Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении осесимметричных поковок с утолщениями. Известно устройство для изготовления изделий прокаткой, содержащее рабочие валки Cl ). В этих условиях утолщения образуются со значительными припусками. Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для штамповки с обкаткой, содержаще упор и формующий инструмент, включа щий пуансон и ролик, установленные с возможностью вращения С2. Однако известное устройство слож но по конструкции и в эксплуатации, так как требует соблюдения синхрони зации при разведении роликов, вместе с тем при высадке изделий с различными по сечению диаметрами при монтаже и обслуживании предъявля- i ются, повышенные требования к точности установки роликов по отношению . один к другому в осевом и радиальном направлениях. Целью изобретения является упрощение настройки и улучшение условий обслуживания устройства. Для достижения цели устройство для штамповки с обкаткой, содержащее упор и формующий инструмент, включающий пуансон и ролик, установленные с возможностью вращения, снабжено корпусом, в котором эксценрично оси упора размещен ролик, и приводом перемещения последнего в направлении, перпендикулярном направлению перемещения пуансона, при этом ролик выполнен полым и на erff внутренней поверхности расположен формообразующий профиль. На фиг, 1 изображено устройство для штамповки с обкаткой, общий вид на фиг. 2 - сечение А-А на фиг. 1. Устройство для штамповки с обкаткой содержит установленный в направляющих 1 ползун 2 для передачи осевого усилия Р на пуансон 3, установленный в подшипниках .4, а также приводной посредством двигателя 5 и передачи б упор 7. Формообразукнций инструмент выполнен в виде ролика 8 на внутренней поверхности которог) выполнен рабочий профиль, соответствуклций профилю изделия. Ролик 8 уста новлен посредством подшипника 9 в корпусе 10, имегацем возможность пере мещения в направляющих 11 в сторону изменения эксцентриситета посредством механизма 12. При этом ось вращения заготовки 13 совмещена с осью вращения упора 7 и, следовательно, эксцентриситет установлен между роликом 8 и заготовкой 13. Устройство для штамповки с обкаткой работает следующим образом. Заготовку 13 устанавливают в ,по- лость ролика 8 на упор 7. В этоМ положении ось вращения заготовки совмещается с осью вращения упора. Далее посредством механизма 12 производится подведение ролика 8 к заготовке 13 до касания с ее боковой поверхностью. Пуансон 3 подводится к заготовке внутри ролика 8 и воздействует на заготовку с усилием Р, Одновременно с касанием пуансона заготовки производится включение двигателя 5 и посредством передачи 6 осуществляется вращение упора 7, а следовательно, заготовки 13 и пуансона 3. По мере опускания ползуна 2 под воздействием усилия Р происходит