Изобретение относится к машиностроению, преимущественно к подшипниковой промышленности, и может быть использовано при обработке шариков.
Известно устройство управления процессом элеваторной рбработки шариков, содержащее прижимной и приводной рабочий инструменты и регулировочные приводы и обеспечивающее постоянство силового воздействия на каждый обрабатываемый шарик 1.
Однако в данном устройстве управления при колебаниях давления в гидросистемах прижима изменяется сила прижатия шариков, а его абсолютная скорость вращения при этом остается неизменной. Поскольку производительность процесса определяется величиной силы прижима и величиной абсолютной скорости вращения шарика, то при уменьшении давления снижается производительность. Кроме того, это устройство не может быть использовано для безэлеваторной обработки.
Известно также устройство для обработки шариков, содержащее две планшайбы, на обращенных одна к другой торцовых поверхностях которых соосно установлены инструменты, внутренние поверхности которых образуют дорожку для размещения в ней шариков а также соосную инструментам внутреннюю камеру расширения сжатого воздуха с тангенциальными сопловыми отверстиями в наружной периферийной поверхности, соединенную с магистралью подачи сжатого воздуха. Устройство обеспечивает некоторую интенсификацию процесса обработки за счет обёс печения многоосного вращения шарика в зоне обработки 2.
Недостатками известного устройства являются снижение производительности процесса и увеличение разноразмерности шариков в партии вследствие постоянного колебания абсолютной скорости вращения центра шарика, а следовательно,.и колебания связанной с ней центробежной силы прижима шариков к инструментам из-за изменения давления в питакяцей магист рали и камере расширения сжатого воздуха. Изменение абсолютной скорости вращения шариков происходит также из-за изменения осевого расстояния между инструментами в результате возвратно-поступательных движений одного из инструментов и, кроме того требуется дополнительный привод для осуществления этих движений.
Цель изобретения - повышение производительности процесса обработки шариков путем автоматического поддержания постоянной величины абсолютной скорости вращения центра шарика.
Поставленная цель достигается тем что вустройстве автоматического управления процессом обработки шариков содержащем две планшайбы, на обращенных одна к другой торцовых поверхностях которых установлены инстт рументы, внутренние поверхности которызс образуют дорожку для размещения в ней шариков, а также соосную инструментам внутреннюю камеру расширения сжатого воздуха, с тангенциальными сопловыми отверстиями в наружной периферийной поверхности, соединенную с магистралью подачи, сжатого воздуха, и привод вращения планшайбы, .в магистраль подачи сжатого воздуха введен управляющий пневмоцилиндр, шток которого связан с ползуном потенциометра, который электрически соединен с приводом вращения планшайбы.
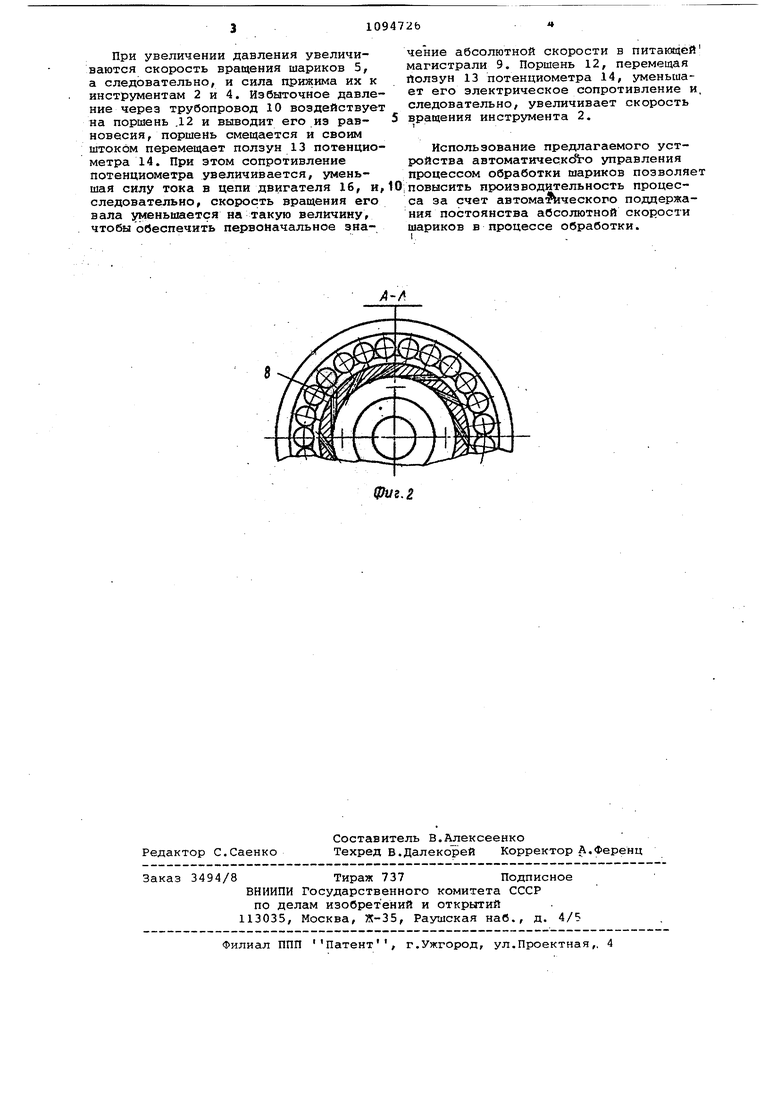
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - сечение А-А на фиг.1.
