затем производят механическую обработку наружной поверхности обечайки, при которой удаляется получившаяся при сжатии ступенька С (фиг.4), и получают стержень, в виде разрезной двухслойной обечайки, края которой выполнены заподлицо с ее наружной поверхностью.
Последовательность изготовления стержней, приведенных на фиг.5 и 6, аналогична предыдущей. Разница состоит в том, что плакирзпощий слой в стержне фиг.5 наплавляют в виде бандажей 4 толпщной Sj и длиной S , которые располагают равномерно на длине L. В конструкции стержня (фиг.6) плакирующим слоем служат трубы 5, связанные меж,цу собой и внутренней поверхностью обечайки 1. Для
Ul-rHJ OU С/ ч, лил Ж-1 ц 1 t. с - Ifi«t -г .v - А jj .- - V - «и. , f f.tfi
),б) ог, . По касательной к внутренне- сварки трубок наиболее эффективно му диаметру обечайки 0„ вьтолнен по использовать энергию взрыва. При
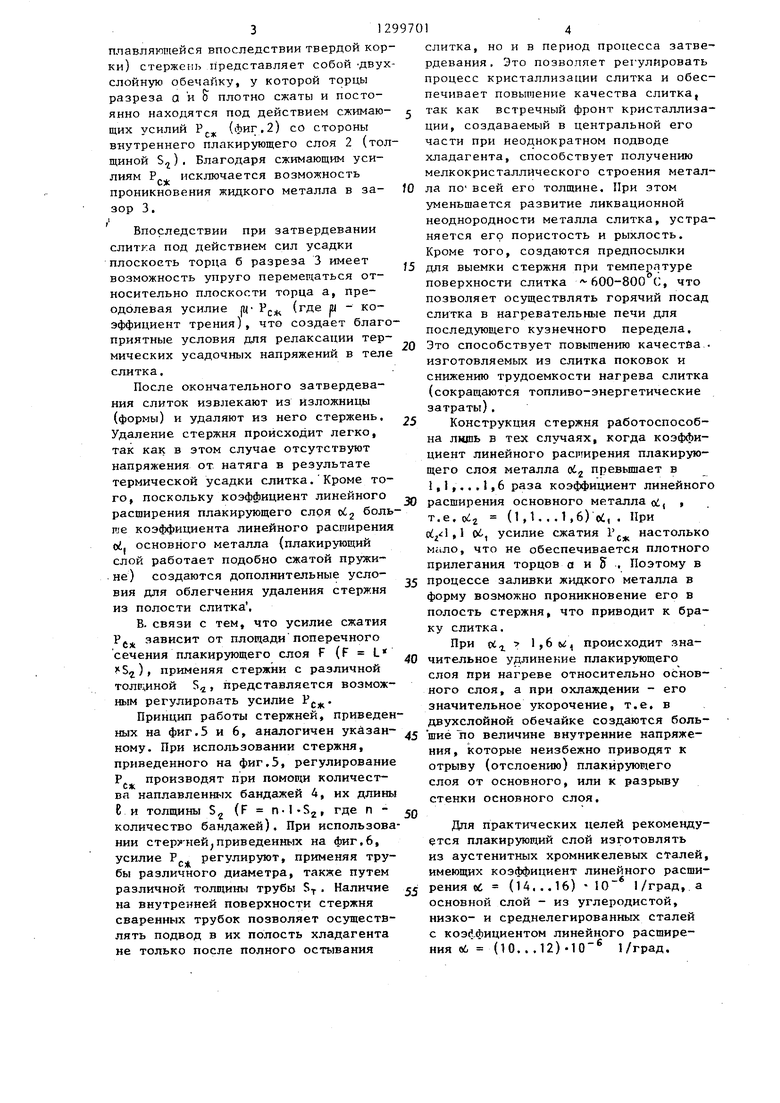
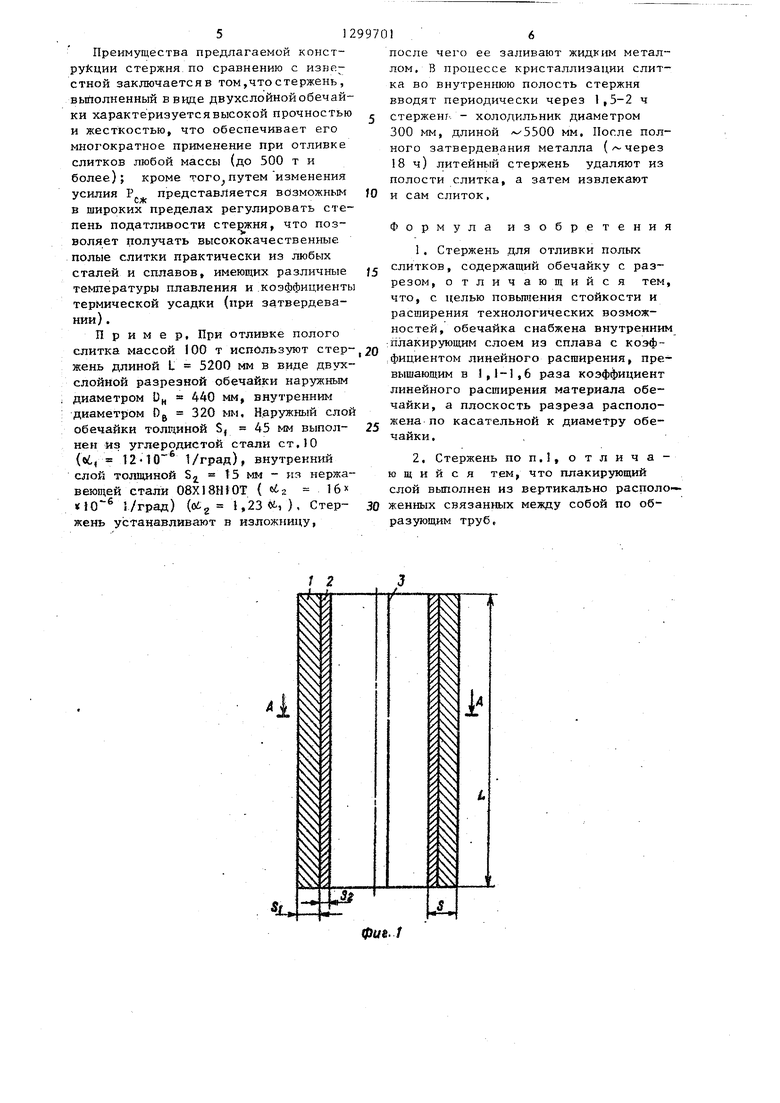
Dg ньтолнен по всей ее длине разрез 3, причем торцы разреза а и б плотно прилегают один к другому (фиг.1,2). Стержень изготовляют в следующей последовательности. На внутреннюю поверхность обечайки (трубы) 1 наплавляют плакирующий слой 2, полученную двухслойную обечайку отжигают с целью снятия внутренних напряжений.
этом на внутренней поверхности обечайки 1 из мет алла основы прикрепляют (например, точечной сваркой на
