Изобретение относится к обработке металлов давлением, в частности к оснастке для листовой штамповки.
Известен штамп для гибки листовых заготовок, содержаш.ий пуансони установленные в корпусе с выемкой цилиндрической формы полуматрицы, выполненные каждая в виде полусегмента I.
Недостатком известного штампа является сложность его изготовления.
Наиболее близким к изобретению является штамп для изготовления уголков, содержащий закрепленный на подвижной плите пуансон с рабочей частью треугольного сечения и закрепленную на неподвижной плите матрицу, имеющую открытый рабочий паз с наклонными стенками, а также симметрично размещенные на зеркале матрицы фиксаторы заготовки по ширине 2.
Однако при гибке в данном штампе уголков со скошенными полками из листовых заготовки с переменной шириной последняя выходит из зацепления с фиксатором и ось ее смещается относительно первоначального положения, что приводит к ухудшению качества детали, полки скошенного конца получаются разной высоты.
Цель изобретения - повышение качества изделий путем улучшения геометрии поперечного сечения по всей длине изделия.
Поставленная цель достигается тем, что штамп для изготовления уголков, содержащий закрепленный на подвижной плите пуансон с рабочей частью треугольного сечения и закрепленную на неподвижной плите матрицу, имеющую открытый рабочий паз с наклонными стенками, а также симметрично размещенные на зеркале матрицы фиксаторы заготовки по ширине, снабжен цилиндрическими направляющими, установленными на наклонных стенках рабочего паза матрицы параллельно оси штампа на равном расстоянии от нее, при этом направляющие установлены между собой на расстоянии, превышающем ширину узкого торца заготовки, а их торцы расположены на расстоянии от зеркала матрицы не менее толщины заготовки.
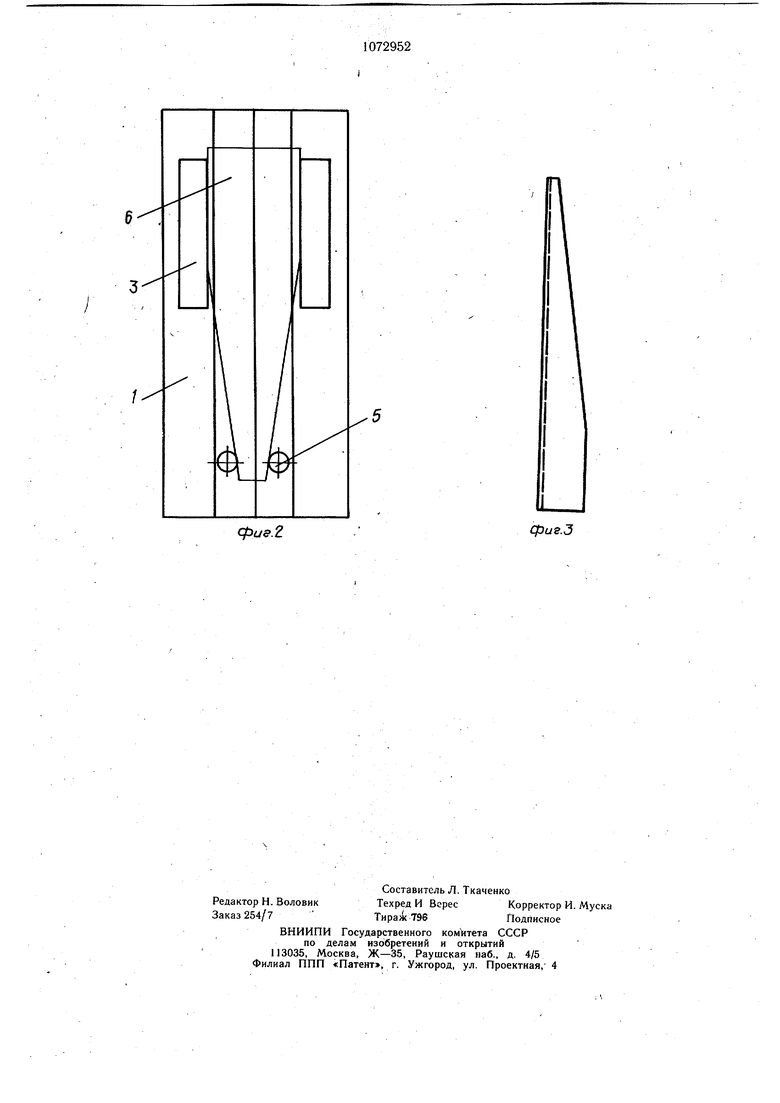
На фиг. 1 и 2 показан штамп, вид спереди и сверху, соответственно; на фиг. 3 штампуемая деталь.
Штамп содержит матрицу 1 с открытым рабочим пазом 2 с наклонными стенками, закрепленные на ее зеркале фиксаторы 3, пуансон 4 с рабочей частью треугольного сечения, а также цилиндрические направляющие 5, установленные на наклонных стенках рабочего паза 2 матрицы 1 параллельно оси штампа на равном расстоянии от нее, при этом направляющие установлены между собой на расстоянии, превышаюj щем ширину узкого торца заготовки 6, а их торцы расположены на расстоянии не менее толщины заготовки от зеркала матрицы 1.:
Штамп работает следующим .образом. Заготовка.6 устанавливается на матри0 цу 1 между фиксаторами 3 и скошенным концом входит между направляющими 5 до упора в них. Пуансон 4 опускается на заготовку 6 и гнет ее-в матрице 1. В начальный момент процесса гибки скошенньш конец заготовки б не подвергается гибке,
так как не находится в контакте с матрицей. При этом цилиндрические направляющие 5 поддерживают конец до начала контакта его с матрицей, не давая смещаться ему в поперечном направлении.
