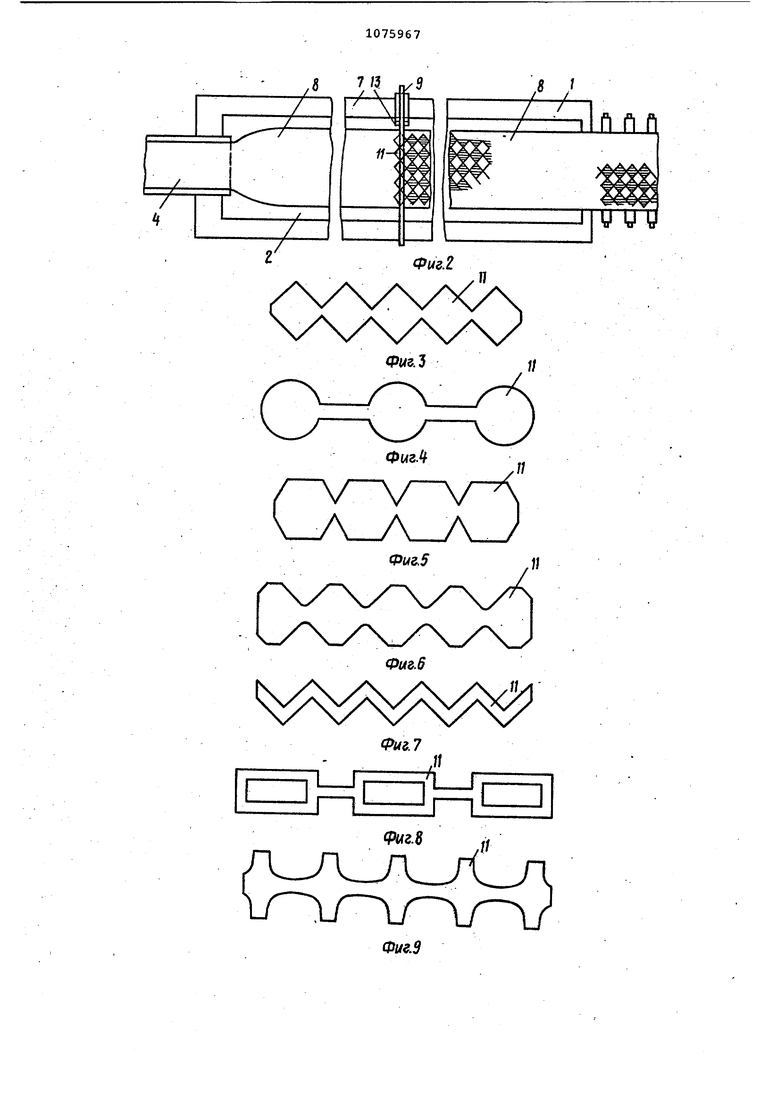
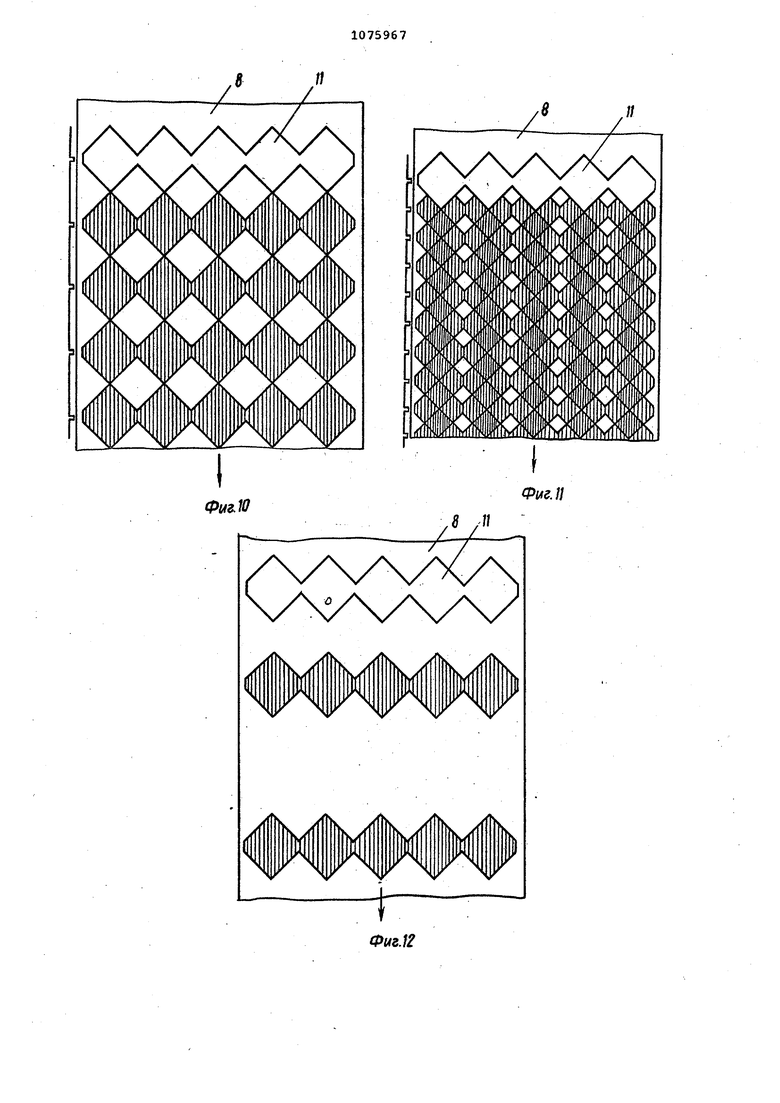
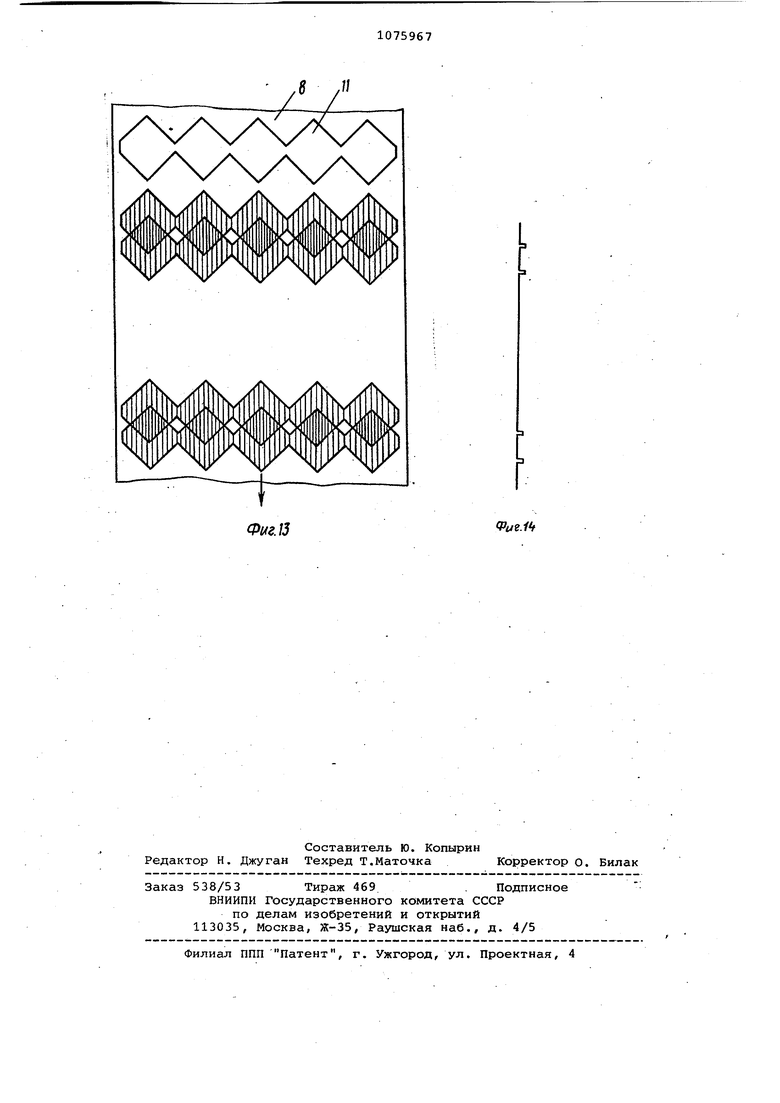
U , I Изобретение относится к производству листового стекла. Известен способ непрерывного производства поверхностно-модифицирован ного стекла путем перемещения по поверхности расплавленного,металла лен ты стекла, контактирующей своей верх ней поверхностью с неподвижной массой расплава под токоподводящей плас тиной l . Недостатком известного способа является невозможность получения декоративного рисунка, образованного в-поверхности ленты стекла. Целью изобретения является получе ние впечатанных в стекло повторяющих ся изображений с четкими границами. Цель достигается тем, что согласно способу непрерывного производства поверхностно-модифицированного стекла путем перемещения по поверхности расплавленного металла ленты стекла, контактирующей верхней iioверхностью с неподвижной массой расплава под токоподводящей пластиной анодом, на которую подают электри-ческий ток, нижняя поверхность .токоподводящей пластины имеет форму впечатываемого изображения, а ток на нее подают прямоугольными импульсами интервалы между которыми достаточны для образования на поверхности перемещающейся ленты стекла четких отпечатков поверхности расплава, причем перемещение ленты стекла за время длительности каждого импульса не превышает 1,25 мм. Причем длина массы расплава вдоль ленты стекла 50 мм. На фиг. 1 изображено устройство для изготовления стекла, реализующее данный способ, на фиг. 2 - то же, со снятой крышкой, вид сверху} на фиг, 3-9 - фасонные пластины с различными рисунками, планf на фиг. 10-13 то же, вид сверху; на фиг. 14 - прямоугольные анодные импульсы, подаваeMbiej на фасонную пластину для получе ния рисунка. Способ непрерывного производства поверхностно-модифицированного стекла осуществляют следующим образом. . В ванну 1, заполненную расплавленным металлом 2 (фиг. 1 и 2), имеющим удельный вес, больший, чем удельный вес стекла, и закрытую крыш кой 3, подают стекломассу 4, которая перемещается по поверхности расплавленного металла 2. Внутри ванны 1 создана защитная атмосфера, представ ляющая собой смесь водорода (10%) и азота (90%). Эта