35 торцах) трубы из металла плакирующего слоя, Трубы распределяют по внутренней поверхности обечайки с некоторым зазором между собой. При этом внутреннюю поверхность обечай40
Вследствие различия в коэффициентах термического расширения ог oi, после отжига плакирующий слой стреки и наружную поверхность труб обезжиривают. Затем по оси обечайки устанавливают взрьючатое вещество в виде шнура, длина которого равна длине обечайки. Осуществляя взрыв в
мится сжаться, но ему не-дает наруж- броневой камере, получают плакирую- ный слой. После этого в двухслойную Щий слой в виде монолитно сваренных обечайку запрессовывают технические между собой и внутренней поверхнос- пробки с каждого из торцов (не пока- -тью обечайки труб (фиг.6 - 8), В по- заны) до соприкосновения с внутренним лученной обечайке выполняют разрез диаметром обечайки и механическим по касательной к внутренней поверх- путем (фрезерование, строгание) выности и механически обрабатывают снаружи.
полняют разрез по касательной к внутреннему диаметру D, вьщерживая различную ширину разреза по наружному tj, и внутреннему t, диаметрам. При этом выдерживают соотношение
2 Z
tj, - t, (0,..0,235) ,
5
0
5
наружный и внутренний диаметры обечайки соответственно;
S - толпдана стенки обечайки.
После разрезки обечайки пробки удаляют и края разреза за счет упругих напряжений (из-за разности ci и oi, ) плотно смыкаются, образуя одну плоскость.