УСТРОЙСТВО для обработки шариков состоит из вращающейся планшайбы 1 с инструментом 2 и соосной ей неподвижной планшай;бы 3 с инструментом 4, внутренние поверхности которшс образуют дорожку для размещения в ней обрабатываемых шариков 5. Планшайба 3 установлена на полом валу 6 с крышкой 7, в наружной цилиндрической поверхности которой выполнены тангенциальные сопловые отверстия 8, через которые сжатый воздух связан с обрабатываемыми шариками 5. Питающая магистраль 9 связана с камерой расширения сжатого воздуха и посредством ,трубопровода 10 - с бесштоковой полостью управляющего пневмоцилиндра 11, поршень 12 которого своим штоком жестко связан с ползуном 13 линейного потенциометра 14. Жесткость пру5)сины 15 выбирается в зависимости от величины оптимального расчетного давления сжатого воздуха в камере расширения. Потенциометр 14 электрическ связан с двигателем 16 постоянного, тока, который через муфту 17 осуществляет вращение инструмента 2. Устрюйство работает следуквдим образом.
Сжатый воздух из питающей магистрали 9 поступает во внутреннюю полость вала б и через тангенциальные сопла 8 приводит во вращательное движение шарики 5, прижимая их к коническим поверхностям инструментов 2 и 4 центробежной силой, которая пропорциональна квадрату скорости вращательного движения шариков. Дополнительное вращение.шариков 5 йокруг собственной оси обеспечивается вращением инструмента 2. При постоянном давлении в питающей магистрали 9 давление в бесштоковой полости управляющего пневмоцилиндра 11 уравновешено пружиной и поршень неподвижен .
При увеличении давления увеличиваются скорость вращения шариков 5, а следовательно, и сила прижима их к инструментам 2 и 4. Избыточное давление через трубопровод 10 воздействует на поршень .12 и выводит его из равновееия, поршень смещается и своим штоком перемещает ползун 13 потенциометра 14. При этом сопротивление потенциометра увеличивается, уменьшая силу тока в цепи двигателя 16, и, следовательно, скорость вращения его вала уменьшается на такую величину, чтойл обеспечить первоначальное значение абсолютной скорости в питающей магистрали 9. Поршень 12, перемещая йолзун 13 потенциометра 14, уменьшает его электрическое сопротивление и, следовательно, увеличивает скорость вращения инструмента 2.
Использование предлагаемого устройства автоматического управления процессом обработки шариков позволяет повысить производительность процесса за счет автомаА1ческого поддержания постоянства абсолютной скорости шариков в процессе обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки шариков | 1983 |
|
SU1098763A1 |
| Устройство для обработки шариков | 1976 |
|
SU617245A1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОЙ РЕЗКИ | 1990 |
|
RU2021082C1 |
| Многошариковый пневматический раскатник импульсного действия | 1986 |
|
SU1404301A1 |
| Станок для обработки шариков | 1979 |
|
SU841925A1 |
| Станок для намотки катушек электрических машин на ребро | 1985 |
|
SU1310957A1 |
| Способ обработки шариков | 1976 |
|
SU656811A1 |
| Устройство для обработки криволинейных поверхностей | 1986 |
|
SU1335427A1 |
| ГИДРОДРОБЕСТРУЙНАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2129950C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ ШАРИКОВ, содержащее две планшайбы, на обращенных одна к другой торцовых поверхностях которых соосно установлены инструменты, внутренние поверхности которых образуют дорожку для размещения в ней шариков, а также сооснуго инструментам внутреннюю камеРУ расширения -сжатого воздуха с тангенциальными сопловыми отверстиями в наружной периферийной поверхности, соединенную с магистралью подачи сжатого воздуха, и привод вращения планшайбы, отличающеес я тем, что, с целью повьлшения производительности процесса путем автоматического поддержания постоянной величины абсолютной скорости вращения центра шарика, в магистраль подачи сжатого воздуха введен управляющий пневмоцилиндр, шток которого связан S с ползуном потенциометра, который (Л электрически соединен с приводом вращения планшайбы. со i
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство управления процессом элеваторной обработки шариков | 1980 |
|
SU906672A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для обработки шариков | 1976 |
|
SU617245A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