После этого происходит гибка скошенного конца. Начиная с этого момента, смещение заготовки в поперечном направлении исключено, так как больщая ее часть, уже согнута.
Уголки, получаемые на предлагаемом
штампе, имеют одинаковую высоту полок на скошенном конце. Штамп универсален, так. как позволяет гнуть из листовых заготовок уголки с различными углами скошенного конца и без скосов. Штамп прост в изготовлении.
0 Экономический эффект от внедрения штампа, являющийся следствием сокращения брака, составляет 4750 руб. за год.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибочный штамп для изготовления П-образных деталей с отверстиями в полках | 1980 |
|
SU1009566A1 |
| Штамп для гибки | 1982 |
|
SU1031559A2 |
| Штамп для гибки деталей | 1985 |
|
SU1287967A1 |
| Штамп для изготовления изделий типа угольник с отверстием на одной полке | 1987 |
|
SU1518057A1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| Универсальный штамп для вырезки пазов в листовом и профильном материале | 1972 |
|
SU471926A1 |
| Штамп для гибки П-образных деталей | 1988 |
|
SU1530297A1 |
| Штамп для гибки деталей с отверстиями на отгибаемых полках | 1987 |
|
SU1433558A1 |
| Штамп для гибки деталей с отверстиями на отгибаемых полках | 1983 |
|
SU1152687A1 |
| Штамп для вытяжки деталей сложной формы в плане | 1986 |
|
SU1423225A1 |
ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ УГОЛКОВ, преимушественно со скошенными полками из листовых заготовок с переменной шириной, содержащий закрепленный на подвижной плите пуансон с рабочей частью треугольного сечения и закрепленную на неподвижной плите матрицу, имеющую открытый рабочий паз с наклонными стенками, а также симметрично размещенные на зеркале матрицы фиксаторы заготовки по ширине, отличающийся тем, что, с целью повышения качества изделий за счет улучшения геометрии поперечного сечения по всей длине изделия, он снабжен цилиндрическими направляющими, установленными на наклонных стенках рабочего паза матрицы параллельно оси штампа на равном расстоянии от нее, при этом направляющие установлены между собой на расстоянии, превышающем ширину узкого торца заготовки, а их торцы расположены на расстоянии от зеркала матрицы не менее толщины заготовки. « (Л to СО СП KD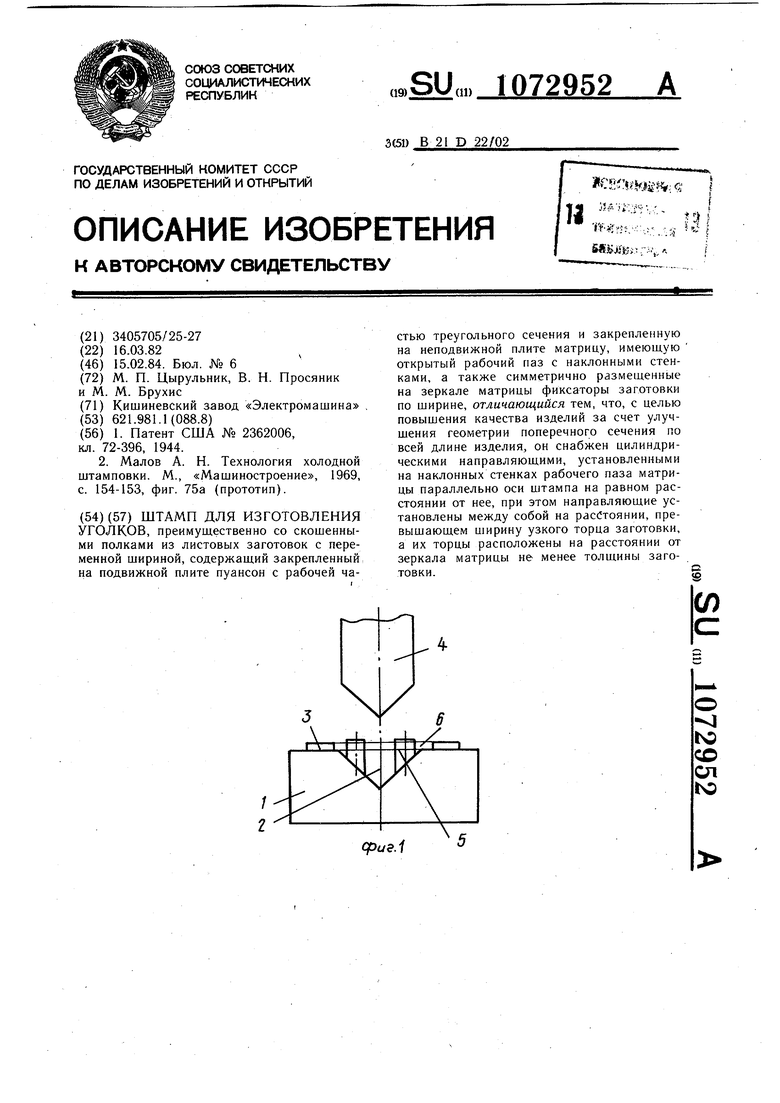
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| НАДУВНОЙ ПАКЕР С НАБУХАЮЩИМ СЛОЕМ | 2004 |
|
RU2362006C2 |
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Малов А | |||
| Н | |||
| Технология холодной штамповки | |||
| М., «Машиностроение, 1969, с | |||
| Способ приготовления кирпичей для футеровки печей, служащих для получения сернистого натрия из серно-натриевой соли | 1921 |
|
SU154A1 |
| Фальцовая черепица | 0 |
|
SU75A1 |