Затем производят механическую обработку наружной поверхности обечайки, при которой удаляется получившаяся при сжатии ступенька С (фиг.4), и получают стержень, в виде разрезной двухслойной обечайки, края которой выполнены заподлицо с ее наружной поверхностью.
Последовательность изготовления стержней, приведенных на фиг.5 и 6, аналогична предыдущей. Разница состоит в том, что плакирзпощий слой в стержне фиг.5 наплавляют в виде бандажей 4 толпщной Sj и длиной S , которые располагают равномерно на длине L. В конструкции стержня (фиг.6) плакирующим слоем служат трубы 5, связанные меж,цу собой и внутренней поверхностью обечайки 1. Для
-г .v - А jj .- - V - «и. , f f.tfi
этом на внутренней поверхности обечайки 1 из мет алла основы прикрепляют (например, точечной сваркой на
35 торцах) трубы из металла плакирующего слоя, Трубы распределяют по внутренней поверхности обечайки с некоторым зазором между собой. При этом внутреннюю поверхность обечай40
ки и наружную поверхность труб обезжиривают. Затем по оси обечайки устанавливают взрьючатое вещество в виде шнура, длина которого равна длине обечайки. Осуществляя взрыв в
броневой камере, получают плакиру Щий слой в виде монолитно сваренн между собой и внутренней поверхно тью обечайки труб (фиг.6 - 8), В лученной обечайке выполняют разре по касательной к внутренней повер
ности и механически обрабатывают снаружи.
Работа стержня осуществляется j следующим образом.
В процессе заливки литейной формы (изложницы) жидким металлом и после окончания заливки до начала процесса затвердевания (образования нерасплавляюшейся впоследствии твердой корки) стержень представляет собой двухслойную обечайку, у которой торцы разреза а и & плотно сжаты и постоянно находятся под действием сжимающих усилий Р., (фиг.2) со стороны
- /
внутреннего плакирующего слоя 2 (, толщиной S). Благодаря сжимающим усилиям Р исключается возможность проникновения жидкого металла в зазор 3.
Ю ла ПО всей его толщине. При этом уменьшается развитие ликвационной неоднородности металла слитка, уст няется его пористость и рыхлость. Кроме того, создаются предпосылки
Впоследствии при затвердевании слитка под действием сил усадки
плоскость торца б разреза 3 имеет .,.
15 для выемки стержня при температуре возможность упруго перемещаться ,;
носительно плоскости торца а, преодолевая усилие jK Vf. (где р - коэффициент трения), что создает благоприятные условия для релаксации термических усадочных напряжений в теле слитка.
После окончательного затвердевания слиток извлекают из изложницы (формы) и удаляют из него стержень. Удаление стержня происходит легко, так как в этом случае отсутствуют напряжения от. натяга в результате термической усадки слитка. Кроме топоверхности слитка - 600-800 С, чт позволяет осуществлять горячий пос слитка в нагревательные печи для последующего кузнечного передела.
20 Это способствует повышению качестй изготовляемых из слитка поковок и снижению трудоемкости нагрева слитк (сокращаются топливо-энергетически затраты).
25 Конструкция стержня работоспособ на лишь в тех случаях, когда коэфф циент линейного расширения плакирую щего слоя металла oij превышает в i,1,...t,6 раза коэффициент линейно
25 Конструкция стержня работоспособна лишь в тех случаях, когда коэффициент линейного расширения плакирующего слоя металла oij превышает в i,1,...t,6 раза коэффициент линейного
го, поскольку коэффициент линейного эп
J Ч - .30расщирения основного металла п/. ,
расширения плакирующего слоя cxl, боль- /i л i : / IT
Т.е.(Х.2 - (. ИрИ
ше коэффициента линейного расширения oi основного металла (плакирующий слой работает подобно сжатой пружи- не) создаются дополнительные условия для облегчения удаления стержня из полости слитка .
В. связи с тем, что усилие сжатия Pjj зависит от площади поперечного сечения плакирующего слоя F (F L S), применяя стержни с различной толг;иной S , представляется возможным регулировать усилие Р,,.
Принцип работы стержней, приведенot l, об, усилие сжатия Г. настолько мало, что не обеспечивается плотного прилегания торцов а и 5 . Поэтому в
35 процессе заливки жидкого металла в форму возможно проникновение его в полость стержня, что приводит к браку слитка.
