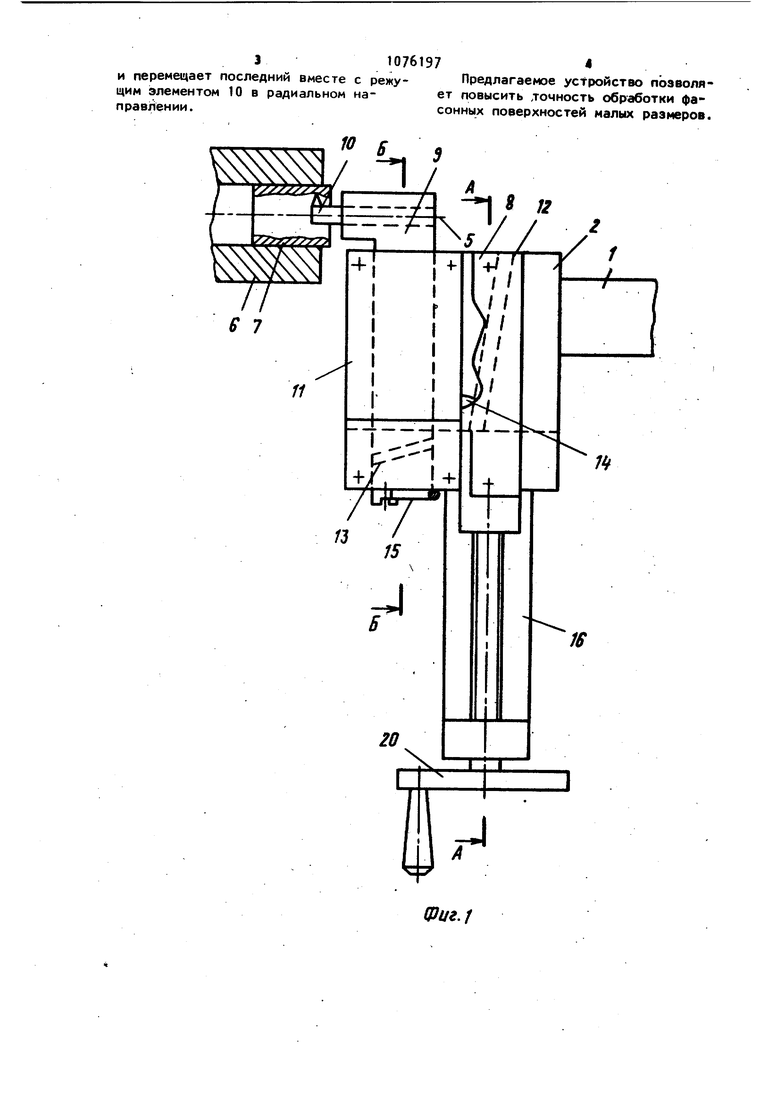
О) Изобретение относится к механической обработке фасонных поверхнос тей деталей, г реиму|цественно отверс тий малых размеров. Известнр устройство для обработки фасонных поверхностей, содержащее станину, на которой установлены шпиндель с обрабатываемой деталью, суппорт с резцедержателем. В резцедержателе зажата державка, в которой установлены ползуны с режущим элементом и копир, выполненный с возможностью перемещения относитель но дертавки, параллельно оси вращения шпинделя. На ползуне выполнен неподвижный копирный щуп, контактирующий с копиром, а на станине установлен упор Cl 3. Недостатком известного устройства является невозможность получения фасонных поверхностей малогабаритных деталей с высокой точностью, особенно при обработке фасонных отверстий малых размеров. Цель изобретения - повышение точ ности обработки фасонных поверхностей отверстий малых размеров. Указанная цель достигается тем, что устройство для точения фасонных поверхностей, содержащее суппорт с резцедержателем, в котором закреплена державка с ползуном режущего элемента и копир, связанный с режу щим элементом посредством щупа, снабжено оправкой, установленной на державке с возможностью перемещения параллельно оси, вращения шпинделя, и в ней перпендикулярно к оси шпинделя выполнены пазы, один из которых предназначен для взаимо действия с копиром, а другой - с ползуном, в котором вьтолнен паз, предназначенный для взаимодействия с копирным щупом, причем на держав ке также выполнен паз , предназначенный для взаимодействия с копиром а угол между пазом на ползуне и осью вращения шпинделя равен углу межДу пазом державки и пазами оправки и составляет менее На фиг. 1 изображено устройство для точения фасонных поверхностей, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 сечение Б-Б на фиг. 1; на фиг. 4 - оправка, вид спереди; на фиг. 5 то же, вид сбоку; на фиг, 6 - то же, вид свер ху. Устройство для точения фасонных поверхностей крепится в суппорте с резцедержателем (условно не показан) посредством державки 1, на которую одета оправка 2, выполненная с двумя пазами 3 и ., перпендикулярными оси 5 вращения шпинделя 6 с закрепленной в нем деталью 7- Оправка 2 имеет возможность перемещения параллельно оси 5 вращения шпинделя 6. В пазу установлен с возможностью перемещения копир 8. В пазу 3 установлен ползун 9 с режущим элементом 10. К оправке 2 крепится накладка 11. Копир 8 находится в зацеплении с пазом 12 на державке 1. На ползуне 