смесь нагнетается через патрубки 5, а удаление происходит через отверстия б и 7 в торцевых стенках ванны 1 и крышки 3. Через отверстие 7 происходит такж вывод из ванны 1 ленты 8 стекла. Внутри ванны 1 поперек внутренней полости смонтирован электроподводящий брус 9, на котором при помощи кронштейна 10 из электропроводного материала закреплена токоподводящая пластина 11, выполненная фасонной в зависимости от контуров рисунка, который должен быть нанесен на ленту 8 стёкла (фиг. 3-9). Промежуток между нижней поверхностью токоподводящей пластины 11 и верхней поверхностью ленты 8 стекла равен б мм и заполнен массой расплава 12, представляющим собой, например, медносвинцовый сплав, который прилипает к токоподводящей пластине 11 и повторяет ее форму. Через электроподводящий брус 9 и кронштейн 10 на токоподводящую пластину подают прямоугольные анодные импульсы (импульсы, могут иметь, например, форму, изображенную на фиг. 14 и соответствующую фигурам на ленте стекла, изображенным на фиг. 13), чтобы электрический ток проходил от массы расплава 12 ленту 8 стекла в расплавленны металл 2. За счет этого происходит ионная миграция (например, ионов меди и свинца) из массы расплава в поверхность ленты 8 стекла, образуя тпечаток соответствующего цвета. Расплавленный металл 2 подключен в цепь питания при помощи опущенного в него электрода 13. Интервалы между импульсами должны быть достаточны для образования на поверхности перемещающейся ленты стекла четких отпечатков поверхности массы расплава 12, причем эти отпечатки могут быть расположены отдельно друг от друга, примыкать друг к другу или частично накладываться друг на друга, но всегда иметь четкие границы. Перемещение ленты.8 стекла за время длительности каждого импульса не должно превышать 1,25 мм. Длина массы расплава вдоль ленты 8 стекла может составлять 50 мм. Температура ленты стекла в месте установки токоподводящей пластины 11 составляет около 750°С. Цвет отпечатков на ленте стекла подбирают, изменяя металлы, входящие в состав токоподводящей пластины и массы рас.плава, т.е. используя в качестве массы расплава сплавы различных ме- таллов, а также за счет изменения мощности тока и состава защитной атмосферы. Изобретение может быть использовано для изготовления изделий из стекла, например модельных листов стекла или фасонного стекла, например , строительного стекла, имеющего V-образную форму. Кроме того, изобретение может быть использовано для обработки стеклянных изделий.