При ос 1,6 , происходит зна40 чительное удлинение плакирующего
слоя при нагреве относительно основного слоя, а при охлаждении - его значительное укорочение, т.е. в
,. двухслойной обечайке создаются больных на фиг.5 и 6, аналогичен указан- шие по величине внутренние напряже- ному. При использовании стержня, приведенного на фиг.5, регулирование
ния, которые неизбежно приводят к отрыву (отслоению) плакирующего слоя от основного, или к разрыву стенки основного слоя.
Р производят при помов;и количества наплавленш 1х бандажей 4, их длины
ния, которые неизбежно приводят к отрыву (отслоению) плакирующего слоя от основного, или к разрыву стенки основного слоя.
Ей толщины $2 (F n-l-Sj, где 50 количество бандажей). При использовании стержней приведенных на фиг.6, усилие PJ, регулируют, применяя трубы различного диаметра, также путем
различной толщины трубы S,. . Наличие ,55 рения сс (14, ..16) 10 1/град, а на внутренней поверхности стержня основной слой - из углеродистой, сваренных трубок позволяет осуществ- низко- и среднелегированных сталей лять подвод в их полость хладагента с коэффициентом линейного расщире- не только после полного остывания ния (Л (10...12) 10 1/град.
Для практических целей рекоменду ется плакирующий слой изготовлять из аустенитных хромникелевых сталей имеющих коэффициент линейного расщислитка, но и в период процесса затвердевания. Это позволяет регулировать процесс кристаллизации слитка и обеспечивает повышение качества слитка,
так как встречный фронт кристаллизации, создаваемый в центральной его части при неоднократном подводе хладагента, способствует получению мелкокристаллического строения металла ПО всей его толщине. При этом уменьшается развитие ликвационной неоднородности металла слитка, устраняется его пористость и рыхлость. Кроме того, создаются предпосылки
,.
для выемки стержня при температуре „ ,;
поверхности слитка - 600-800 С, что позволяет осуществлять горячий посад слитка в нагревательные печи для последующего кузнечного передела.
Это способствует повышению качестйа . изготовляемых из слитка поковок и снижению трудоемкости нагрева слитка (сокращаются топливо-энергетические затраты).
Конструкция стержня работоспособна лишь в тех случаях, когда коэффициент линейного расширения плакирующего слоя металла oij превышает в i,1,...t,6 раза коэффициент линейного
, об, усилие сжатия Г. настолько мало, что не обеспечивается плотного прилегания торцов а и 5 . Поэтому в
процессе заливки жидкого металла в форму возможно проникновение его в полость стержня, что приводит к браку слитка.
При ос 1,6 , происходит значительное удлинение плакирующего
слоя при нагреве относительно основного слоя, а при охлаждении - его значительное укорочение, т.е. в
шие по величине внутренние напряже
ния, которые неизбежно приводят к отрыву (отслоению) плакирующего слоя от основного, или к разрыву стенки основного слоя.
рения сс (14, ..16) 10 1/град, а основной слой - из углеродистой, низко- и среднелегированных сталей с коэффициентом линейного расщире- ния (Л (10...12) 10 1/град.
Для практических целей рекомендуется плакирующий слой изготовлять из аустенитных хромникелевых сталей, имеющих коэффициент линейного расщи5129
Преимущества предлагаемой конст- стержня по сравнению с изве.- стной заключаетея в том,чтостержень, выполненный вввде двухслойной обечайки характе ризуетсявысокой прочностью и жесткостью, что обеспечивает его многократное применение при отливке слитков любой массы (до 500 т и более); кроме того путем изменения
усилия Р представляется возможным в широких пределах регулировать степень податливости стержня, что позволяет получать высококачественные полые слитки практически из любых сталей и сплавов, имеющих различные температуры плавления и коэффициенты термической усадки (при затвердевании) .