9 выполнен паз 13, в котором установлен копирный щуп Т, упирающийся в копир 8 под действием пружины 15. Углы между пазом 13 на прлзуне 9 и осью 5 вращения шпинделя 6 и между пазом 12 на державке 1 и пазами 3 и 4 на оправке 2 равны и составляют менее К оправке 2 крепится державка 16, через отверстие 17 которой и резьбовое отверстие 18 копира 8 проходит винт 19, упирающийся в оправку 2. Привод осуществляется либо вручную посредством штурвала 20, либо от шагового микроэлектродвигателя. Устройство работает следующим образом. Устройство посредством державки 1 закрепляют в резцедержателе суппорт станка (не показаны). При этом с помощью суппорта станка настраивают устройство на съем заданного припуска, после чего устройство подводят к обрабатываемой детали 7 и фиксируют его положение. Приводят во вращение шпиндель 6 с закрепленной в нем обрабатываемой деталью 7- Затем вручную путем поворота штурвала 20 (либо шагового микроэлектродвигателя) через винт 19 перемещают копир 8 в направлении, противоположном оси 5 вращения шпинделя 6. При этом копир 8, перемещаясь по наклонному пазу 12 на державке: 1, перемещает оправку 2 с закрепленным на ней ползуном 9 с режущим элементом 10 параллельно оси 5 вращения шпинделя 6. Одновременно с указанными перемещениями копира 8 и оправки 2 перемещается копирный щуп 1 в пазу 13 ползуна 9 3 и перемещает последний вместе щим {Элементом 10 в радиальном правлении.
№ S 3 / Л/
гггт: -1 а
/ г
Г I -| IV .4 Г
Фиг.1 10761974 с режу- Предлагаемое устройство поэволяна- ет повысить дочность обработки фа сонных поверхностей малых размеров.
J
/
-tН
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидрокопировальное устройство для универсального токарного станка | 1985 |
|
SU1310115A1 |
| Устройство для растачивания отверстий | 1986 |
|
SU1426702A1 |
| Устройство для копирной расточки фасонных отверстий | 1984 |
|
SU1240515A1 |
| Устройство для обработки внутренних фасонных поверхностей на токарных автоматах | 1989 |
|
SU1717287A1 |
| "УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЕТАЛИ" | 2023 |
|
RU2829986C1 |
| Способ обработки фасонной поверхности камеры сгорания поршня цилиндра и устройство для его осуществления | 1980 |
|
SU975211A1 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| Гидрокопировальный многопроходный суппорт | 1981 |
|
SU1134350A1 |
| Устройство для обработки деталей сложной формы | 1973 |
|
SU653029A1 |
| Копировальное устройство | 1978 |
|
SU677879A1 |



-f
-f(рцг
(puf.f
J Cpuf.G
