О)
ю
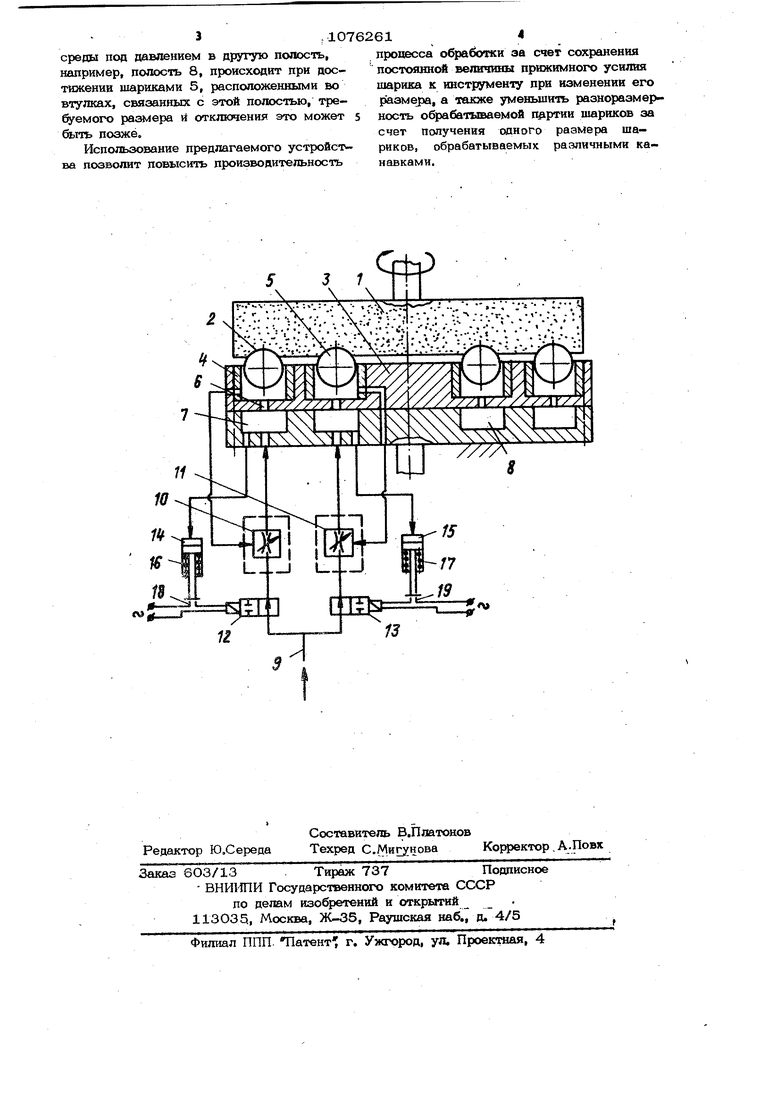
а 10 Изобретение относится к машиностроению, преИК1уш1ественно к подшипниковой промьпиленности и может быть использовано при обработке шариков. Известны устройства автоматического управления процессом обработки шариков, размещенных в рабочей зоне, образованной торковой поверхностью врашающегося инструмента с кольцевыми канавками и внутренними поверхностями 1шлиндрических втулок, связанных с камерой среды под давлением, соединенной с подаюшей магистралью Г1 3 . Недостатком таких устройств является низкая производительность процесса обработки, отсутствие автоматического прекращения обработки. Цель изобретения.- интенсификация . процесса обработки и уменьшение разноразмерности обрабатываемой партии шариков, путем автоматического поддержания постоянной величины прижимного усилия шариков к инструменту и прекращения процесса обработки под различными канав ками при достижении требуемохх) размера Указанная цель достигается тем, что в устройстве для обработки шариков, размешенных в рабочей зоне, образованной торцовой поверхностью вращающегося инструмента с кольцевыми канавками и внутренними поверхйостями цилиндрических втулок, связанных с камерой средьа под давлением через среды поц давлением вертикальные сопла причем камера среды под давлением связана с подающей магна ралью, камера вьшолнена в виде отдельных кольцевых полостей, связанных с цилиндр11ческими втулками, расположенюлми под отдельными канавками, причем .каждая кольцевая полость связана с подающей магистралью через регупятор с yi равпением отцавпенияво внутренних попос гях цилиндрических втулок, связанных с соответствующей кольцевой полостью, и через отключающее устройство с управлением от цавпения в той же кольцевой по лости. На чертеже таображено предлагаемое устройство, общий вид. Уотфойство содержит вращающийся инструмент 1 с кольцевыми канавками 2 установленные на основании 3 цилиндри ческие инструментальные втулки 4, с размещенными в них обрабатьюаемыми шариками 5, связанными при помощи вер тикальных сопел 6 с камерой среды под давлением, выполненной в виде отдельны кольцевых полостей 7 и 8, связанных с подаюшей магистралью 9 при помощи ре1гуляторов 10 и 11 давления, выполненных, например, в виде редукционных клапанов, управляемых давлением во внутренних полостях цилиндрических втулок 4с Кроме того, каждая кольцевая полость 7 и 8 связана с подающей магистралью 9 через отключающие устройства 12 и 13, выполненные, например, в виде двухпозиаионного золотника с электрогидравличес.КИМ управлением, содержащее включаюшие цилиндры 14 и 15 с регулируемыми пружинами 16 и 17 и контакты 18 и 19 в цепи управления, Устройство работает следующим образом. Обработка шариков 5 происходит при вращении инструмента 1 и подаче среды под цавгшнием (например СОЖ) во внутренние полости цилиндрических втулок 4 через сопла 6 HJ кольцевых полостей 7 и 8, По мере обработки шарика 5 увеличивается зазор между поверхностью и внутренней поверхностью 4, а следовательно, давление в этой полости уменьшается. Но внутренняя полость втулки 4 связана, например, с регулятором 1О и управляет им, причем чем меньше давление во втулке 4, тем больше регулятор 10 увеличивает давление в кольцевой полости 7, а следовательно, и во внутренней подсети втулки 4 унепичивается давление, т„е, устанавливается первоначальное равление, Таким образом, устройство работает по принципу следяюшей системы Аналогично происходит с плоскостью 8 и связанных с ней втулками 4, т.