Пример, При отливке полого слитка массой 100 т испбльзуют стержень длиной 1 5200 мм в виде двухслойной разрезной обечайки наружным диаметром D 440 мм, внутренним диаметр1ом Dg 320 мм. Наружный слой обечайки толдиной S| 45 мм выпол- ней из углеродистой стали ст,10 (66, 12-10 1/град), внутренний
слой толщиной S,,
Т 5 мм - из нержавеющей стали 08Х18НЮТ ( . 16 к 10 1/град) (otg 06, ). Стержень устанавливают в изложницу,
после чего ее заливают жидким металлом, В процессе кристаллизации слитка во внутреннюю полость стержня вводят периодически через 1,5-2 ч
стержень - холодильник диаметром
300 мм, длиной 5300 мм. После полного затвердевания металла (/ через 18 ч) литейный стержень удаляют из полости слитка, а затем извлекают
и сам слиток,
Формула изобретения
1, Стержень для отливки полых слитков, содержащий обечайку с разрезом, отличающийся тем, что, с целью повышения стойкости и расширения технологических возможностей, обечайка снабжена внутренним :плакирующим слоем из сплава с коэф- .фициентом линейного расширения, превышающим в 1,1-1,6 раза коэффициент линейного расширения материала обечайки, а плоскость разреза расположена по касательной к диаметру обечайки,
2, Стержень поп,,отлича- ю щ и и с я тем, что плакирующий слой выполнен из вертикально располо- женных связанных между собой по образующим труб.
фае. /
физ.2
фиб.З
Фиг, Ч
SL
Лг
срие. 5
Фиг. 7
фи.В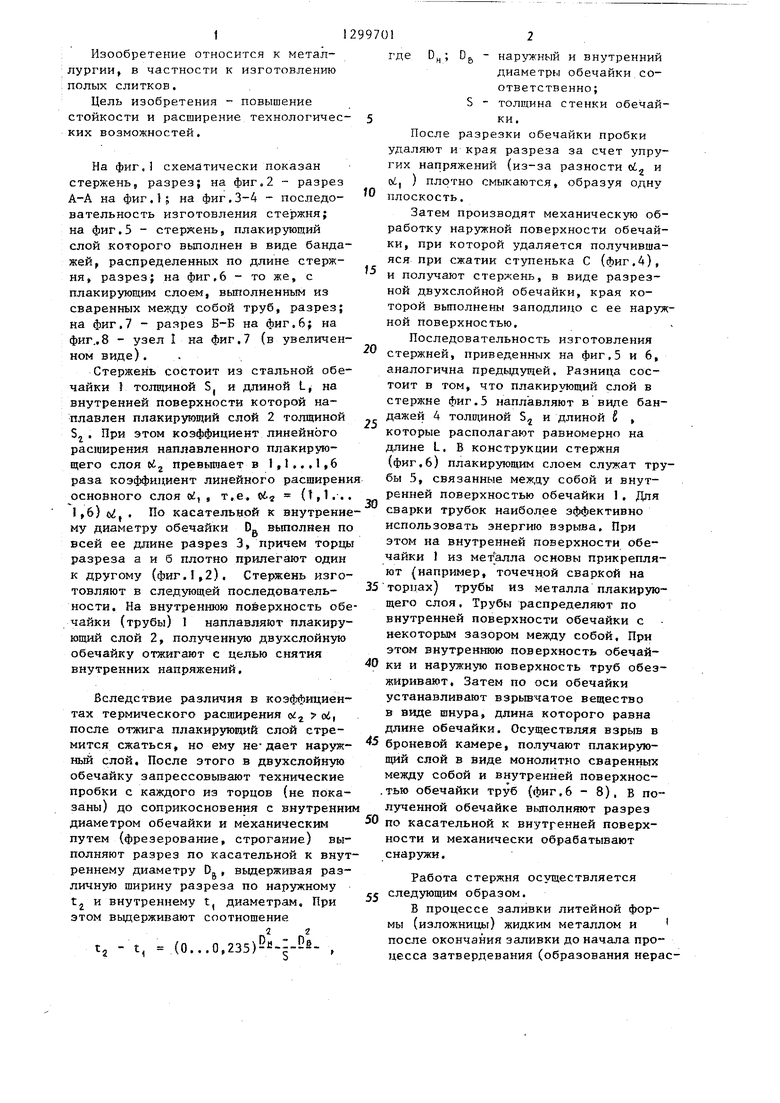
| название | год | авторы | номер документа |
|---|---|---|---|
| Кузнечная оправка для протяжки | 1985 |
|
SU1326383A1 |
| Длинная оправка для волочения труб | 1985 |
|
SU1360841A1 |
| Устройство для получения полого слитка | 1987 |