заполнение профиля ролика 8, вращающегося в корпусе 10. При этом производится перемещение корпуса 10 механизмом 12 в сторону уменьшения эксцентриситета В. При достижении заданных размеров изделия производится отключение всех механизмов, подъем ползуна 2 и пуансона 3, а затем извлечение поковки из полости ролика 8. Для улучшения передачи момента вращения от упора 7 заготовке 13 на упоре предусмотрено выполнение захвата 14, который, например, может быть выполнен как квадратное в плане углубление на упоре 7. При изготовлении деталей с фланцем в центральной или нижней части необходимо для ее извлечения из ролика 8 выполнить в направлении удаления поковки наименьший диаметр рабочей поверхности ролика больше, чем наибольший диаметр поковки. Наличие лишь одного инструмента - ролика 8, а также одного механизма 12 для настройки устройства и для его работы обеспечивает знанительное упрощение регулировки устройства, синхронизацию перемодения инструмента в процессе работы устройства и улучшает условия обслуживания предлага.емого устройства по сравнению с известным.
ю
фиг. 2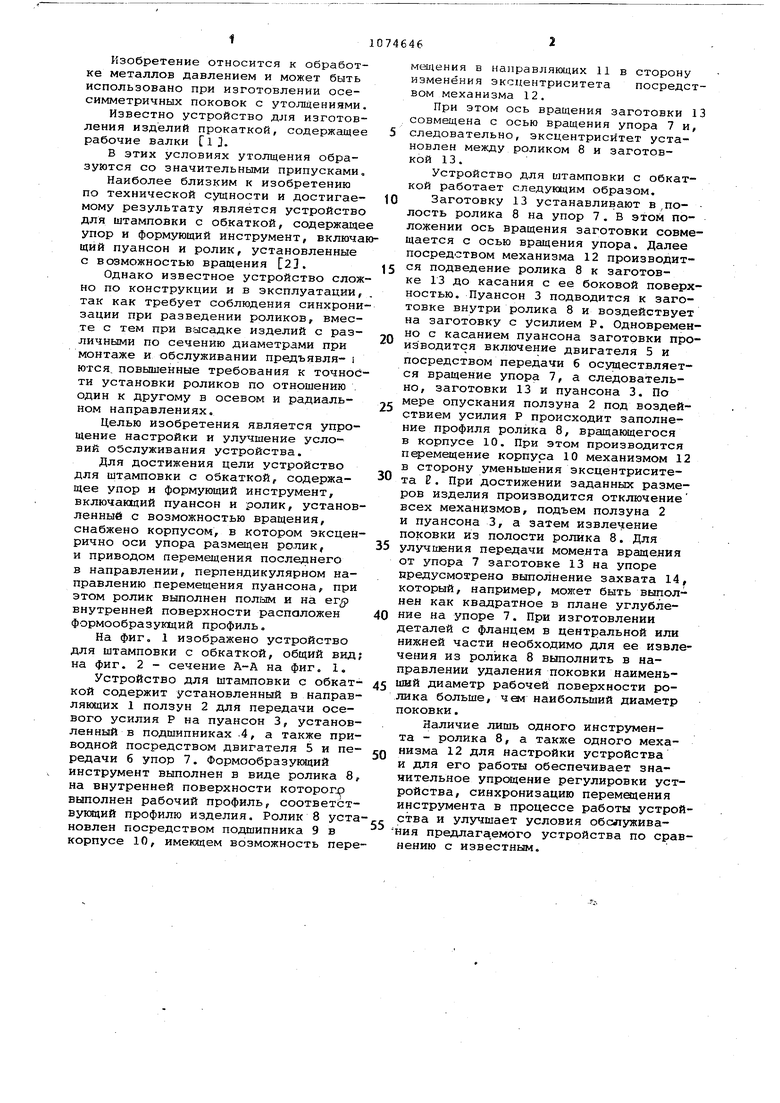
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для торцовой раскатки осесимметричных заготовок | 1988 |
|
SU1613222A1 |
| Устройство для формообразованияпРОфильНыХ КОлЕц | 1979 |
|
SU841740A1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |
| Устройство для штамповки металлических заготовок | 1982 |
|
SU1031589A1 |
| РОЛИКОВАЯ МАТРИЦА ДЛЯ ШТАМПОВКИ С ОБКАТКОЙ К ШТАМПУ С ПРИВОДНЫМ ПУАНСОНОМ | 1993 |
|
RU2089323C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ПОДНУТРЕНИЕМ ТИПА "ТРАКТОРНЫЙ КАТОК" | 2014 |
|
RU2574909C2 |
| Устройство для безотходной резки профилей круглого поперечного сечения | 1990 |
|
SU1792811A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| Штамп для безоблойной штамповки поковок | 1980 |
|
SU969406A1 |
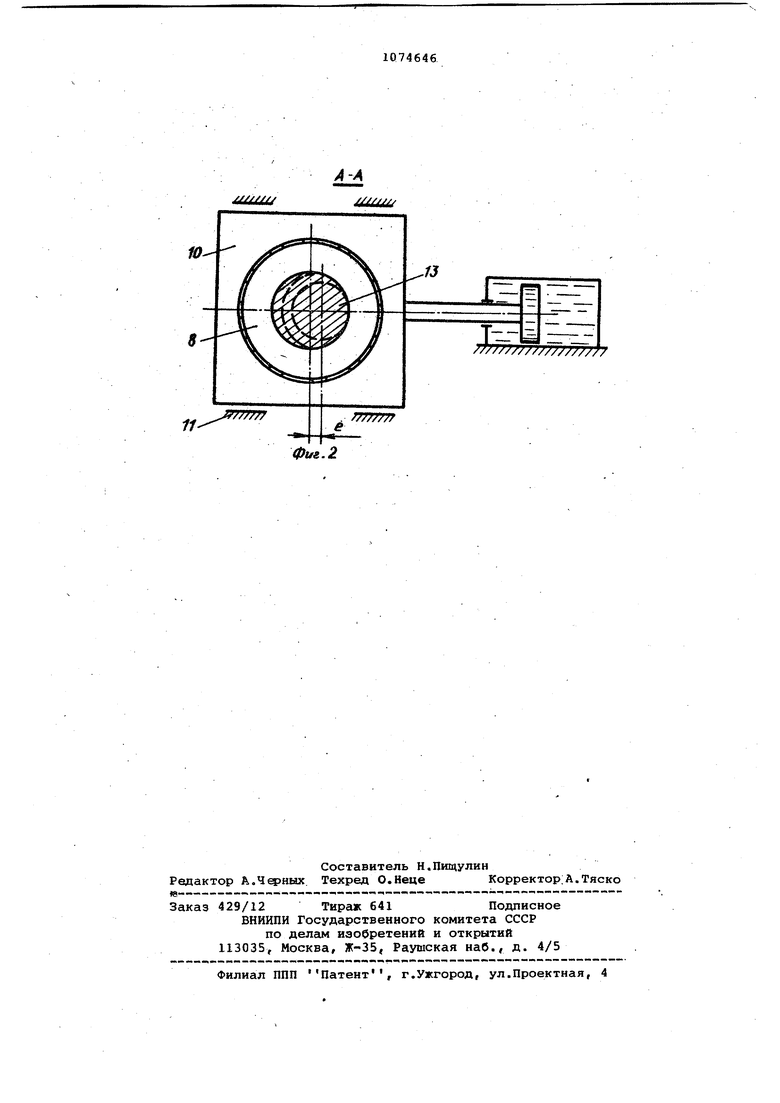
УСТРОЙСТВО ДЛЯ ШТАМПОВКИ С ОБКАТКОЙ, содержащее упор и фО1 ующий инструмент, включающий nyaHcqj и ролик, установленные с возможностью вращения, отличающеес я тем, что, с целью упрощения настройки и улучшения условий обслуживания, оно снабжено корпусом, в котором эксцентрич но оси упора размещен ролик, и приводом перемещения последнего в направлении, перпенди;кулярном направлению перемещения пуансона, при этом ролик выполнен полым и на его внутренней поверх ос-; ти расположен:формообразующий про
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технологический справочник: по ковке и объемной штамповке | |||
| М., 1959/ с | |||
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ получения утолщений на круглых заготовках | 1978 |
|
SU727295A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| фиг | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