е. с уменьшением диаметра шариков 5, сохраняется давпение средь в полости втунок 4 постоянным, но увеличивается давление в кольцевой полости 7 или 8, СпедоЕа-тегтьно, величина давления в кольцевых полостях 7 и 8 является косвенным показателем диаметра обрабатьшаемых шариков, расположенных во втулках, связанных с соответствующими кольцевыми полостями. Кольцевых полостей должно &1ть столько, сколько 1санаволЧ на инструменте 1, так ка,.к шарики, обработанные одной канавкой один размер, в виду одинаковых скоростных факторов обработки При достижении требуемого размера в шариках 5, что соответствует определенной веглгчине давления, например, в кольцевой полости 7, включающей цилиндр 14, замыкает контакт 18 в цепи управления отключающего устройства 12, и .прекращается подача среды под давлением в кольцевой полости 7. Причем отключение подачи
срепы под давлением в другую полость, шшример, полость 8, происходит при достижении шариками 5, расположенньпии во втулках, связанных с этой полостью, требуемого размера и отключения это может быть позже.
Использование предлагаемого устройс-пва позволит повысить производительность
процесса обработки за счет сохранения ПОСТО1ШНОЙ величины прижимного усилия шарика к инструменту при изменении его размена, а также уменьшить разноразмерность обрабатываемой партии шариков за счет получения одного размера шариков, обрабатываемых различными канавками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки шариков | 1980 |
|
SU905007A1 |
| Устройство для обработки шариков | 1983 |
|
SU1093498A1 |
| Устройство для обработки шариков | 1983 |
|
SU1123842A1 |
| Станок для пневмоцентробежной обработки шариков | 1986 |
|
SU1397252A1 |
| Устройство для безэлеваторной обработки шариков | 1977 |
|
SU677886A1 |
| Устройство автоматического управления процессом обработки шариков | 1983 |
|
SU1094726A1 |
| Способ обработки шариков и станок для его осуществления | 1986 |
|
SU1440672A1 |
| Способ обработки шариков и устройство для его осуществления | 1983 |
|
SU1080954A1 |
| Устройство для обработки шариков | 1983 |
|
SU1085774A1 |
| Устройство для обработки шариков | 1982 |
|
SU1033292A1 |
УСТРОЙСТЮ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ ШАРИКОВ, размещенных в рабочей зоне, образованной торцовой поверхностью вращающегося инструмента с.кольцевыми канавками и внутренними поверхностями цилиндрических втулок, связанных с камерой среды под давлением через вертикальные сшла, причем камера среды под давлением связана с подающей магистралью, отличаю-щ е е с я тем, что, с целью интенсификации процесса обработки и уменьшения разноразмерности обрабатываемой партии шариков, путем автоматяческснч поддержания постоянной величины прижимного усилия шариков к инструменту и прекращения процесса о ботки под различными канавками при достижении тре емотх) размера, камера среды под давлением выполнена в виде отдельных кольцевых полостей, связанных с цилиндрическими втулками, расположенными под отдельными канавками, причем каждая кольцевая полость связана с подающей магистралью V через регулятор с управлением от давления во внутренних пслостях цилиндрических втулок, связанных с соответствующей кольцевой полостью, и через отключающее устройство с управлением от давлеа ния в той же кольцевой полости.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ТОПКА ШАХТНОГО ТИПА СО СТУПЕНЧАТОЙ РЕШЕТКОЙ И ВРАЩАЮЩИМСЯ КОЛОСНИКОВЫМ БАРАБАНОМ | 1923 |
|
SU905A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Складная решетчатая мачта | 1919 |
|
SU198A1 |