|
SU1526888A1 |
| Устройство для отливки полых слитков | 1986 |
|
SU1388189A1 |
| Способ изготовления полых заготовок | 1987 |
|
SU1470430A1 |
| Способ отливки полых слитков | 1987 |
|
SU1507519A1 |
| Способ получения полого слитка | 1983 |
|
SU1088868A1 |
| Способ получения полых слитков | 1981 |
|
SU1071350A1 |
| Устройство для получения кузнечных слитков | 1986 |
|
SU1496912A1 |
| Изложница для отливки многогранных слитков | 1982 |
|
SU1058710A1 |
Изобретение относится к металлургии, в частности к изготовлению полых слитков. Цель изобретения - повышение стойкости стержня и расширение технологических возможностей Стержень состоит из стальной обечайки 1, на внутренней поверхности которой выполнен плакирующий слой из сплава с коэффициентом линейного расширения, превышающ в 1,1-1,6 раза коэффициент линейного расшире- рения материала обечайки, а плоскость разреза расположена по касательной к диаметру обечайки. Плакирующий слой может быть выполнен из вертикально расположенных и связанных между собой по образуювщм труб -, 5. При использовании стержня с плакирующим слоем создаются дополнительные условия для облегчения удаления стержня из полости.сЛитка. 1 з.п.ф-лы, 8 ил. (Л Фий.в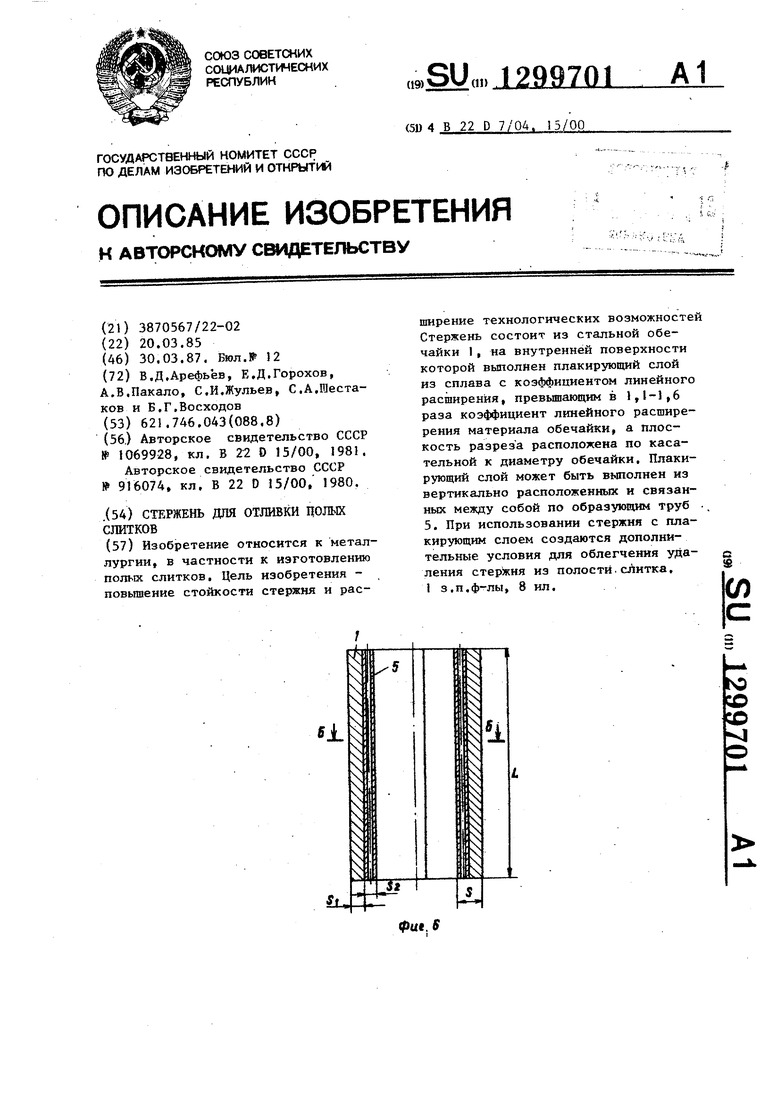
Составитель И.Журина Редактор С.Лисина Техред Н.Глущенко
959/9
Тираж 74 Подписное
ВНИШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Корректор С.Шекмар
| Стержень для получения полого слитка | 1981 |
|
SU1069928A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Авторское свидетельство СССР № 916074, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