/- / л/-л/
L-A-TV vJ
ГчХХ/ ч Х/
Ux v/v/vJ
ФигЛ
,//
Фиг.5Л
.
Фйг.
,/1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления листового стекла на поверхности расплавленного металла | 1977 |
|
SU1097189A3 |
| Устройство для обработки листового стекла | 1975 |
|
SU629870A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1967 |
|
SU199034A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU242072A1 |
| Установка для выработки листового стекла | 1960 |
|
SU141821A1 |
| УСТРОЙСТВО для ТРАНСПОРТИРОВАНИЯ и РАСТЯГИВАНИЯ ЛЕНТЫ СТЕКЛА | 1972 |
|
SU351360A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU239879A1 |
| Электрический нагреватель | 1973 |
|
SU727131A3 |
| Способ формования ленты стекла | 1960 |
|
SU141822A1 |
| Способ непрерывного производства поверхностно-модифицированного стекла | 1977 |
|
SU1118285A3 |
1. СПОСОБ НЕПРЕРЫВНОГО ПРОI ИЗЮДСТВА ПОВЕРХНОСТНО-МОДИФИЦИРО;ВАННОГО СТЕКЛА путем перемещения по поверхности расплавленного металла .ленты стекла, контактирующей верхней поверхностью с неподвижной массой расплава под токоподводящей пласти ной - анодом, на которую подают электрический ток, отличающийся тем, что, с целью получения впечатанных в стекло повторяющихся изображений с четкими граница1«81, нижняя поверхность токоподводящей пластины имеет форму впечатываемого изображения, а ток на нее подают прямоугольными импульсами, интервалы между которыми достаточны для образования на поверхности перемещающейся ленты стекла четких отпечатков поверхности расплава, причем перемещение ленты стекла за время длительности каждого импульса не превышает 1,25 мм. 2. Способ поп. 1, oтличaСО ю щ и.й с я тем, что длина массы расплава вдоль ленты стекла 50 мм.
Ркг.а
Фиг.12
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ЛИСТОВОГО СТЕКЛА | 0 |
|
SU302892A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Приспособление для контроля движения | 1921 |
|
SU1968A1 |
